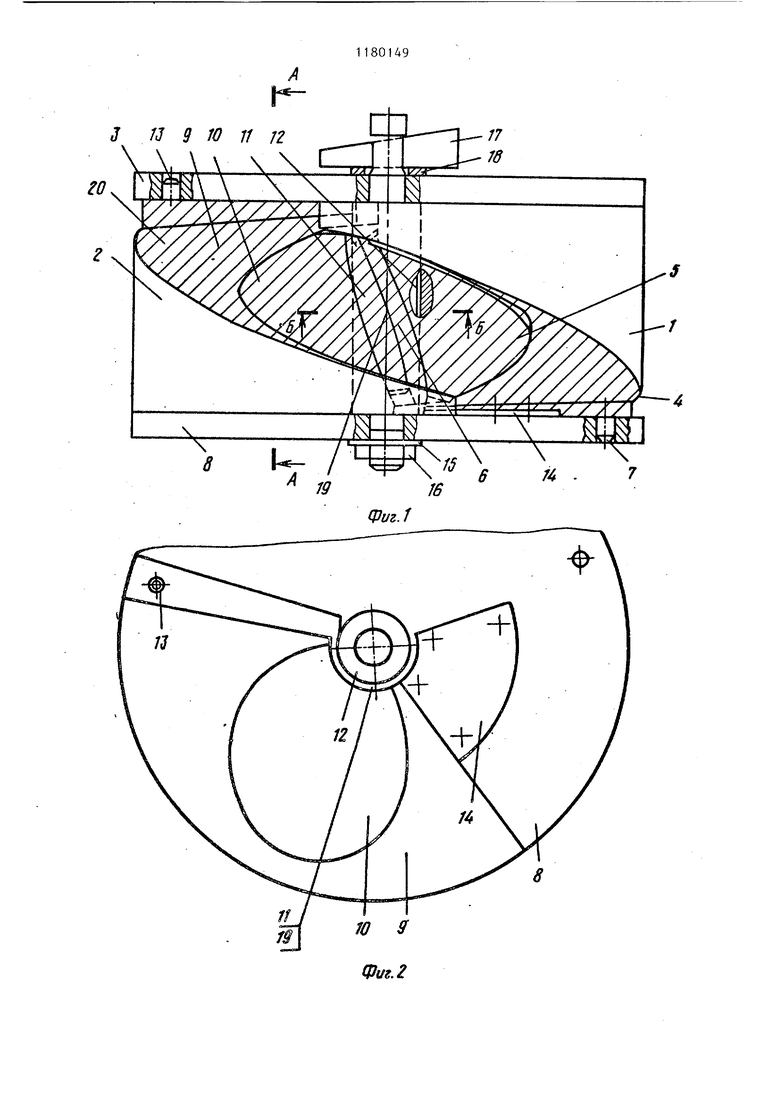
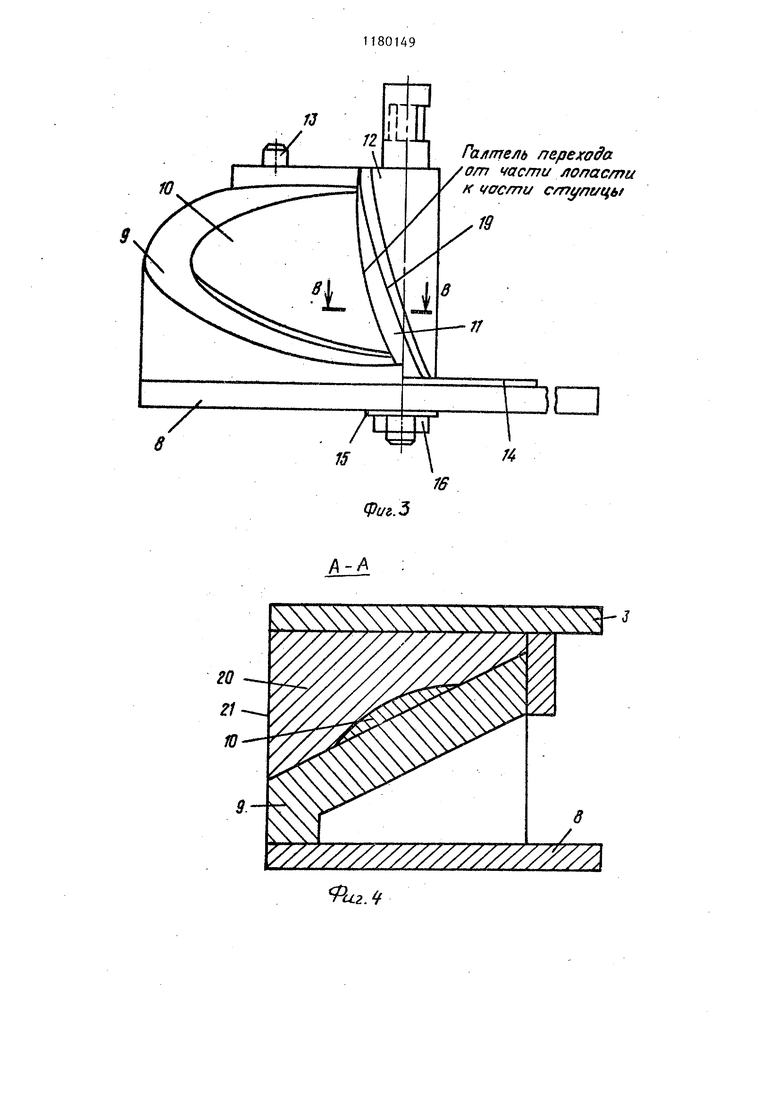
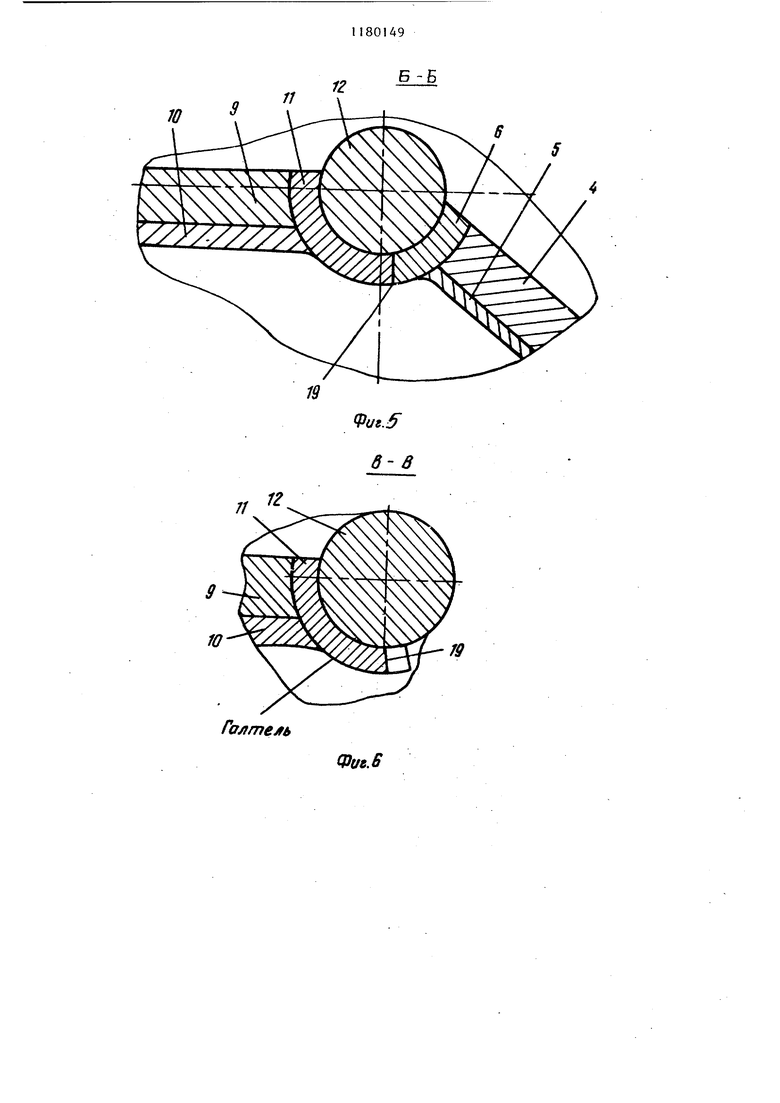
1 Изобретение относится к литейному производству, а именно к стержневым ящикам для получения литейных форм отливок гребных винтов с переменным шагом и перекрывающимися лопастями. Цель изобретения - снижение трудоемкости изготовления стержней и повьпиение их качества. На фиг. 1 изображен ящик со стороны набивки стержня, общий вид на фиг. 2 - нижняя половина стержневого Я1цика, вид сверху, на фиг. 3 то же, вид сбоку; на фиг. 4 - разрез А-А на фиг. 1; на фиг. 5 разрез Б-Б на фиг. 1{ на фиг. 6 разрез В-В на фиг, 5; на фиг. 7 верхняя половина стержневого ящика вид сбоку, на фиг. 8 - разрез Г-Г на фиг. 7. Стержневой ящик состоит из двух половин верхней 1 и нижней 2. Верхняя половина 1 содержит опорньй диск 3, верхнюю часть горки 4 с частью лопасти 5 и частью -ступицы 6 и центрирующий штырь 7. Нижняя половина 2 состоит из опорного диска 8, нижней части горки 9 с частью лопасти 10 и частью ступицы 11, центрирующей втулки 12, центри рующего штыря 13 и части секторазнака 