1 .1
Изобретение относится к устройствам для нанесения гальванических покрытий натиранием изношенных внутренних поверхностей корпусных деталей гальваническим способом.
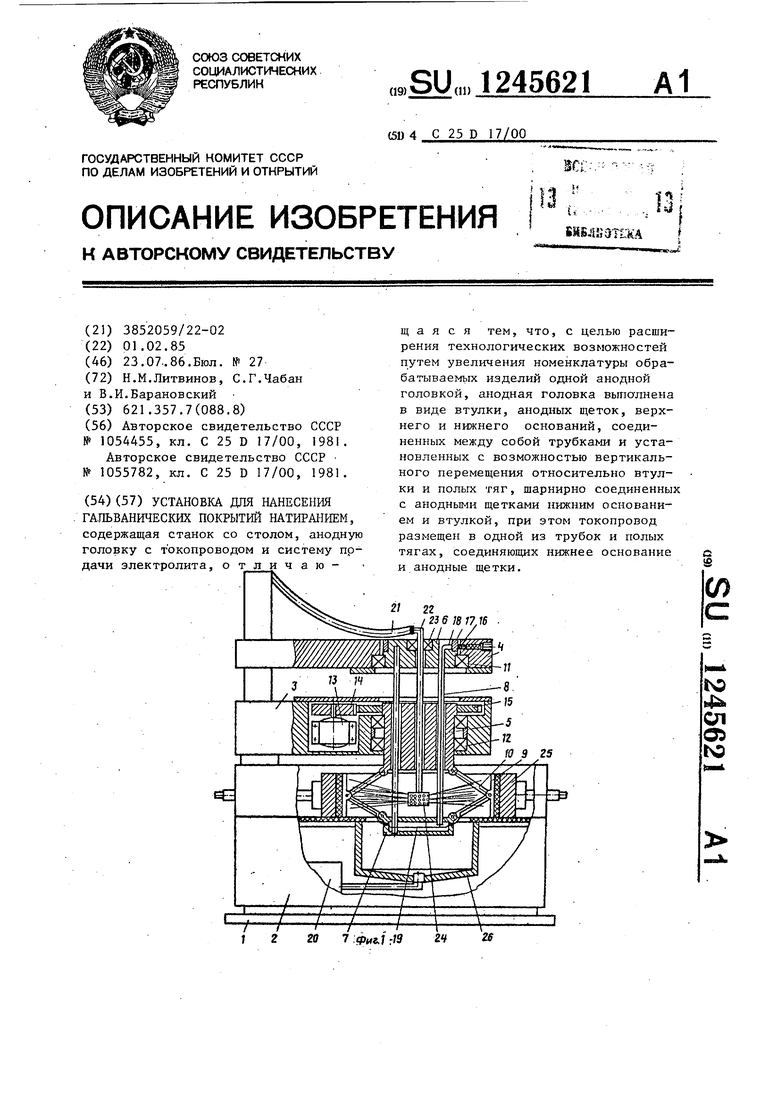
Целью изобретения является расширение технологических возможностей путем увеличения номенклатуры обрабатываемых изделий одной анодной головкой.
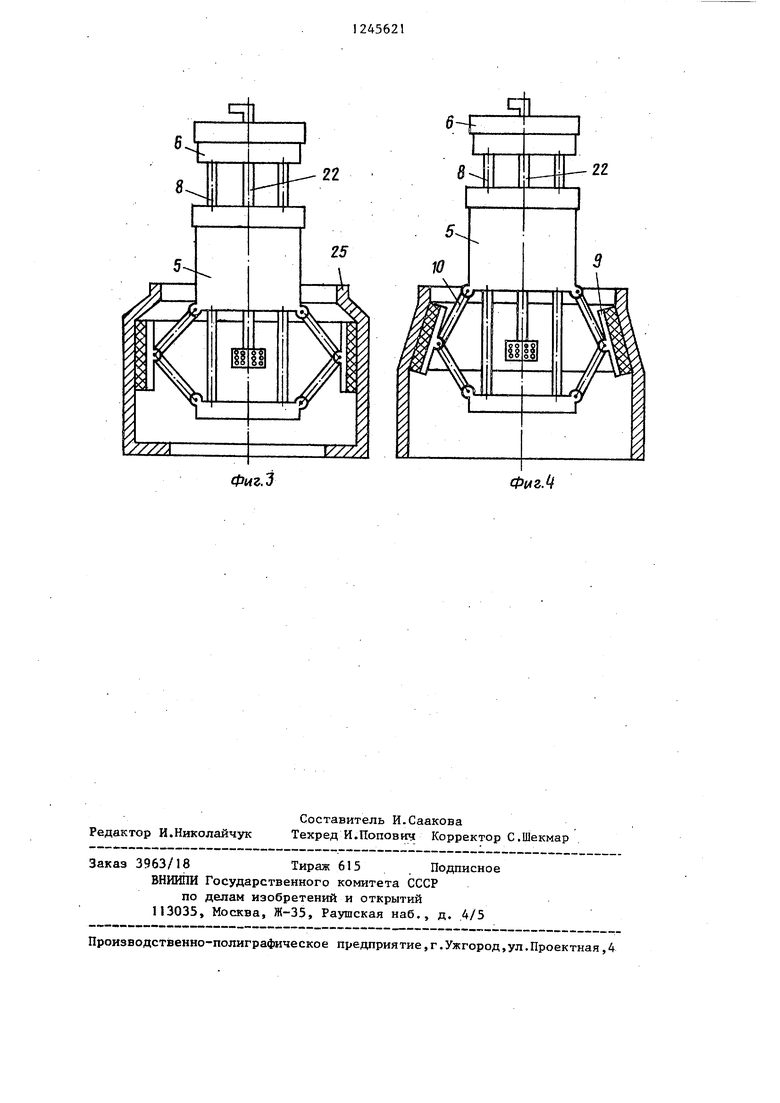
На фиг.1 изображена установка для нанесения гальванических покрытий натиранием; на фиг.2-4 - положение анодной головки относительно детали.
