Изобретение относится к технике экстру- зионного нанесения тонких слоев жидкости на поверхность гибких подложек, в частности к нанесепию фотографических покрытий в производстве кинофотопленок и фото- бум ii г.
Цель изобретения - у.чучнк ние качества и увеличение выхода годной продукции за счет повышения точности настройки четырех и более щелей.
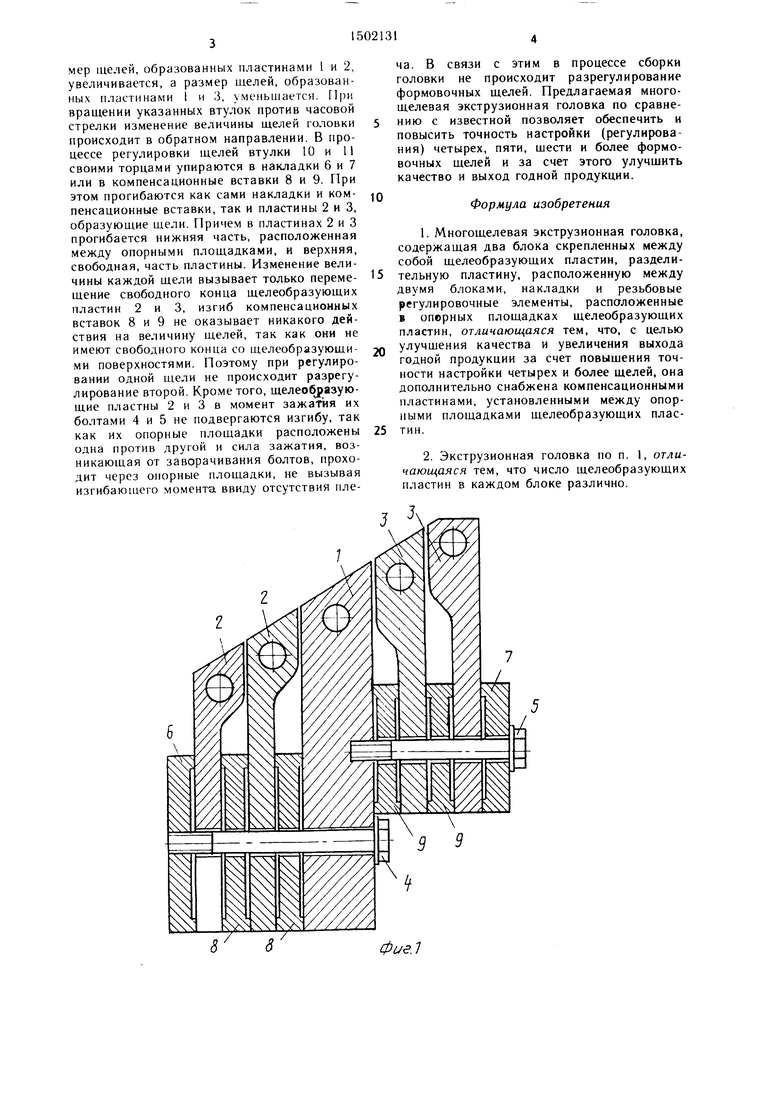
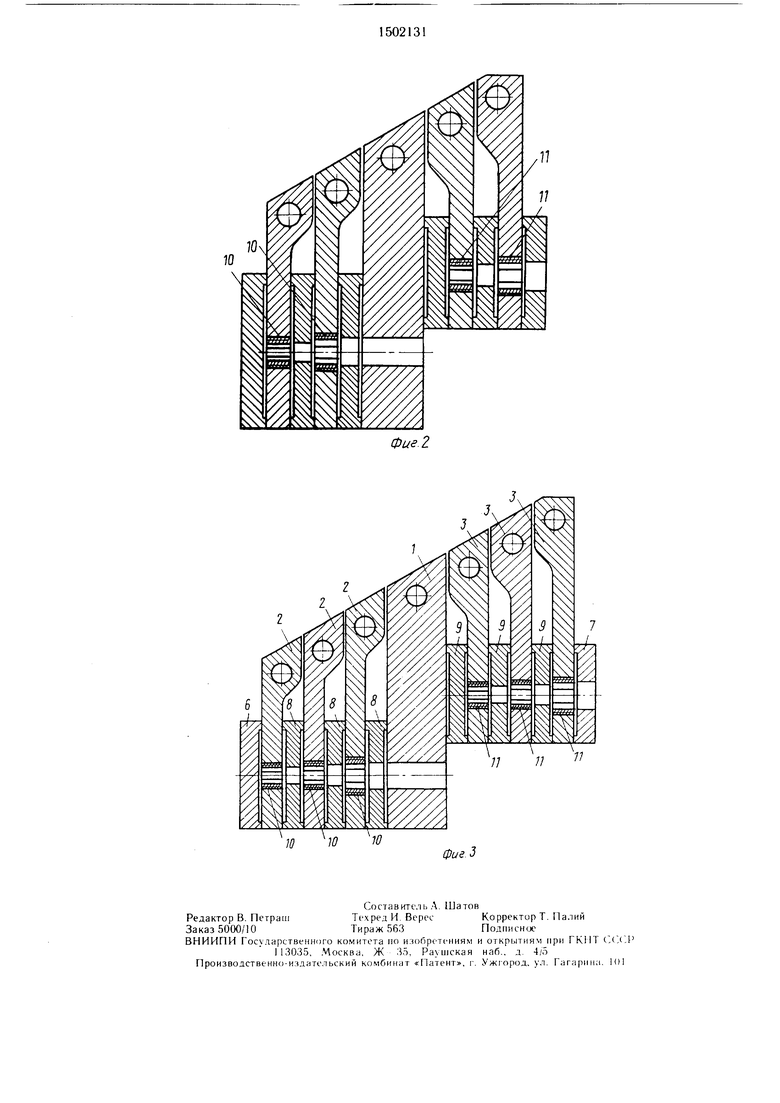
На фиг. 1 изображена многошелевая зкструзионная головка, поперечное сечение по стяжным болтам (головка выполнена с четырьмя щелями); на фиг. 2 -- то же, сечение но резьбовым втулкам; на фиг. 3 - то же, сечение но резьбовы.м вту.чкам (го.ювка выполнена с шестью щелями),
Многон1елевая экструзионная го.повка состоит из вертикальной ра,мелите.11)ной нластины I, к KOTOpoii с двух сторон К)е11ятся два блок;1 ),1-моших ;i.тетин 2 и 3, образующих ({ ормпвочиыс ше.ти. Все 1целеобразуюн1ие нластиШ) каждого блока крепятся с помощью болтов - и о между накладками h и / н.таетиной 1.
опорными н.тоша.пчпми каждо11 1це.Т ;-образую1цей н.часгины у танон.тены комненсационные вставки 8 и 9, а в самих пластинах - ряды резьбовых вту.ток 1(1 и II. нрьчем втулки каждого б.тока часнгможены одна соосно Д1)уго1г Резьба на втч.тках И) и 11 может быть как npaBoii, так и .тевой. По длине головки резьбовые втулки черед ются со стяжными бо.1гами. Каждьи б.юк го.тов- ки может содержать любое кп.тичество регулировочных нластин 2 и ствук)1цих компенсационных поэтому количеетво (j)i.;i,ivunioM;ii ix Н1елей I o- . ювКн может быть ранным Meri.ipeM. пяти. HiecTH и т. л
Регу.тиров1 а Н1е.тей го.юики . вляется с. обраиш.
Л. 1Я изменения ие.чичины к,1Ж.яи iue.i;, .|Г)ра:;ован1К)|1 п, i ie ииами 1 л. необходимо ii|);iiii;i ii, е- loi iu :г i н i. Mii lu ; i . i; II. При иращеинн |-.1.н;ь; Н ii - ч оцои erpe.TKi (.1.1Я .i|., - ), .м ,i,i ., i ,i.i i3 и соответ- вставок 8 и 9,
СП
О
ю
00
