тановка снабжена внешним Цилиндром 4 с окнами, диэлектрическим цилиндром 8 с окнами, регулировочными -тягами 21 и регулировочными лопастями 22, расположенными на осях 23. Регулировочные лопасти соединены регулировочньН ми тягами с анодными щетками, в верхней части которых имеются вертикальные прорези, а оси проведены через диэлектрический цилиндр и связаны с зубчатыми секторами внешнего цилиндра шестернями 25, расположенными на концах осей. Внешний цилиндр установлен с возможностью поворота отно
сительно диэлектрического цилиндра, внутреняя поверхность которого образована четырьмя дугами с размещенными между окнами цилиндрическшш пазами, в которых установлены пружины 12. Окна вьшолнены треугольной формы. С целью улучшения дегазации и обновления электролита в зоне контакта детали 31 с тампонами 19, последние имеют наклонные проточки, направление угла которых совпадает снаправлением движения анодных щеток 17. 1 з.п. ф-лы, 4 ил.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для нанесения гальванических покрытий натиранием | 1989 |
|
SU1677093A1 |
| Установка для нанесения гальванических покрытий натиранием | 1985 |
|
SU1245621A1 |
| АНОДНОЕ УСТРОЙСТВОДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ МЕТОДОМ НАТИРАНИЯ ДЕТАЛЕЙ ТИПА ТЕЛ ВРАЩЕНИЯ | 1972 |
|
SU432235A1 |
| Устройство для нанесения гальванических покрытий | 1986 |
|
SU1447934A1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ПОСРЕДСТВОМ ЭЛЕКТРОЛИТИЧЕСКОГО НАТИРАНИЯ | 2005 |
|
RU2292410C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ | 1995 |
|
RU2078856C1 |
| Устройство для электролитического нанесения покрытий натиранием | 1987 |
|
SU1520149A1 |
| Устройство для электролитического нанесения покрытий | 1984 |
|
SU1346700A1 |
| УСТРОЙСТВО ДЛЯ ЭЛЕКТРОЛИТИЧЕСКОГО НАНЕСЕНИЯ ПОКРЫТИЙ НАТИРАНИЕМ | 2001 |
|
RU2198965C2 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
Изобретение относится к установкам для нанесения электролитических покрытий натиранием на наружные поверхности цилиндрических деталей. Цель изобретения - повышение производительности процесса осаждения и качества покрытий путем достижения оптимальных гидродинамических параметров для различного диаметра деталей. Установка снабжена внешним цилиндром 4 с окнами, диэлектрическим цилиндром 8 с окнами, регулировочными тягами 21 и регулировочными лопастями 22, расположенными на осях 23. Регулировочные лопасти соединены регулировочными тягами с анодными щетками, в верхней части которых имеются вертикальные прорези, а оси проведены через диэлектрический цилиндр и связаны с зубчатыми секторами внешнего цилиндра шестернями 25, расположенными на концах осей. Внешний цилиндр установлен с возможностью поворота относительно диэлектрического цилиндра, внутренняя поверхность которого образована четырьмя дугами с размещенными между окнами цилиндрическими пазами, в которых установлены пружины 12. Окна выполнены треугольной формы. С целью улучшения дегазации и обновления электролита в зоне контакта детали 31 с тампонами 19, последние имеют наклонные проточки, направление угла которых совпадает с направлением движения анодных щеток 17. 1 з.п. ф-лы, 4 ил.
Изобретение относится к устройст- вам для нанесения электролитических покрытий натиранием на наружные поверхности цилиндрических деталей.
Целью изобретения является повьшге- ние производительности процесса осаждения и качества покрытий путем достижения оптимальных гидродинамических параметров для различного диаметра деталей.
