(Л
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для профилирования шаговых угольников со скельтонами | 1990 |
|
SU1752485A2 |
| Стержневой ящик | 1982 |
|
SU1180149A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Стенка для монтажа мебели | 1989 |
|
SU1782160A3 |
| Транспортное средство | 1990 |
|
SU1735163A1 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СТЕРЖНЕЙ | 1990 |
|
RU2026131C1 |
| Устройство для изготовления изделий из пенопласта | 1971 |
|
SU437623A1 |
| В ПТ Б | 1973 |
|
SU397261A1 |
| Кулачок токарного патрона | 1989 |
|
SU1830306A1 |

Изобретение относится к литейному производству, а именно к стержневым ящикам для получения литейных форм отливок гребных винтов с переменным шагом и перекрещивающимися лопастями. Цель изобретения - снижение трудоемкости изготовления и повышение точности рабочих поверхностей стержневого ящика. Изготовленные скельтоны 9 совместно с шаговыми угольниками 8 и являясь их продолжением по высоте устанавливаются в радиальные пазы 6 опорного диска 5 и прикрепляют к нему угольниками 10. С помощью неподвижного ролика 18 и прижимного ролика 19 профилировочного устройства шаговые угольники - скельтоны устанавливают на требуемый радиус и фиксируют шпильками. При этом верхние стороны шаговых угольников - скельтонов становятся точной базой для формирования профиля частей горки и лопасти. 2 с.п. ф-лы, 5 ил.
18 17
Г
L
СП
О
ьо
СП
оо
W
Изобретение относится к литейному производству, а именно к стержневым ящикам для получения литейных форм отливок гребных винтов с переменным шагом и перекрещивающимися лопастями.
Цель изобретения - снижение трудоемкости изготовления и повышения точности рабочих поверхностей стержневого ящика.
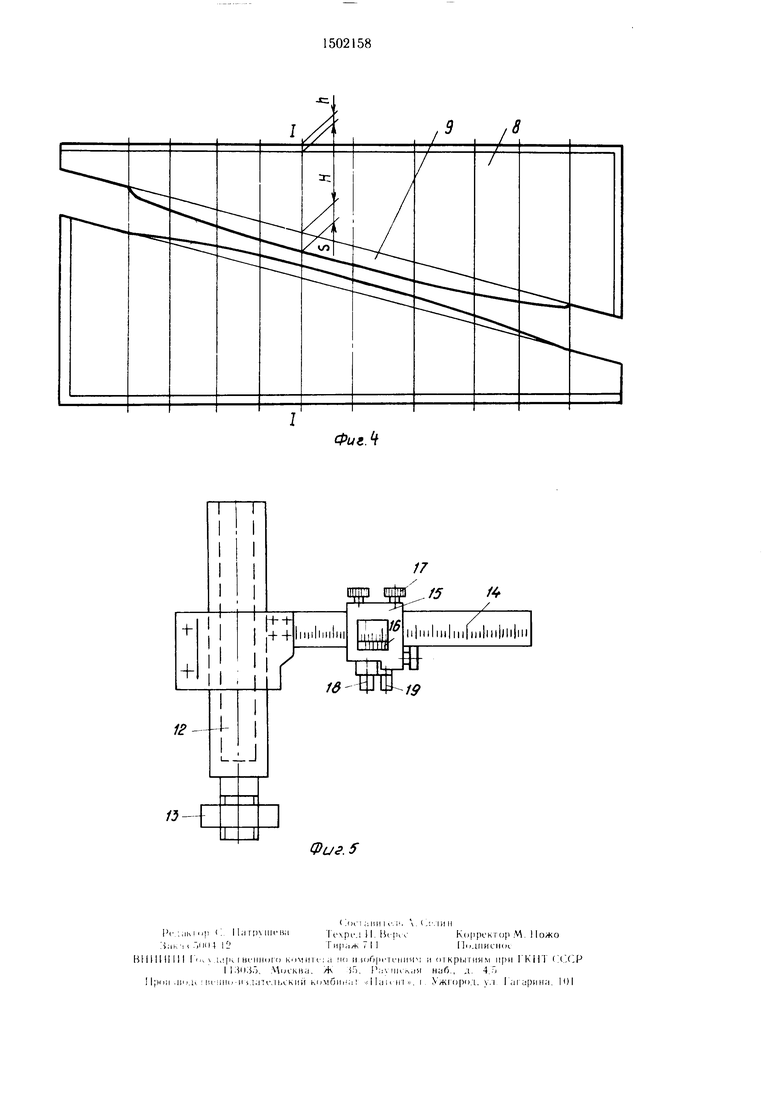
На фиг. 1 изображен стержневой ящик со стороны набивки стержня, общий вид; па фиг. 2 - нижняя половина стержневого яп1ика, вид сверху, с местным вырывом; на фиг. 3 сечение А-А на фиг. 2 с устройством для профилирования; на фиг. 4 - схема совместного изготовления частей шагового угольника и скельтона, где для сечения характерного радиуса h - глубина паза опорного диска-, Н - высота шагового угольника; S - высота скельтона; на фиг. 5 - устройство для профилирования.
