Изобретение относится к нагревательным устройствам, использующим нагретые газы, в частности к установкам для подогрева шихты, предназначенной для загрузки в индукционные плавильные печи.
Цель изобретения - повышение производительности и снижение энергозатрат.
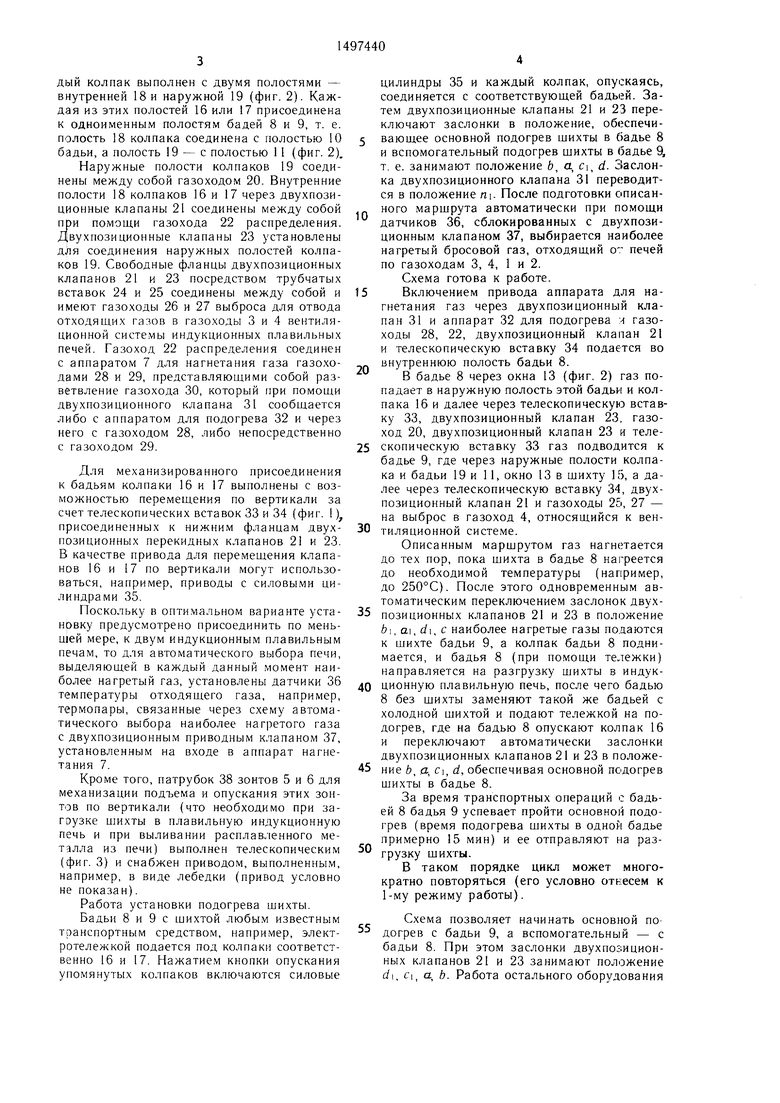
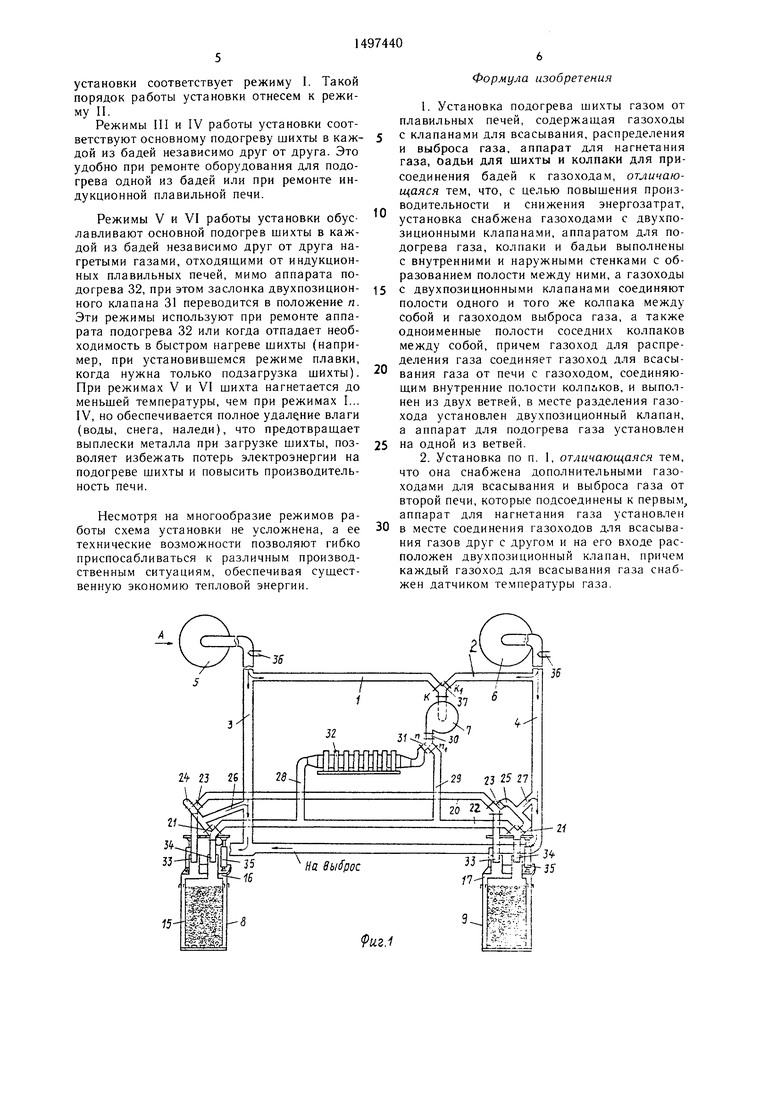
На фиг. 1 схематически изображена предложенная установка для нагрева шихты, общий вид; на фиг. 2 - узел сопряжения бадьи с колпаком; на фиг. 3 - телескопический узел отвода бросовых нагретых газов от плавильной печи при помоши зонта.
Установка подогрева шихты содержит газоходы 1 и 2 для всасывания бросового нагретого газа из газоходов 3 или 4, при надлежащих вентиляционной системе для бросовых нагретых газов от индукционных плавильных печей посредством зонтов 5
или 6. Установка имеет также аппараты 7 для нагнетания газа к бадьям 8 и 9 (фиг. I). Этот аппарат может быть выполнен в виде вентилятора или турбины. В каждой бадье 8 и 9 имеются внутренняя 10 и наружная II полости (фиг. 2), разделенные стенкой 12, имеющей в нижней части окна 13 для прохода газа из внутренней полости 10 в наружную 11 или наоборот.
К нижним торцам стенок каждой из бадей 8 и 9 плотно примыкает двухстворчатое раскрывающееся днище 14. Внутренняя 10 и наружная И полости каждой бадьи открыты сверху для обеспечивания циркуляции нагретого газа, проходящего через шихту 15, занимающую объем внутренней полости IO.
Для подвода нагретого газа к бадьям 8 и 9 и отвода отработанного газа от бадей используются колпаки 16 и 17 (фиг. I). КажСО