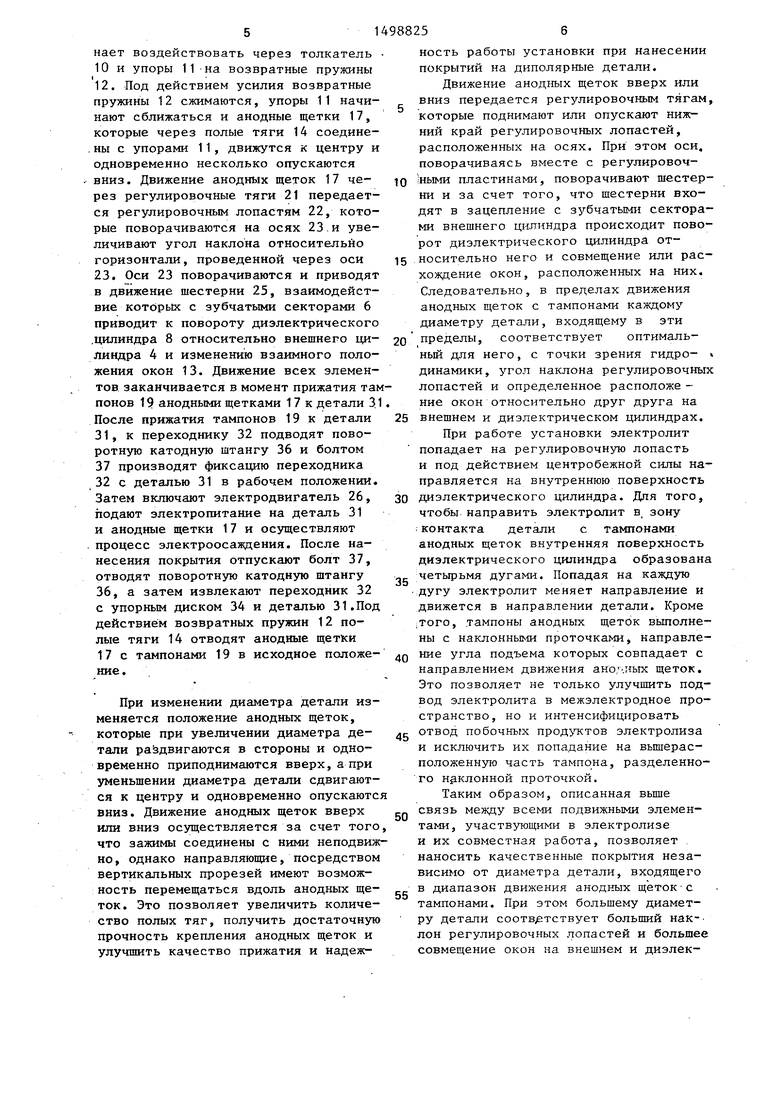
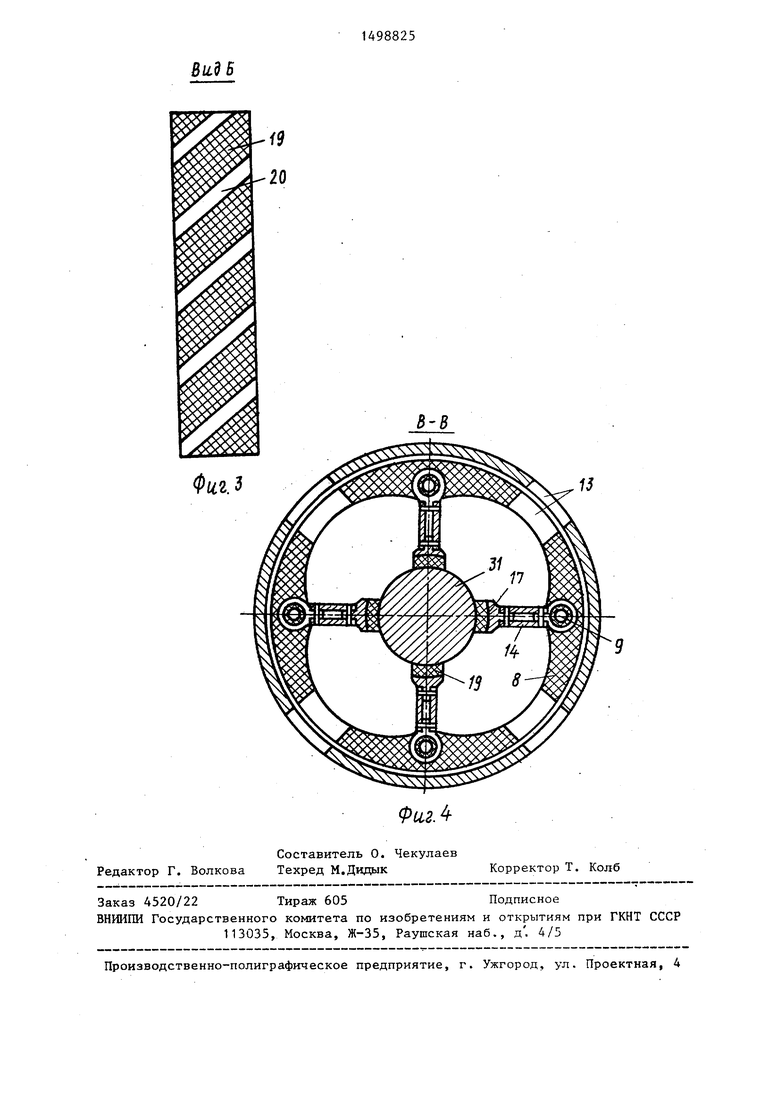
На фиг. 1 изображена предлагаемая установка , общий вид; на фиг. 2 - вид А на фиг. Т; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на фиг.1.
