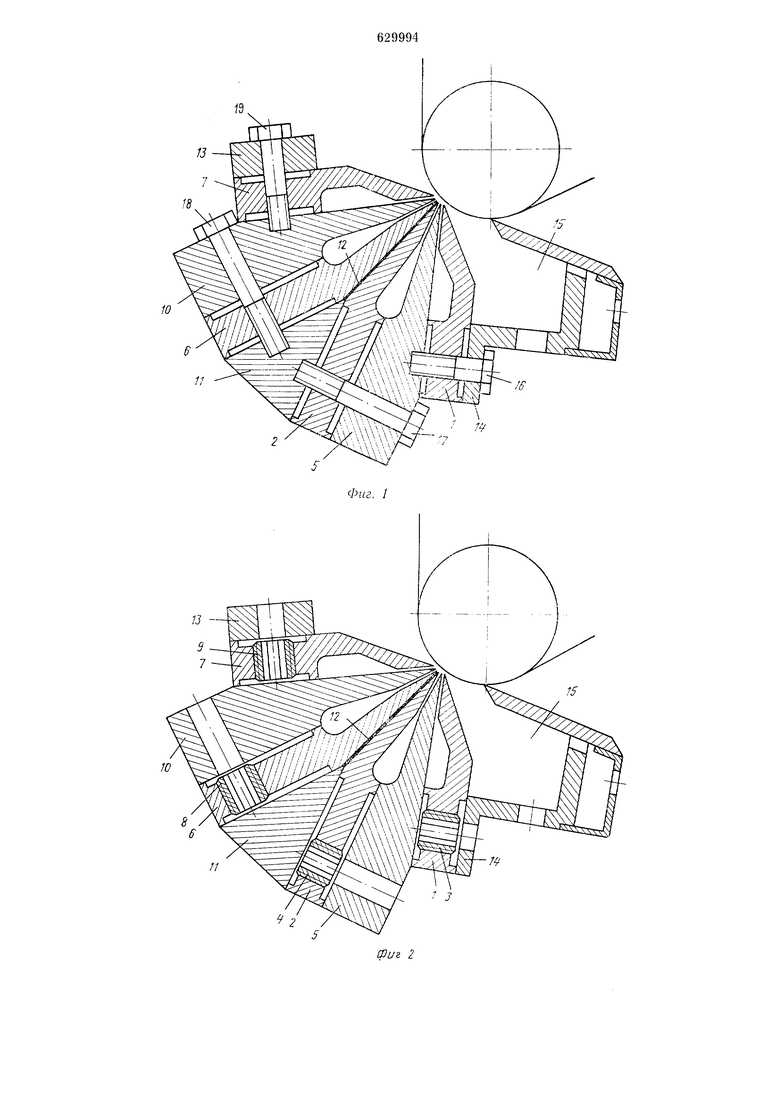
iiuLspcMciijio является корпусом закуум-каЛ сры 15. Вес плас.ииы в б.юках ы ,у couoii соедиискв болтами 16, 17 и 18 (фиг. 2). По длине головки резьбовые втулки 3, 4, о я 9 чередуются со стяживьми и;)Л1амп 16-19.
lJcra;5Ka ii для объсдн.леыия блоков.
1сту;1ировка итслсГ осуществляется след ующил1 образом (фиг. 2).
;1ля лзмеаения размера щели, образован;ii ii п.тастннамл 1 и 5. вращают резьбовую втулку 3. При вращении втулки 3 по часовой стрелке (для втулки с правой резвбой) размер щели увеличивается, а при вращеИНН против часовой стрелки уменьшается. В обоих случаях изменение размера щел11 нроиеходит за счет дс;формацни нластииы 1. Разделительная пластиНс1 В имеет жесткость, значительно больHiyio, чем н.таетииы 1, и поэтому нрактическн не деформируется.
Для измеиеиня размера щели нластинами 5 н 2 резьбовую втулку 4- вращают по часовой стрелке {если смотреть со стороаы иластииы 5). Втулка 4 торцом упирается во вставку 11, в результате чего нижняя чаеть нластины 2 нротибается вправо (но чертежу), а верхняя чаеть влево, и щель увеличивается. При вращении втулки 4 нротив часовой стрелки она упирается в .чластину о, нижияя часть илаетины 2 прогибается влево, верхняя чаеть - вираво, и щель у.меиьшается. Для увеличения щели, образованной иластинами 6 и 10, резьбовую втулку 8 вранилют ио часовой стрелке (со стороны пластины 10). Втулка 8 унираетея во вставку II, ипжняя чаеть нластнны 6 иротибается н ианравлеинн нластины 10, а верхняя -- в иротивоположную стороиу, деформируя уиругую нрокладку 12. Уменьшеипе щелн доститаетея вращением втулки 8 ирот1П5 часовой стрелки.
Паличне упрутой ирокладки 12 обеснечивает пезавпеимость ретулировки размера щели между нлаетииами 2 и 5 и нлаетииамн 6 и 10. Птак, нрн деформации нластииы 2 Т1ластииа 6 не смещается, так хах жееткость и.тасшиы 6 :;1;ач1гге.тьио больнк ;-;с: «ocjH ()1;()й )к., 12. Рсзииииая .ipoK/ia/iiia ii: (j6AOjiiMa ;ак/;-:с J,.:IH ucj,ijoчсиия зазора между иластилами 2 и 6, так как указаииьн зазор являлся бы иаконите; ем для затрязиени;, что недопустимо.