4 4ib
дыи колпак выполнен с двумя полостями - внутренней 18 и наружной 19 (фиг. 2). Каждая из этих полостей 16 или 17 присоединена к одноименным полостям бадей 8 и 9, т. е. полость 18 колпака соединена с полостью 10 бадьи, а полость 19 - с полостью 11 (фиг. 2), Наружные полости колпаков 19 соеди- нень между собой газоходом 20. Внутренние полости 18 колпаков 16 и 17 через двухпози- ционные клапаны 21 соединены между собой при помощи газохода 22 распределения. Двухпозиционные клапаны 23 установлены для соединения наружных полостей колпаков 19. Свободные фланцы двухпозициоиных клапанов 21 и 23 посредством трубчатых вставок 24 и 25 соединены между собой и имеют газоходы 26 и 27 выброса для отвода отходящих газов в газоходы 3 и 4 вентиляционной систе.мы индукционных плавильных печей. Газоход 22 распределения соединен с аппаратом 7 для нагнетания газа газоходами 28 и 29, представляющими собой разветвление газохода 30, который при помощи дВухпозиционного клапана 31 сообщается либо с аппаратом для подогрева 32 и через него с газоходом 28, либо непосредственно с газоходом 29.
Для механизированного присоединения к бадьям колпаки 16 и 17 выполнены с возможностью перемещения по вертикали за счет телескопических вставок 33 и 34 (фиг. 1 ) присоединенных к нижним фланцам двух- позиционных перекидных клапанов 21 и 23. В качестве привода для перемещения клапанов 16 и 17 по вертикали могут использоваться, например, приводы с силовыми цилиндрами 35.