Установка для нанесения гальвани- ческих покрытий натиранием состоит из ванны.1 и установленного на ней стола 2. На столе 2 в подшипнике 3 расположен внешний цилиндр 4, в верхней части которого располоя ен зубчатый венец 5, а в нижней - зубчатые сектора 6. Внутри внешнего цилиндра 4 на подшипнике 7 установлен диэлектрический цилиндр 8 с возможностью поворота относительно внешнего цилиндра 4. Внутренняя полост ь диэлектрического цилиндра 8 образована четырьмя дугами, на стыках которых выполнены цилиндрические пазы 9. В цилиндрических пазах 9 расположены толкатели Ю упоры 11 и возвратные пружины 12. Между зубчатыми секторами 6 на поверхности внешнего цилиндра 4 и меязду цилиндрическими пазами 9 на поверхности диэлектрического цилиндра 8 вьшолнены окна 13 треугольной формы. Упоры 11 через полые.тяги 14 соединены с зажимами 15 и направляющими 16. Зажимы 15 закреплены на анодных
щетках 17 неподвижно, а направляющие 16 посредством вертикальных прорезей
18на анодных щетках 17 имеют возможность перемещаться по вертикали. К анодным щеткам 1 7 крепятся тампоны 19, причем для улучшения дегазации и обновления электролита на тампонах
19выполнены наклонные проточки 20.
В нижней части анодные щетки 17 чере регулировочные тяги 21 соединены с регулировочными лопастями 22, расположенными на осях 23. Внутренние концы осей 23 входят в крестовину 24, а на внешних концах закреплены шестерни 25, которые входят в зацепление с зубчатб1ми секторами 6 внешнего цилиндра 4. Вращение внешнего цилиндра 4 осуществляется с помощью электро- двигателя 26 и ведущей шестерни 27. Подача электропитания на анодные щетки 1 7 осуществляется с помощью контактных щеток 28 через внешний цилиндр 4, гибкие токопроводы 29, оси 23 и гибкие токопроводы 30. Обрабатываемая деталь 31 крепится к переходнику 32, на котором расположены подшипник 33 и упорный диск 34 с сальниками 35. Подача электропитания на деталь 31 осуществляется с помощью поворотной катодной штанги 36. Фиксация переходника 32 с деталью 31 в рабочем положении производится болтом 37.
Установка работает следующим образом.
Обрабатываемую деталь 31 крепя-т к переходнику 32 и вводят во внутреннюю полость диэлектрического цилинд- ipa 8. При этом упорный диск 34, расположенный на переходнике 32, начи
5
нает воздействовать через толкатель 10 и упоры 11 на возвратные пружины 12. Под действием усилия возвратные пружины 12 сжимаются, упоры 11 начинают сближаться и анодные щетки 17, которые через полые тяги 14 соедине
.ны с упорами 11, движутся к центру одновременно несколько опускаются вниз. Движение анодных щеток 17 через регулировочные тяги 21 передается регулировочным лопастям 22, которые поворачиваются на осях 23-и увеличивают угол наклона относительно горизонтали, проведенной через оси 23, Оси 23 поворачиваются и приводя в движение шестерни 25, взаимодействие KOTdpbtK с зубчатыми секторами 6 приводит к повороту диэлектрическог
.цилиндра 8 относительно внешнего цилиндра 4 и изменению взаимного положения окон 13. Движение всех элементов заканчивается в момент прижатия тапонов 19 анодными щетками 17 к детали 3 После прижатия тампонов 19 к детали 31, к переходнику 32 подводят поворотную катодную штангу 36 и болтом 37 производят фиксацию переходника
32 с деталью 31 в рабочем положении Затем включают электродвигатель 26, подают электропитание на деталь 31 и анодные щетки 17 и осуществляют процесс электроосаждения. После нанесения покрытия отпускают болт 37, отводят поворотную катодную штангу 36, а затем извлекают переходник 32 с упорным диском 34 и деталью 31.Под действием возвратных пружин 12 полые тяги 14 отводят анодные щетки 17с тампонами 19 в исходное положение.