мер щелей, образованных пластинами 1 и 2, увеличивается, а размер шелей, образованных нластинами I и 3, уменынаетси. вращении указанных втулок против часовой стрелки изменение величины щелей головки происходит в обратном направлении. В процессе регулировки щелей втулки 10 и 11 своими торцами упираются в накладки 6 и 7 или в компенсационные вставки 8 и 9. При этом прогибаются как сами накладки и компенсационные вставки, так и пластины 2 и 3, образующие щели. Причем в пластинах 2 и 3 прогибается нижняя часть, расположенная между опорными площадками, и верхняя, свободная, часть пластины. Изменение величины каждой щели вызывает только перемещение свободного конца щелеобразующих пластин 2 и 3, изгиб компенсационных вставок 8 и 9 не оказывает никакого действия на величину щелей, так как они не имеют свободного конца со щелеобразующи- ми поверхностями. Поэтому при регулировании одной щели не происходит разрегулирование второй. Кроме того, щелеобразую- щие пластны 2 и 3 в момент зажатия их болтами 4 и 5 не подвергаются изгибу, так как их опорные площадки расположены одна против другой и сила зажатия, возникающая от заворачивания болтов, проходит через опорные площадки, не вызывая изгибающего момента ввиду отсутствия пле
ча. В связи с этим в процессе сборки головки не происходит разрегулирование формовочных щелей. Предлагаемая многощелевая экструзионная головка по сравнению с известной позволяет обеспечить и повысить точность настройки (регулирования) четырех, пяти, щести и более формовочных щелей и за счет этого улучшить качество и выход годной продукции.
Формула изобретения
1.Многощелевая экструзионная головка, содержащая два блока скрепленных между собой щелеобразующих пластин, разделительную пластину, расположенную между двумя блоками, накладки и резьбовые регулировочные элементы, расположенные в оперных площадках щелеобразующих пластин, отличающаяся тем, что, с целью
улучщения качества и увеличения выхода годной продукции за счет повыщения точности настройки четырех и более щелей, она дополнительно снабжена компенсационными пластинами, установленными между опорными площадками щелеобразующих пластин.