Поскольку в оптимальном варианте установку предусмотрено присоединить по меньшей мере, к двум индукционным плавильным печам, то для автоматического выбора печи, выделяющей в каждый данный момент наиболее нагретый газ, установлены датчики 36 температуры отходящего газа, например, термопары, связанные через схему автоматического выбора наиболее нагретого газа с двухпозиционным приводным клапаном 37, установленным на входе в аппарат нагнетания 7.
Кроме того, патрубок 38 зонтов 5 и 6 для механизации подъема и опускания этих зонтов по вертикали (что необходимо при за- гоузке щихты в плавильную индукционную печь и при выливании расплавленного металла из печи) выполнен телескопическим (фиг. 3) и снабжен приводом, выполненным, например, в виде лебедки (привод условно не показан).
Работа установки подогрева щихты.
Бадьи 8 и 9 с щихтой любым известным транспортным средством, например, электротележкой подается под колпаки соответственно 16 и 17. Нажатием кнопки опускания упомянутых колпаков включаются силовые
0
5
0
5
0
5
0
5
цилиндры 35 и каждый колпак, опускаясь, соединяется с соответствующей бадьей. Затем Двухпозиционные клапаны 21 и 23 переключают заслонки в положение, обеспечивающее основной подогрев щихты в бадье 8 и вспомогательный подогрев шихты в бадье 9, т. е. занимают положение Ь, а, Ci, d. Заслонка ДВухпозиционного клапана 31 переводится в положение ni. После подготовки описанного маршрута автоматически при помощи датчиков 36, сблокированных с двухпозиционным клапаном 37, выбирается наиболее нагретый бросовой газ, отходящий о печей по газоходам 3, 4, 1 и 2.
Схема готова к работе.
Включением привода аппарата для нагнетания газ через двухпозиционный клапан 31 и аппарат 32 для подогрева и газоходы 28, 22, двухпозиционный клапан 21 и телескопическую вставку 34 подается во внутреннюю полость бадьи 8.
В бадье 8 через окна 13 (фиг. 2) газ попадает в наружную полость этой бадьи и колпака 16 и далее через телескопическунэ вставку 33, двухпозиционный клапан 23, газоход 20, двухпозиционный клапан 23 и телескопическую вставку 33 газ подводится к бадье 9, где через наружные полости колпака и бадьи 19 и 11, окно 13 в шихту 15, а далее через телескопическую вставку 34, двухпозиционный клапан 21 и газоходы 25, 27 - на выброс в газоход 4, относящийся к вентиляционной системе.
Описанным маршрутом газ нагнетается до тех пор, пока шихта в бадье 8 нагреется до необходимой температуры (например, до 250°С). После этого одновременным автоматическим переключением заслонок двух- позиционных клапанов 21 и 23 в положение bi, а, fifi, с наиболее нагретые газы подаются к щихте бадьи 9, а колпак бадьи 8 поднимается, и бадья 8 (при помощи тележки) направляется на разгрузку шихты в индукционную плавильную печь, после чего бадью 8 без шихты заменяют такой же бадьей с холодной шихтой и подают тележкой на подогрев, где на бадью 8 опускают колпак 16 и переключают автоматически заслонки двухпозиционных клапанов 21 и 23 в положение ft, ff. С, d, обеспечивая основной подогрев шихты в бадье 8.
За время транспортных операций с бадьей 8 бадья 9 успевает пройти основной подогрев (время подогрева шихты в одной бадье примерно 15 мин) и ее отправляют на разгрузку шихты.
В таком порядке цикл может многократно повторяться (его условно отнесем к 1-му режиму работы).
Схема позволяет начинать основной подогрев с бадьи 9, а вспомогательный - с бадьи 8. При этом заслонки двухпо;;ицион- ных клапанов 21 и 23 занимают положение d, С|, а Ь. Работа остального оборудования
установки соответствует режиму I. Такой порядок работы установки отнесем к режиму II.
Режимы III и IV работы установки соответствуют основному подогреву шихты в каждой из бадей независимо друг от друга. Это удобно при ремонте оборудования для подогрева одной из бадей или при ремонте индукционной плавильной печи.
Режимы V и VI работы установки обуславливают основной подогрев шихты в каждой из бадей независимо друг от друга нагретыми газами, отходящими от индукционных плавильных печей, мимо аппарата подогрева 32, при этом заслонка двухпозицион- ного клапана 31 переводится в положение п. Эти режимы используют при ремонте аппарата подогрева 32 или когда отпадает необходимость в быстром нагреве шихты (например, при установившемся режиме плавки, когда нужна только подзагрузка шихты). При режимах V и V шихта нагнетается до меньшей температуры, чем при режимах I... IV, но обеспечивается полное удаление влаги (воды, снега, наледи), что предотвращает выплески металла при загрузке шихты, позволяет избежать потерь электроэнергии на подогреве шихты и повысить производительность печи.
