Изобретение относится к литейному производству, а именно к стержневым ящикам для получения литейных форм отливок и перекрывающимися лопастями, и является усовершенствованием известного устройства по авт.св. № 1502158,
Известно устройство для профилирования шаговых угольников со скельтонами, где с помощью двух роликов, установленных на рамке и траверсе с делениями, способной поворачиваться вокруг стойки, возможно установить шаговые угольники на требуемый радиус,
Недостатком такого устройства является его низкая производительность и качество формирования рабочих поверхностей стержневого ящика.
Целью изобретения является повышение производительности труда и качества рабочих поверхностей стержневого ящика.
Поставленная цель достигается тем, что устройство для профилирования шаговых угольников со скельтонов дополнительно снабжено несколькими парами роликов, рамками, кронштейнами и механизмами
для перемещения и стопорения рамки, при-: этом оси роликов закреплены на кронштейнах, которые установлены в отверстии рамки, а механизм для перемещения рамки и ее стопорения состоит из винта, закрепленного на траверсе, разъемной гайки и стопора, причем разъемная гайка и стопор вмонтированы в рамку и расположены с возможностью взаимодействия между собой посредством пальцев, закрепленных в разъемных гайках.
Такое конструктивное решение позволяет повысить производительность труда при изготовлении стержневого ящика и точность формирования его рабочих поверхностей.
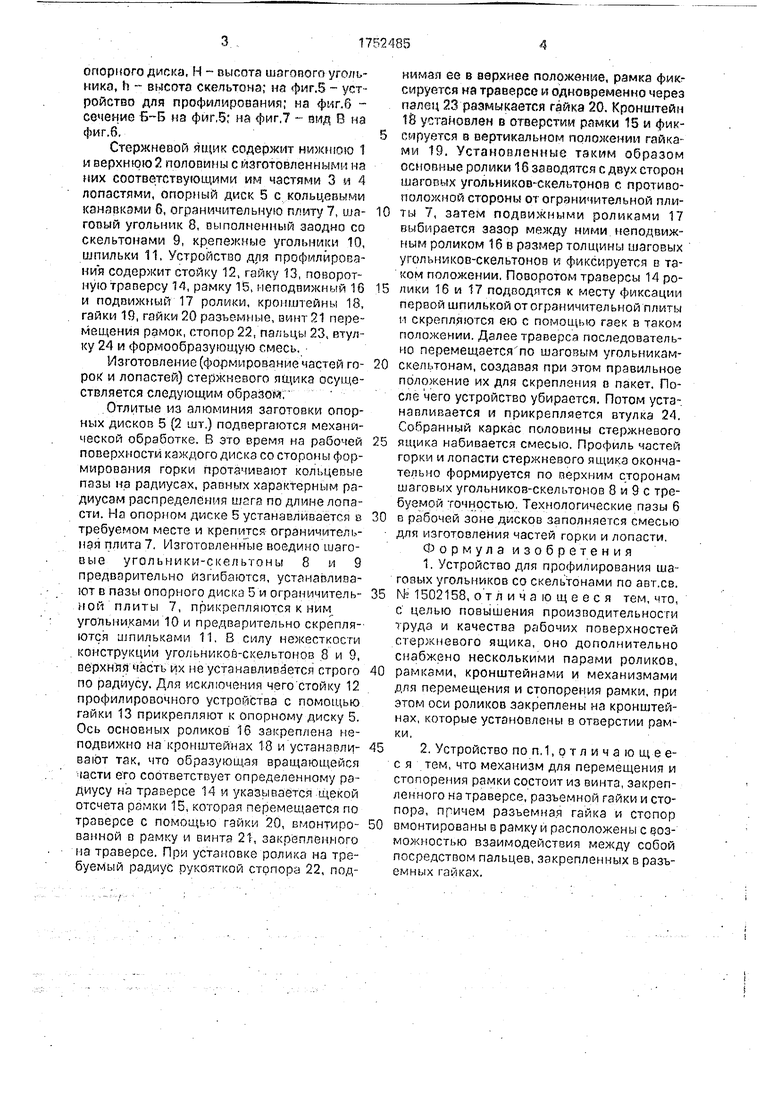
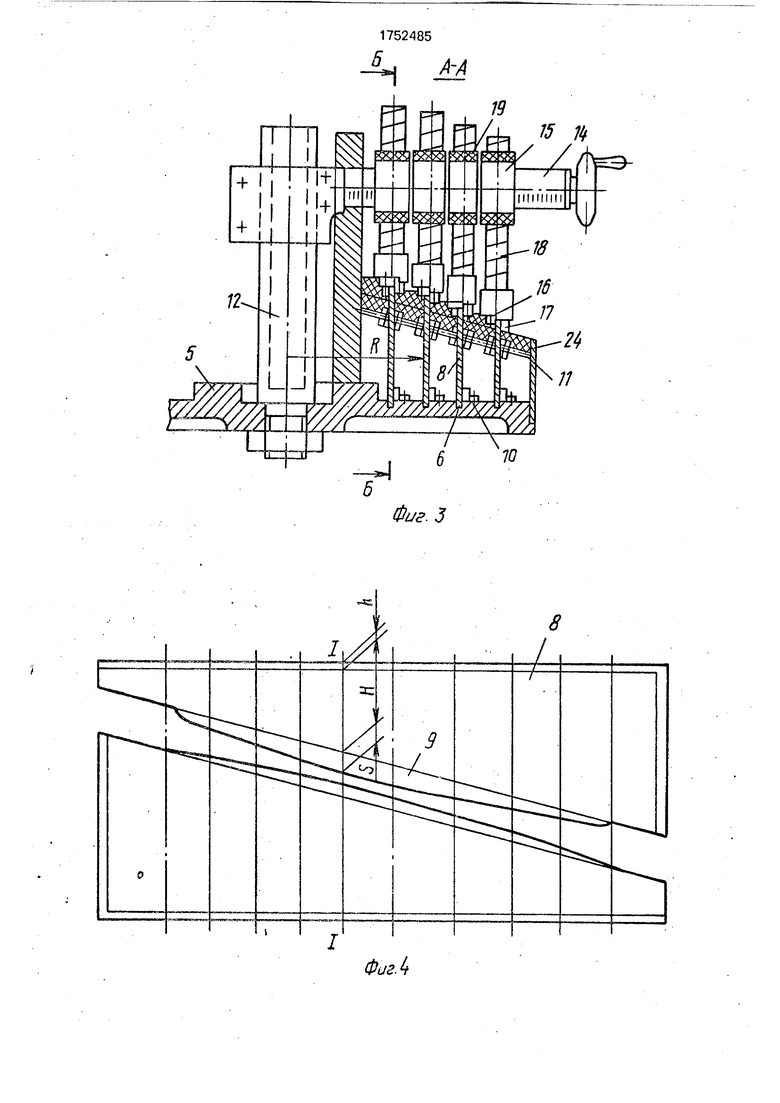
На фиг.1 изображен стержневой ящик со стороны набивки стержня, общий вид; на фиг.2 - нижняя половина стержневого ящика, вид сверху с местным выровом; на фиг.З - сечение А-А на фиг.2 с устройством для профилирования; на фйг.4 - схема совместного изготовлений частей шагового угольника и скельтоиа, где для сечения характерного радиуса S - глубина паза
(Л
С
XI
ел
ю
4 00
ел
ю
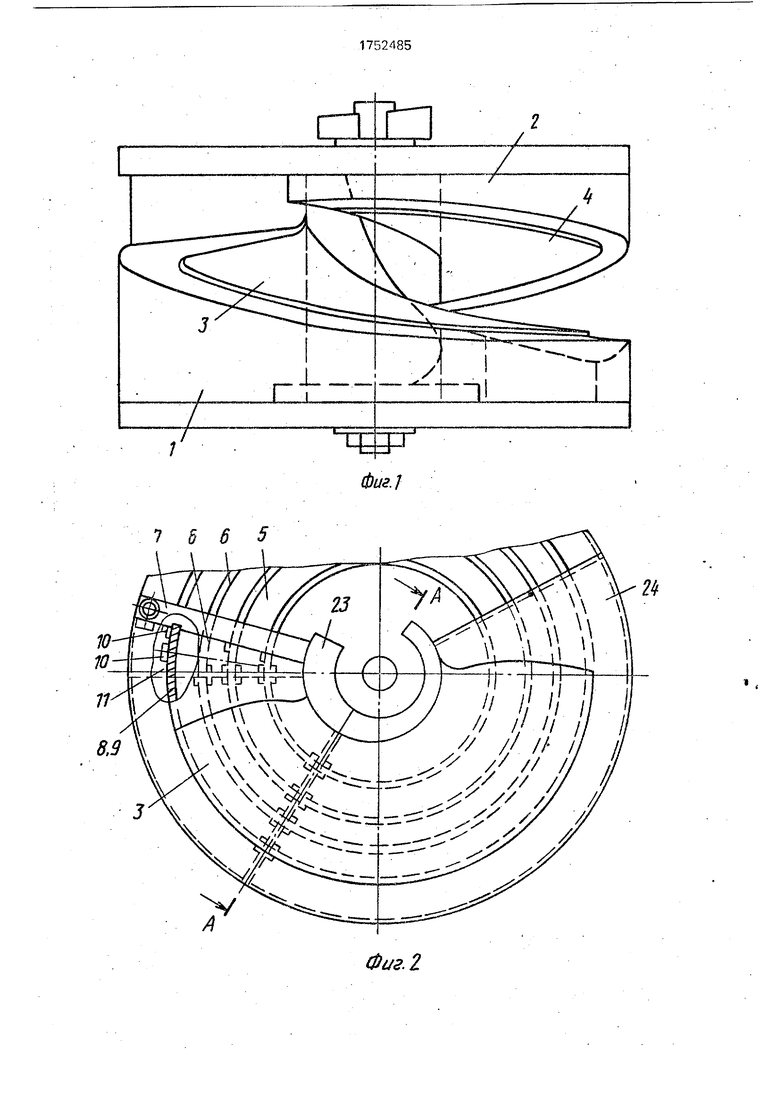
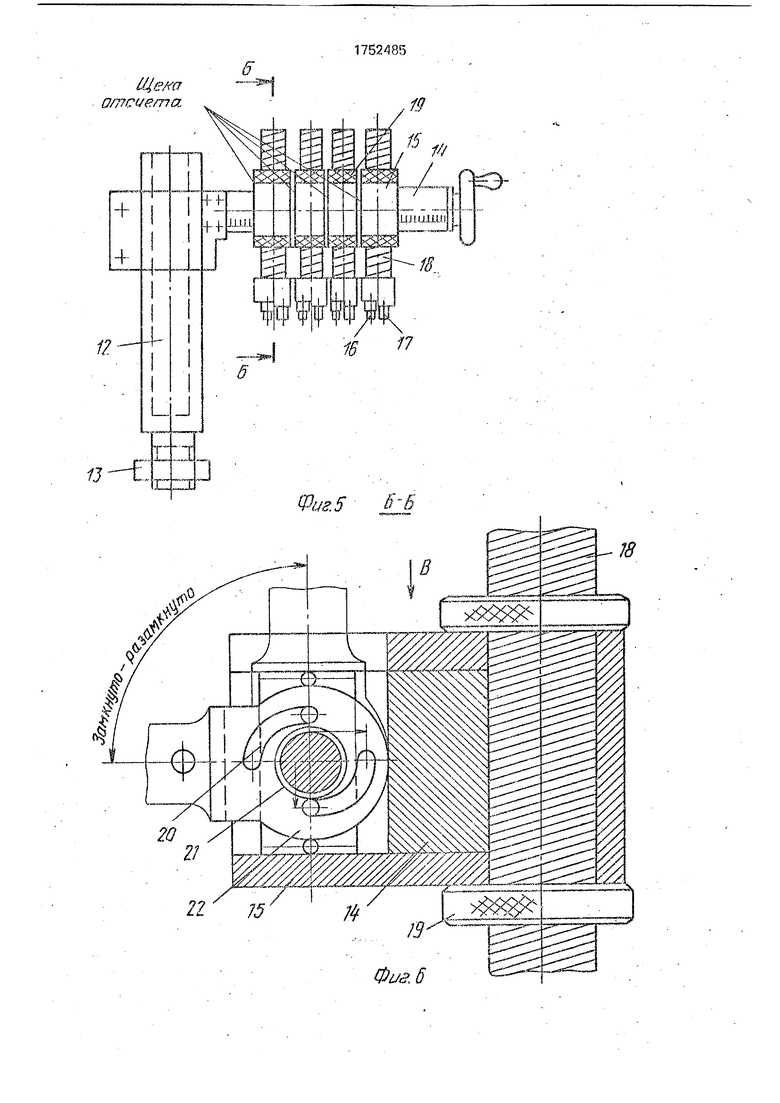
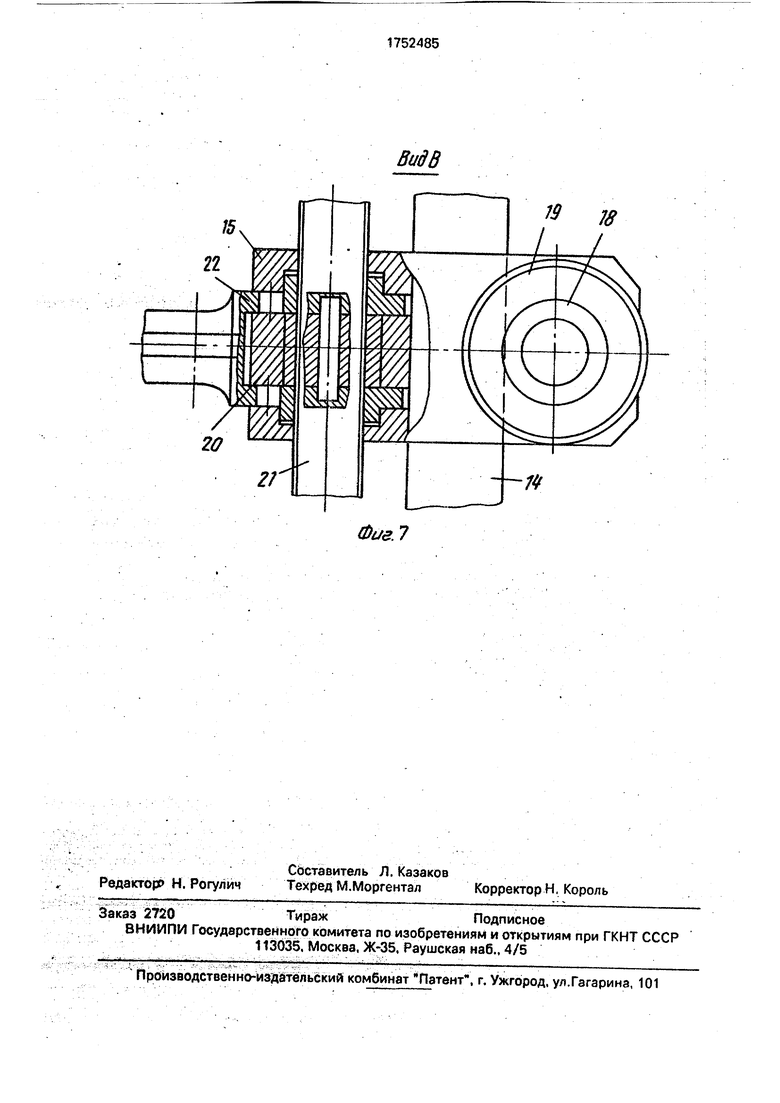
опорного диска, Н - высота шагового угольника, h - высота скельтона; на фиг.5 - устройство для профилирования; на фиг.6 - сеченио на фиг,5; на фиг,7 - вид В на фиг,б,
Стержнеоой ящик содержит нижнюю 1 и верхнюю 2 половины с изготовленными на них соответствующими им частями 3 и 4 лопастями, опорный диск 5 с кольцевыми канавками 6, ограничительную плиту 7, шаговый угольник 8, выполненный заодно со скельтонами 9, крепежные угольники 10, шпильки 11. Устройство для профилирования содержит стойку 12, гайку 13, поворотную траверсу 14, рамку 15, неподвижный 16 и подвижный 17 ролики, кронштейны 18, гайки 19, гайки 20 разъемные, вит 21 перемещения рамок, стопор 22, пальцы 23, втулку 24 и формообразующую смесь.