Установка для нанесения гальванических покрытий натиранием состо- ит из станка 1, стола 2, на опоре которого установлены основной .3 и дополнительный 4 механизмы верти- кального перемещения с расположенной в них анодной головкой, состоящей из втулки 5, верхнего 6 и нижнего 7 оснований,, соединенных между собой трубками 8, проходящими че- рез втулку 5. Нижнее основание 7 и втулка 5 соединены с анодными щетками 9 с помощью полых тяг 10. Верхнее основание 6 соединяется с дополнительным механизмом 4 вертикаль ного перемещения с помощью подшипника 11, на подшипниках 12 в основном механизме 3 вертикального перемещения размещена втулка 5. Вращени анодной головки осуществляется с по мощью электродвигателя 13, ведущей 14 и ведомой 15 шестерен, причем поледняя расположена на втулке 5.
Подача электрического тока на анодные щетки 9 осуществляется с помощью контактных щеток 16, расположенных в дополнительном механизме 4 вертикального перемещения, которы через контактное кольцо 17 подают питание на токопровод 18, проходя- щий по одной из трубок 8 в нижнее основание 7, где разделяется на то- копроводы 19, которые проходят через полые тяги 10 и соединяются с анодными щетками 9.
Система подачи электролита состоит из насоса 20 и гибкого шланга 21, соединенного с трубопроводом 22 который расположен в верхнем основа НИИ 6 на подшипнике 23 и проходит через втулку 5. На нижнем конце трубопровода 22 находится распылитель
1Z
24,а в столе 2 под деталью 25 расположен сборник 26 электролита.
, Установка работает следующим образом.
Основной 3 и дополнительный 4 механизмы вертикального перемещения отводят в крайнее верхнее положение, при этом втулка 5 максимально приближается к верхнему основанию 6 и отделяется от нижнего основания 7, а полые тяги 10 растягиваются и прижимают анодные щетки 9 к анодной головке. На стол 2 устанавливают деталь
25,которую фиксируют с помощью тисков. Опускают одновременно основной 3 и дополнительный 4 механизмы вертикального перемещения и вводят анодные щетки 9 во внутреннюю полость детали 25.
Затем поднимают только дополнительный механизм 4 вертикального перемещения, при этом верхнее основани 6 отдаляют от втулки 5, а нижнее основание приближают, к ней, что приводит к разведению полыми тягами 10 анодных щеток 9 до прижатия их к об- рабатьшаемой поверхности и центровке анодной головки относительно детали 25. Поворотную опору стола 2 стопоря и включают насос 20, который по гибкому шлангу 21 и трубопроводу 22 подает электролит в распьтитель 24. Из распылителя 24 электролит попадает на анодные щетки 9, обрабатываемую поверхность детали 25 и стекает в сборник 26 электролита, откуда опять попадает в насос 20. Включают электродвигатель 13, который через ведущую 14 и ведомую 15 шестерни вращает анодную головку в целом. После нанесения гальванического покрытия натиранием выключают электродвигатель 13 и насос 20, опускают дополнительный механизм 4 вертикального перемещения, при этом, нижнее основание 7 отдаляется от втулки 5, а полые тяги 10 растягиваются и прижимают анодные щетки 9 к анодной головке. Одновременно поднимают основной 3 и дополнительньш 4 механизмы вертикального перемещения и выводят анодные щетки 9 из внутренней полости детали 25, которую снимают со стола 2.
Изменение положения верхнего 6 и нижнего 7 оснований относительно втулки 5 вызывает изменение положения полых тяг 10 и распылителя 24,
который -при любом изменении всегда находится на одном и том же уровне относительно центров анодных щеток 9, что способствует постоянной качественной подаче электролита в меж электродное пространство при различных внутренних диаметрах o6pka6a- тываемых поверхностей.