Несмотря на многообразие режимов работы схема установки не усложнена, а ее технические возможности позволяют гибко приспосабливаться к различным производственным ситуациям, обеспечивая существенную экономию тепловой энергии.
0
5
0
5
0
Формула изобретения
1.Установка подогрева шихты газом от плавильных печей, содержащая газоходы с клапанами для всасывания, распределения и выброса газа, аппарат для нагнетания газа, оадьи для шихты и колпаки для присоединения бадей к газоходам, отличающаяся тем, что, с целью повышения производительности и снижения энергозатрат, установка снабжена газоходами с двухпо- зиционными клапанами, аппаратом для подогрева газа, колпаки и бадьи выполнены с внутренними и наружными стенками с образованием полости между ними, а газоходы с двухпозиционными клапанами соединяют полости одного и того же колпака между собой и газоходом выброса газа, а также одноименные полости соседних колпаков между собой, причем газоход для распределения газа соединяет газоход для всасывания газа от печи с газоходом, соединяющим внутренние полости колпаков, и выполнен из двух ветвей, в месте разделения газохода установлен двухпозиционный клапан, а аппарат для подогрева газа установлен на одной из ветвей.
2.Установка по п. 1, отличающаяся тем, что она снабжена дополнительными газоходами для всасывания и выброса газа от второй печи, которые подсоединены к первым аппарат для нагнетания газа установлен в месте соединения газоходов для всасывания газов друг с другом и на его входе расположен двухпозиционный клапан, причем каждый газоход для всасывания газа снабжен датчиком температуры газа.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для подогрева шихты | 1978 |
|
SU727966A1 |
| Устройство для обжига и подогрева шихты | 1980 |
|
SU916952A1 |
| Устройство для подогрева шихты | 1981 |
|
SU996836A1 |
| Устройство для нагрева зернистой шихты | 1977 |
|
SU658387A1 |
| Устройство для подогрева шихты | 1982 |
|
SU1104347A1 |
| Отражательная печь для плавки лома и отходов цветных металлов | 1984 |
|
SU1236278A1 |
| ПОДОГРЕВАТЕЛЬ СКРАПА ЭЛЕКТРОДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ СРЕДНЕЙ И МАЛОЙ МОЩНОСТИ ПОСРЕДСТВОМ ДЫМОВЫХ ГАЗОВ | 2005 |
|
RU2293938C1 |
| УСТРОЙСТВО ДЛЯ ПОДОГРЕВА И ЗАГРУЗКИ ШИХ1 | 1972 |
|
SU426124A1 |
| Шахтно-отражательная печь для переплава металла | 2023 |
|
RU2799640C1 |
| Завалочная тележка индукционной печи | 1978 |
|
SU783552A2 |
Изобретение относится к нагревательным устройствам, использующим нагретые газы ,в частности, к установкам для подогрева шихты, предназначенной для загрузки в индукционные плавильные печи. Цель изобретения - повышение производительности и снижение энергозатрат. Бадья 8 или 9 с шихтой 15 на электротележке подается под колпак 16 или 17 установки подогрева шихты. Колпак 16 или 17 опускается на верхние торцы бадьи 8 или 9, после чего включается аппарат 7 для нагнетания и газоходы через схему автоматического выбора забирают от плавильных индукционных печей наиболее нагретые бросовые газы. Двухпозиционным клапаном 31 нагретый газ подается либо на подогрев до нужной температуры в аппарат 32 подогрева, либо мимо него. Подогретый газ, проходя через шихту, удаляет масло и влагу, а газ, идущий мимо аппарата подогрева, удаляет только влагу. Для более полного использования тепла схемой предусмотрено последовательное пропускание горячего газа через две бадьи с шихтой. В первой бадье происходит основной подогрев, во второй - вспомогательный, а в последующем цикле - наоборот. Схема предусматривает возможность подогрева шихты также раздельно в каждой бадье. 1 з.п.ф-лы, 3 ил.
15
JJ
O oo- g.v .o MoO e
e®
On О Oo C
OOOG C,000 Oo
- s
1Й7ПРП1 /
Фаг. 2
Вид / ло&ерн1/то
J
V-S
e
e®
3 O
| Патент США № 4559629, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Устройство для навивки пружин | 1987 |
|
SU1484420A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Патент Великобритании № 210377I, кл | |||
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