14. Центрирующая втулка 12 крепится к диску при помощи шайбы 15 и гайки 16. Обе половины стержн вого ящика скреплены между собой при помощи клиновой системы, состо щей из клина 17 и шайбы 18. Стержневой ящик имеет плоскость разъема 19 (фиг. 1), рабочую полость 20 (фиг. 1 и 3: штриховая линия/и окно 21 для заполнения рабочей полости стержневого ящика стержневой смесь (фиг. 3). Стержневой ящик работает следую щим образом. На нижнюю половину 2 стержневого ящика устанавливают верхнюю полови ну 1, которая фиксируется относите но нижней за счет винтовой поверхности, по которой разрезана центра ная часть стержневого ящика, вьтол ненная в виде части ступицы, центрирую.цей втулки 12 и центрирующих штырей 7 и 13. Обе половины ящика скрепляют клиновой системой. Для укрепления половин стержневого ящи может быть применена любая из су92ществуюпдих конструкций крепежных систем. С целью исключения деформации дисков при Набивке литейных стержней обе половины фиксируют относительно одна другой по наружному диаметру со стороны набивки стержня струбцинами или другими приспособлениями. Полость набивки стержня в стержневом ящике показана штриховой линией (фиг. 1 и 3). При использовании набивных смесей для получения литейных стержней вместо струбцин со стороны набивки и стержней устанавливают кожух с отверстиями под заливку. Кожух в этом случае выполняет роль струбцины и не позволяет вытекать стержневой смеси из полости стержневого ящика. Разборка стержневого ящика производится в обратной последовательности. После снятия верхней половины стержневого ящика производят снятие литейного стержня с нижней половины стержневого ящика. За счет того, что часть ступицы разрезана по винтовой поверхности, получается галтель перехода из верхней и нижней частей лопасти к ступице, и литей-ньй стержень легко снимается с частей стержневого ящика при любой из известньсх конфигураций ступиц гребного винта. Сектор-знак 14, закрепленньй на опорном диске 8 нижней половины 2 стержневого ящика, оформляет уступ на базовой поверхности литейного стержня, которьй позволяет при сборке форм точно фиксировать литейные стержни на поддоне с буртом по диаметру. Высота бурта у поддона должна быть ниже высоты сектора-знака на 0,2-0,5 мм для удобства сборки и точности базирования на поверхности, оформленной частью нижнего диска 8. Диаметр сектора-знака 14 должен быть равным .