Использование установки для нане сения гальванических покрытий натиранием позволяет наносить гальванические покрытия одной анодной головкой на поверхности обрабатываемых деталей, внутренние диаметры ко торых изменяются в широких диапазонах, а также наносить покрытия на детали, у которых доступ к внутрен5
10
ним поверхностям ограничен узкой горловиной.
Данной анодной головкой можно наносить также гальванические покрытия на конические поверхности, а возврат анодных щеток в вертикальное положение осуществляется пружиной (не показана), расположенной на оси анодной щетки.
Изменением частоты вращения анодной головки и силы подачи электролита в зависимости от изменения внутреннего диаметра обрабатываемой по берхности наносятся, качественные покрытия как на детали малого диаметра, так и на детали большего диаметра.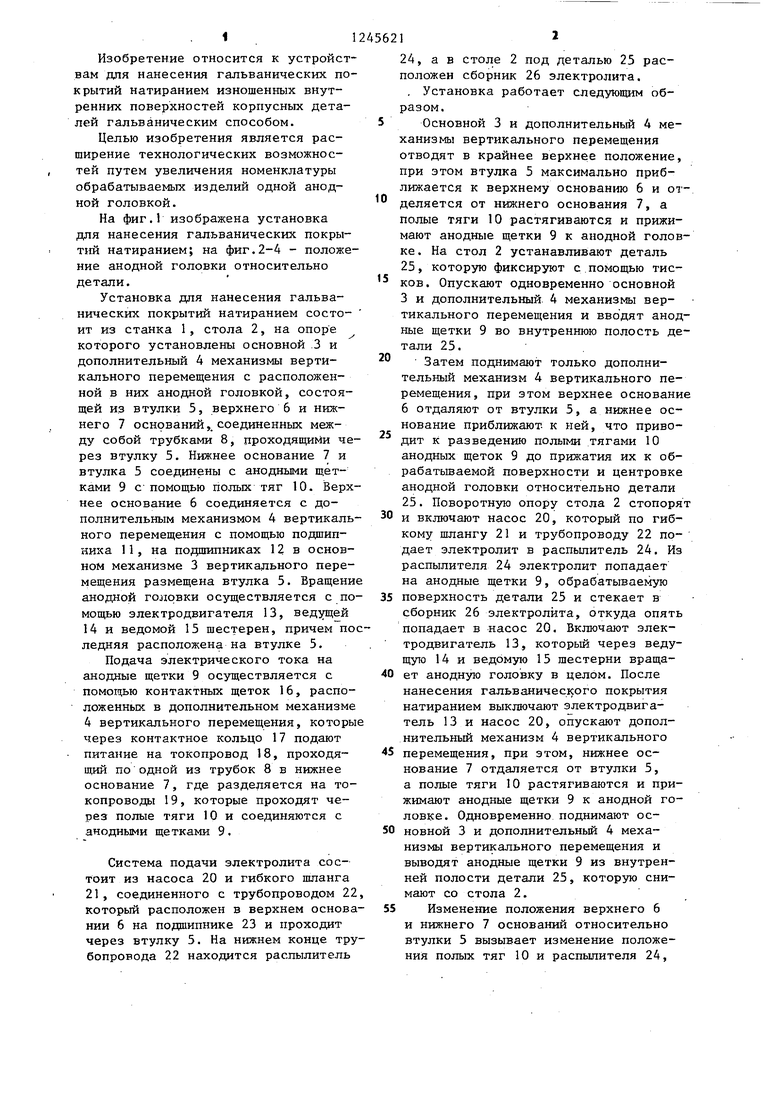

| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения электролитических покрытий натиранием | 1988 |
|
SU1498825A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1054455A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
| Устройство для нанесения гальванических покрытий натиранием | 1989 |
|
SU1677093A1 |
| КОМБИНИРОВАННАЯ ВАННА ДЛЯ НАНЕСЕНИЯ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2023 |
|
RU2811319C1 |
| УСТАНОВКА ДЛЯ НАНЕСЕНИЯ КОМБИНИРОВАННЫХ ГАЛЬВАНИЧЕСКИХ ПОКРЫТИЙ ЭЛЕКТРОЛИТИЧЕСКИМ НАТИРАНИЕМ | 2009 |
|
RU2430199C2 |
| Установка для нанесения гальванических покрытий электронатиранием | 1988 |
|
SU1730205A1 |
| Устройство для нанесения гальванических покрытий на детали натиранием | 1991 |
|
SU1819915A1 |
| Установка для нанесения гальванических покрытий электронатиранием | 1983 |
|
SU1142530A1 |
| Устройство для нанесения гальванических покрытий электронатиранием | 1980 |
|
SU889750A1 |
Фиг. 2
Фиг.д
Редактор И.Николайчук
Составитель И.Саакова Техред И.Попович Корректор С.Шекмар
Заказ 3963/18Тираж 615 Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие,г.Ужгород,ул.Проектная,4
Ф1лгМ
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1054455A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| Установка для нанесения гальванических покрытий натиранием | 1981 |
|
SU1055782A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