Стержневой ящик содержит нижнюю 1 и верхнюю 2 половины с изготовленными па них соответствующими им частями 3 и 4 лопасти, опорный диск 5 с кольцевыми пазами б, ограничительную плиту 7, паговый угольник 8, выполненный заодно со скельто- нами 9, крепежные угольники 10, шпильки 11. Устройство для профилирования содержит стойку 12, гайку 13, поворотную траверсу 14. профилировочную рамку 15, шкалу- нониус 16, ВИ11Т 17, неподвижный ролик 18, прижимной ролик 19, втулку 20 и формообразующую смесь 21.
Изготовление (формирование частей горок и лопастей) стержневого ящика осуществляется следующим образо.м.
Отлитые из а.1юми1|ия заготовки опорных дисков 5 (2 шт.) подвергаются ме.ха- пической обработке. В это время на рабочей поверхности каждого диска со стороны формирования горки прО1ачивают ко;|ьцевые пазы на радиусах, равных характерным радиусам распределения шага по длине лопасти. На опорном диске 5 устанавливается в требуемом месте и кренится ограничительная плита 7. Изготовленные воедино шаговые угольники-скельтоны 8 и 9 предварительно изгибаются (потому что конструкция не жесткая), устанав.ливаются в пазы опорного диска 5 и ограничительной плиты 7, прикреп.чяются к ни.м угольниками 10 и скрепляются шпильками 11. В си.чу соответствующей конструкции угольииков-скель- тонов 8 и 9, верхняя часть их не устанавливается строго по радиусу. Для чего стойку 12 профилировочного устройства с помощью гайки 13 прикрепляют к опорному диску 5. Ось основного ролика 18 профилировочной рамки 15 ненодвижна относительно
ее корпуса и установлена так, что образующая вращающейся части его соответствует определенному радиусу на траверсе 14 и указывается шкалой-нониусом 16. Профилируемый шаговый угольник-скельтон освобождается от общего закрепления. Поворотом траверсы 14 основной ролик 18 выравнивает все отклонения от дуги профиль шагового угольпика-скельтона по установленному радиусу от центра и фиксируется гайкой с
0 внутренней стороны. Потом подводится подвижный ролик 19, выравнивает щаговый угольник по требуемой дуге и фиксируется гайкой с наружной стороны. Аналогично ус- ;анав.:шваются остальные шаговые угольниr ки-секльтопы. Поток устанавливается и прикрепляется втулка 20. Собранный каркас половины стержневого ящика набивается смесью 21. Профиль частей горки и лопасти стержневого ининка окончательно формируется по верхним сторонам шаговых
угсхтьников-с кельгонов 8 и 9 с требуемой точностью. Технологические пазы Ъ в рабочей зоне заполняются смесью для изготовления частей горки и лг)пасти.
25
Формула изобретения
0 ча нем шаговыми угольниками и скель- тонами, заполненными формообразующей смесью, втулку, стяжной болт, скрен.чяю- 1ЦИЙ части корнуса, (пличающийся тем, что, г целью .снижения трудоемкости изготовления и повышения точности рабочих
5 поверхностей стержневого ящика, на опорных дисках выполнены кольцевые пазы, в которых размещены пшговые уго.чьники, выполненные за одно цс.юе со скельтонами, при этом 1наговые угольники зафиксированы относительно друг друга при помощи шпилек с гайками.
0 рамке, а ось другого установлена на рамке с воз.можностью перемещения в горизонтальной плоскости, фиксатором рамки, при этом на рамке нанесена п кала-нониус.
0
to
(Ииг.1
(Риг. г
Фиг.
/JФиг. 5
| Резистивный материал | 1978 |
|
SU834777A1 |
| Подвижной рельс для пересечений железнодорожных путей | 1922 |
|
SU456A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
| Прибор для корчевания пней | 1921 |
|
SU237A1 |