полусумме диаметров ступицы гребного винта и опорного диска стержневого ящика. Это необходимо для обеспечения устойчивости литейных стержней при сборке их на поддоне с буртом. Таким образом, предлагаемьш стержневой ящик позволяет снизить трудоемкость и повысить качество стержней. J ГЗ 9 Ю 11 12 . U A ,, - В
Галтель лереуо а /от /lonacmu к tf ас/ли cntt ne/цы
Фиг.З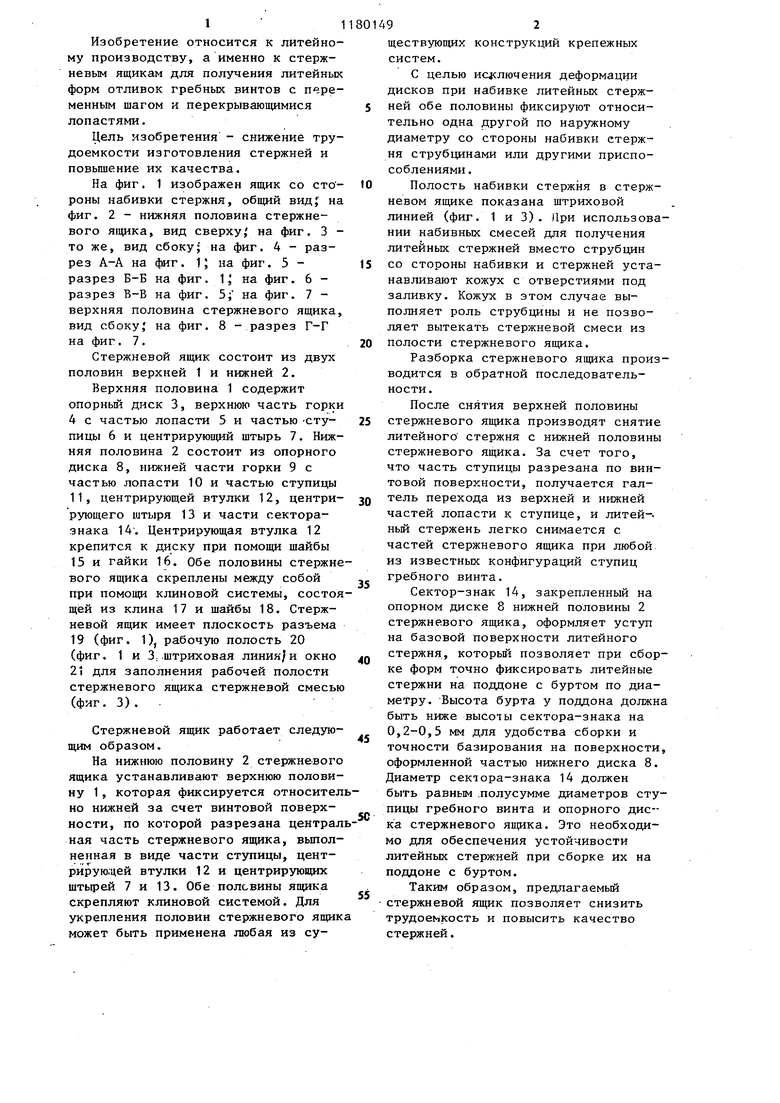
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Стержневой ящик и устройство для профилирования шаговых угольников со скельтонами | 1987 |
|
SU1502158A1 |
| Устройство для профилирования шаговых угольников со скельтонами | 1990 |
|
SU1752485A2 |
| СПОСОБ И ОСНАСТКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 2011 |
|
RU2481918C2 |
| Металлический стержень для получения крупногабаритных цилиндрических отливок с дном | 1983 |
|
SU1222406A1 |
| Способ изготовления литейных форм вакуумной формовкой и оснастка для его осуществления | 1981 |