При изменении диаметра детали изменяется положение анодных щеток, которые при увеличении диаметра детали раздвигаются в стороны и одновременно приподнимаются вверх,а при уменьшении диаметра детали сдвигаются к центру и одновременно опускаютс вниз. Движение анодных щеток вверх юш вниз осуществляется за счет того что зажимы соединены с ними неподвижно , однако направляющие, посредством вертикальных прорезей имеют возможность перемещаться вдоль анодных щеток. Это позволяет увеличить количество полых тяг, получить достаточную прочность крепления анодных щеток и улучшить качество прижатия и надеж
ность работы установки при нанесении покрытий на диполярные детали.
Движение анодных щеток вверх или вниз передается регулировочным тягам, которые поднимают или опускают нижний край регулировочных лопастей, расположенных на осях. При этом оси, поворачиваясь вместе с регулировоч- 1ными пластинами, поворачивают шестер5
0
5
0
5
0
5
0
5
дят в зацепление с зубчатыми секторами внешнего цилиндра происходит поворот диэлектрического цилиндра относительно него и совмещение или расхождение окон, расположенных на них. Следовательно, в пределах движения анодных щеток с тампонами каждому диаметру детали, входящему в эти пределы, соответствует оптимальный для него, с точки зрения гидро- динамики, угол наклона регулировочных лопастей и определенное расположе - ние окон относительно друг друга на внешнем и диэлектрическом цилиндрах.
При работе установки электролит попадает на регулировочную лопасть и под действием центробежной силы направляется на внутреннюю поверхность диэлектрического цилиндра. Для того, чтобы направить электролит в, зону контакта детали с тампонами анодных щеток внутренняя поверхность диэлектрического цилиндра образована четырьмя дугами. Попадая на каждую дугу электролит меняет направление и движется в направлении детали. Кроме .того, .тампоны анодных щеток выполнены с нaклoнны ш проточками, направление угла подъема которых совпадает с направлением движения ано....ных щеток. Это позволяет не только улучшить подвод электролита в межэлектродное пространство, но и интенсифицировать отвод побочньгх прод тстов электролиза и исключить их попадание на вьшерас- положенную часть тампона, разделенного наклонной проточкой.
Таким образом, описанная вьш1е связь между всеми подвижными элементами, участвующими в электролизе и их совместная работа, позволяет наносить качественные покрытия независимо от диаметра детали, входящего в диапазон движения анодных щетокс тампонами. При этом большему диаметру детали соответствует больший нак-- лон регулировочных лопастей и большее совмещение окон на внешнем и диэлектрическом цилиндрах, С увеличением диаметра детали уменьшается проходное сечение между поверхностью самой детали и внутренней поверхностью диэлектрического цилиндра и ухудшается Качество массообмена и дегазации меж- :)лектродного пространства. Увеличение угла наклона регулировочньпс лопас ей способствует тому, что электролит движется в области между деталью и Диэлектрическим цилиндром по более йологой спирали, тем самым улучшая Дегазацию и массообмен, и большее Совмещение окон способствует большему отводу излишков электролита,
Применение предлагаемой установки Позволяет наносить покрытия на детали различного диаметра, причем каждому диаметру соответствует оптимальный для него гидродинамический режим .движения электролита. Это позволяет Интенсифицировать дегазацию и массообмен межэлектродного пространства и улучшить качество покрытий и повысить производительность процесса.
Формула изобретения
Фи2.2 б
5
0
5
0
ленные с возможностью вертикального перемещения, отличающаяся тем, что, с целью повьпиения производительности процесса осаждения и качества покрытий путем достижения оптимальных гидродинамических параметров для различного диаметра деталей, она снабжена внешним цилиндром с окнами и с зубчатыми секторами в нижней части и коаксиально установленным с возможностью вращения относительно внешнего цилиндра внутренним диэлектрическим цилиндром с окнами, с цилиндрическими Пазами на внутренней поверхности, размещенными между окнами, и с расположенными в них толкателями, упорами и пружинами, и размещенными на осях лопастями, соединенными посредством регулировочных тяг с анодными щетками, шестернями, установленными на внешних концах осей с возможностью взаимодействия с зубчатыми секторами, при этом щетки выполнены с вертикальными прорезями в верхней части-, а окна на цилиндрах
имеют треугольную форму. I
Видь
13
| Установка для нанесения гальванических покрытий натиранием | 1985 |
|
SU1245621A1 |
| Пневматический водоподъемный аппарат-двигатель | 1917 |
|
SU1986A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