Таким образом, четырехщелевая головка обеспечивает иезаьнсиму о регулировку всех четырех ителей. Это иозво.чяет значителвно иовысить качество кииифотомате;: ;алов ири 1зысокоироизводнтельиом чегырехелойном иаиесеиип. )зыиолиеиие ro;ioB(;K с числим Н1,елей более четырех и К1Кгнчески иен.слесообразло, так как ирн утом толовка значнтсльио усложняется и ирактически )-1евозможио обеспечить оптимальное расноложсиие щелей отиосител)Но иодложкн.
Ф о р м } л а н 3 о б р е т е и и я
Миотощелевая головка д;1я иаиееения фотоэмАльснн на иодложку, еодер ка1иая расиоложеииые между иакладко1 и вакуум-камерой ретулировочн)яе и разделительиые илаетииы, рабочие концы которых образуют щелн, а опориые коииы выиолиеиы ео еквознымп отверетиями с размеидетнтыми в иих резьбовыми зтулками, о т л н чающаяся тем, что, с целью обееиечеиия независимой рег Лировки ие;п1Ч;1иы 1и.ели нрп чнеле щелей, равном четырем, она снабжена ирокладкой из унругого материала и жесткой вставкой, а иластгиш сгру)И1ироваиы в блоки из /u-syx регулировочных илаетии с размещенно между илми ра.зделптельиой пластииоГ|, причем между рабочими концами коитактируюгци.х регулировочных п,таетин бллшв ра.злкчцена прокладка из уирутого материала, а между оиорными концами зтих 1глаетин - жесткая вставка. Псточнмки информации, нрииятые во вни.манне ирп экспертизе
1.Вилов Г. А. Пзготовлеиие магнитных лент для кинематографии, М. ттзд. «Искусство, с. 97- -98.
2.Авторское свидетельст1ю СССР ЛЬ 317536, кл. В 29F 3/04, 1969.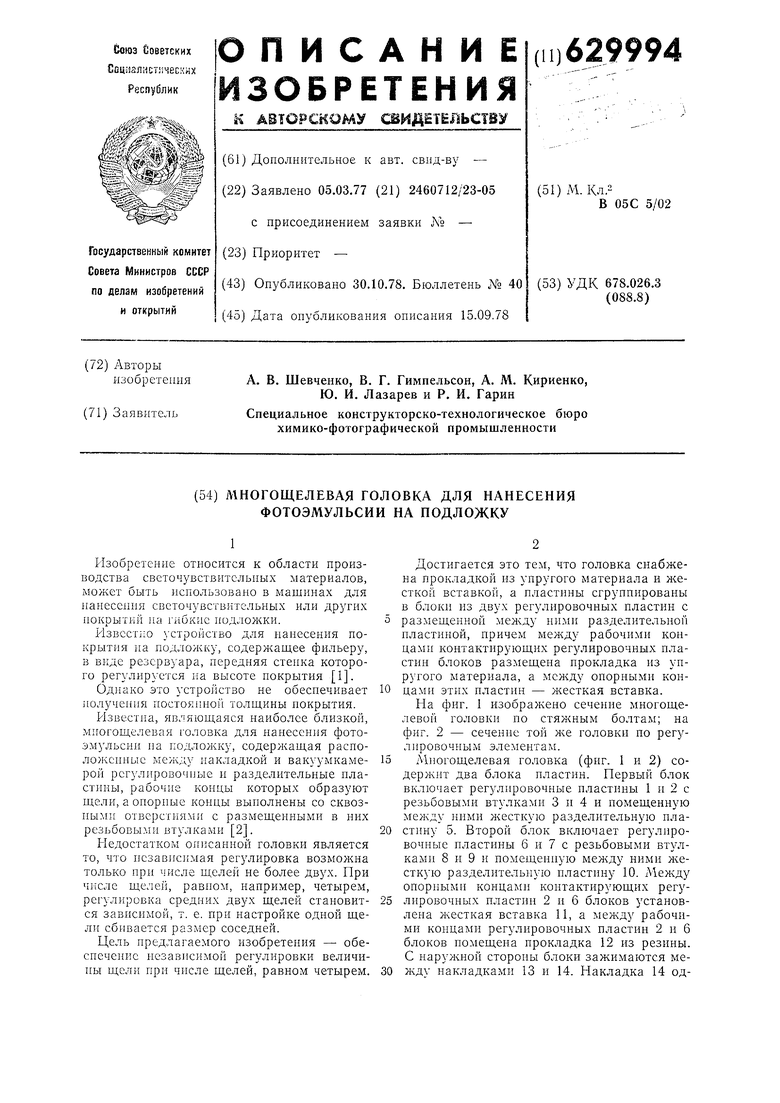

| название | год | авторы | номер документа |
|---|---|---|---|
| НОГОЩЕЛЕВАЯ ГОЛОВКА Г(Л'Л НАНЕСЕНИЯ | 1971 |
|
SU317536A1 |
| Многощелевая экструзионная головка А.В.Шевченко | 1987 |
|
SU1502131A1 |
| Четырехщелевая экструзионная головка | 1984 |
|
SU1232292A1 |
| Многощелевая головка для нанесения фотоэмульсии на подложку | 1981 |
|
SU952373A2 |
| Экструзионная щелевая головка | 1987 |
|
SU1503893A1 |
| Расточная головка | 1989 |
|
SU1729702A1 |
| Многощелевая экструзионная головка А.В.Шевченко | 1991 |
|
SU1763044A1 |
| Четырехщелевая экструзионная головка | 1980 |
|
SU895534A1 |
| Расточная головка | 1990 |
|
SU1787695A1 |
| Устройство для сварки панелей с сотовым заполнителем | 1980 |
|
SU1245254A3 |