2.Экструзионная головка по п. 1, отличающаяся тем, что число щелеобразующих пластин в каждом блоке различно.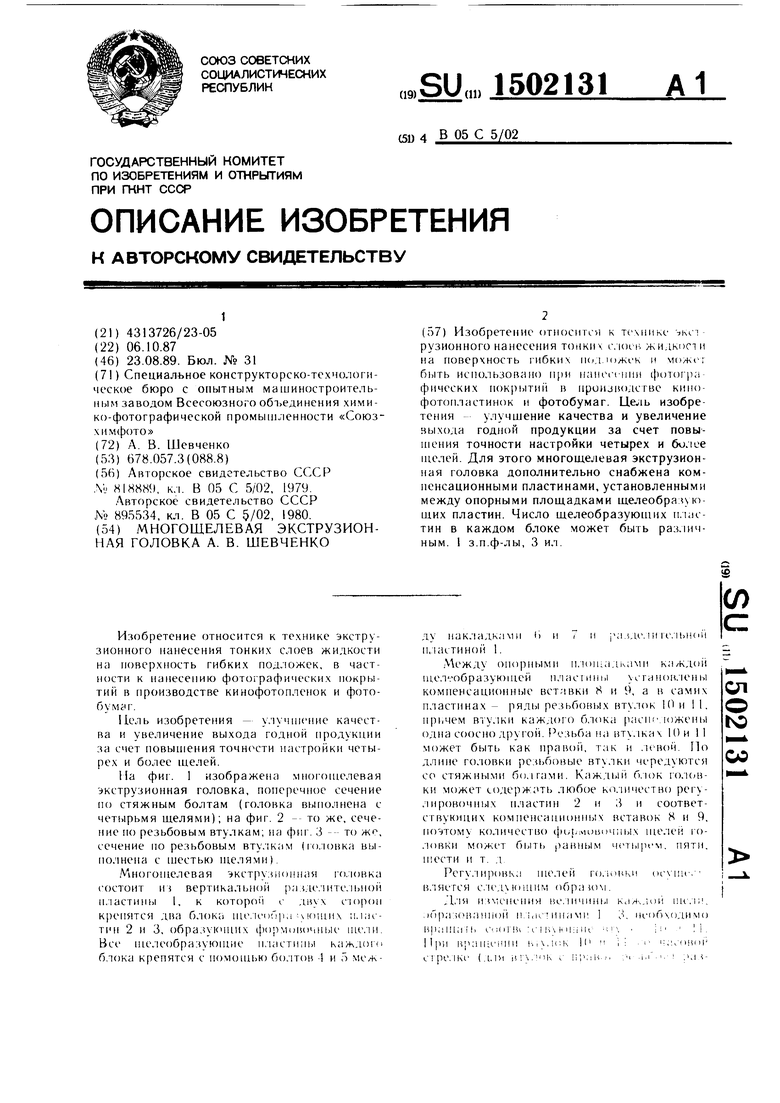
| название | год | авторы | номер документа |
|---|---|---|---|
| Экструзионная щелевая головка | 1987 |
|
SU1503893A1 |
| Многощелевая экструзионная головка А.В.Шевченко | 1991 |
|
SU1763044A1 |
| Экструзионная щелевая головка | 1988 |
|
SU1697897A1 |
| Четырехщелевая экструзионная головка | 1984 |
|
SU1232292A1 |
| Многощелевая головка для нанесения фотоэмульсии на подложку | 1981 |
|
SU952373A2 |
| Четырехщелевая экструзионная головка | 1980 |
|
SU895534A1 |
| Многощелевая головка для нанесения фотоэмульсии на подложку | 1977 |
|
SU629994A1 |
| НОГОЩЕЛЕВАЯ ГОЛОВКА Г(Л'Л НАНЕСЕНИЯ | 1971 |
|
SU317536A1 |
| Экструзионная щелевая головка | 1990 |
|
SU1719093A1 |
| Экструзионная щелевая головка для нанесения фотографических слоев на подложку | 1982 |
|
SU1087195A1 |
Изобретение относится к технике экструзионного нанесения тонких слоев жидкости на поверхность гибких подложек и может быть использовано при нанесении фотографических покрытий в производстве кинофотопластинок и фотобумаг. Цель изобретения - улучшение качества и увеличение выхода годной продукции за счет повышения точности настройки четырех и более щелей. Для этого многощелевая экструзионная головка дополнительно снабжена компенсационными пластинами, установленными между опорными площадками щелеобразующих пластин. Число щелеобразующих пластин в каждом блоке может быть различным. 1 з.п.ф-лы, 3 ил.
Фие.1
фиг. 3
| Топка с несколькими решетками для твердого топлива | 1918 |
|
SU8A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Четырехщелевая экструзионная головка | 1980 |
|
SU895534A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