|
SU980927A1 |
| ШАРНИРНО-СОЧЛЕНЕННОЕ ВЕСЛО | 2004 |
|
RU2279993C2 |
| ВЕНТИЛИРУЕМЫЙ ДИСК ДЛЯ ДИСКОВОГО ТОРМОЗА | 2001 |
|
RU2253057C2 |
| СПОСОБ ЛИТЬЯ, В ЧАСТНОСТИ, ГОЛОВКИ БЛОКА ЦИЛИНДРОВ ДВИГАТЕЛЯ | 2002 |
|
RU2306194C2 |
| Механизм разъема стержневых ящиков | 1980 |
|
SU919228A1 |

СТЕРЖНЕВОЙ ЯЩИК, содержащий разъемный корпус, опорный диск, горку с лопастью и ступицей, секторзнак, отличающийся тем, что, с целью снижения трудоемкости изготовления стержней и повышения их качества, он снабжен допол-. нительным опорным диско.м, а лопасть и ступица выполнены из двух половин, каждые из которых закреплены на соответствующих им опорных дисках, при этом ступица разделена по спирали, а сектор-знак выполнен диаметром, равным полусумме диаметров о ступицы и диска. (Л с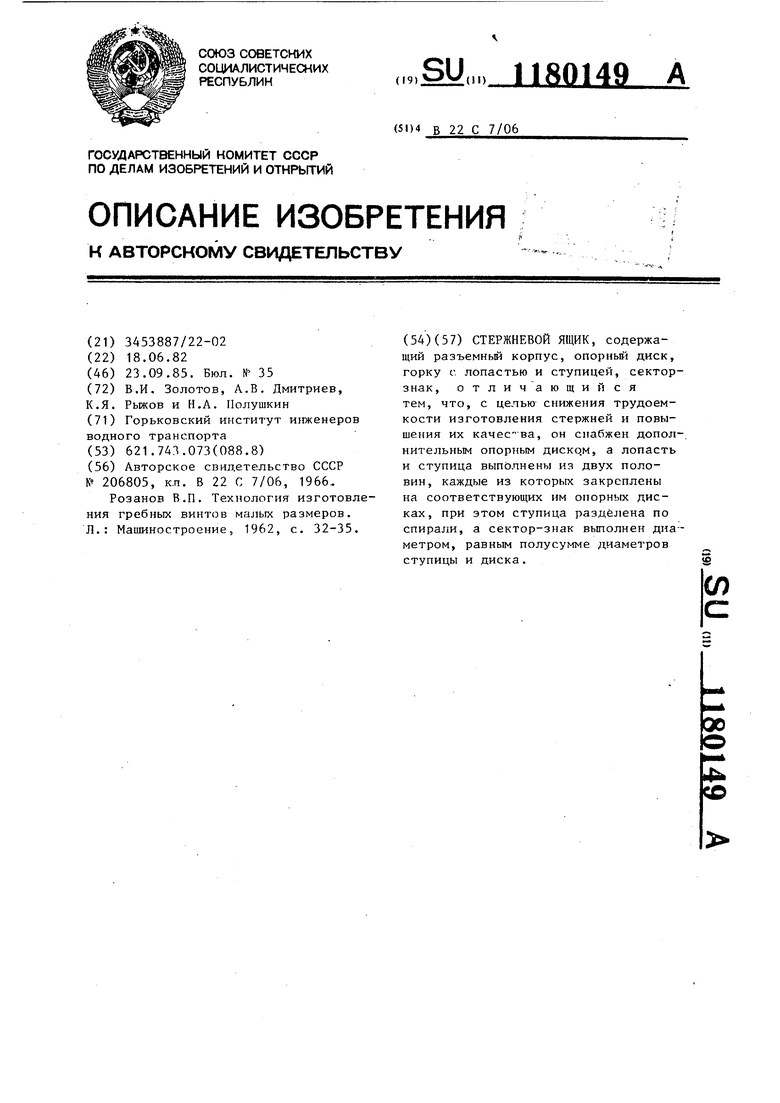
U2.
-J
W
Б-Б
ut.5
в- в
Фие.В
| СТЕРЖНЕВОЙ ЯЩИК | 0 |
|
SU206805A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Розанов В.П | |||
| Технология изготовления гребных винтов малых размеров | |||
| Л.: Машиностроение, 1962, с | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