Изготовление (формирование частей горок и лопастей) стержневого ящика осуществляется следующим образом,
Отлитые из алюминия заготовки опорных дисков 5 (2 LUT) подвергаются механической обработке. В это время на рабочей поверхности каждого диска со стороны формирования горки протачивают кольцевые пазы на радиусах, равных характерным радиусам распределения шггя по длине лопасти. На опорном диске 5 устанавливается в требуемом месте и крепится ограничительная плита 7, Изготовленные воедино шаговые угольники-скельтоны 8 и 9 предварительно изгибаются, устанавливают в пазы опорного диска 5 и ограничительной плиты 7, прикрепляются к ним угольниками 10 и предварительно скрепляются шпильками 11. В силу нежесткое™ конструкции угольников-скельтонов 8 и 9, верхняя часть их не устанавливается строго по радиусу. Для исключения чего стойку 12 профилировочного устройства с помощью гайки 13 прикрепляют к опорному диску 5. Ось основных роликов 16 закреплена неподвижно на кронштейнах 18 и устанавливают так, что образующая вращающейся 1эсти его соответствует определенному радиусу на траверсе 14 и указывается щекой отсчета рамки 15, которая перемещается по траверсе с помощью гайки 0, вмонтиоо- ванной в рамку и винта 21, закрепленного на траверсе. При установке ролика на требуемый радиус оукояткой стопора 22, поднимая ее в верхнее положение, рамка фиксируется на траверсе и одновременно через пэлоц 23 размыкается гайка 20. Кронштейн 18 установлен в отверстии рамки 15 и фикгируется в вертикальном положении гайками 19. Установленные таким образом основные ролики 16 заводятся с двух сторон шаговых угольников-скельтонов с противоположной стороны от ограничительной плмты 7, затем подвижными роликами 17 выбирается зазор между ними неподвижным роликом 16 в размер толщины шаговых угольников-скельтонов и фиксируется в таком положении. Поворотом траверсы 14 ролики 16 и 17 подводятся к месту фиксации первой шпилькой от ограничительной и скрепляются ею с помощью гаек в таком положении. Далее траверса последовательно перемещается по шаговым угольникамскельтонам, создавая при этом правильное положение их для скрепления о пакет. После чего устройство убирается. Потом устанавливается и прикрепляется втулка 24. Собранный каркас половины стержневого
ящика набивается смесью. Профиль частей горки и лопасти стержневого ящика окончательно формируется по верхним сторонам шаговых угольников-скельтоиов 8 и 9 с требуемой точностью. Технологические пазы 6
в рабочей зоне дисков заполняется смесью для изготовления частей горки и лопасти Формула изобретения 1. Устройство для профилирования шаговых угольников со скельтонами по авт.св.
№ 1502158, от л и ч а ю щ е е с я тем, что, с целью повышения производительности труда и качества рабочих поверхностей стержневого ящика, оно дополнительно снабжено несколькими парами роликов,
рамками, кронштейнами и механизмами .оля перемещения и стопореиия рамки, при этом оси роликов закреплены на кронштейнах, которые установлены в отверстии рамки.
2. Устройство по п, 1, о т л и ч а ю щ е е- с я тем, что механизм для перемещения и стопорения рамки состоит из винта, закрепленного на траверсе, разъемной гайки и стопора, причем разъемная гайка и стопор
вмонтированы в рамку и расположены с возможностью взаимодействия между собой посредством пальцев, закрепленных в разъемных гайках.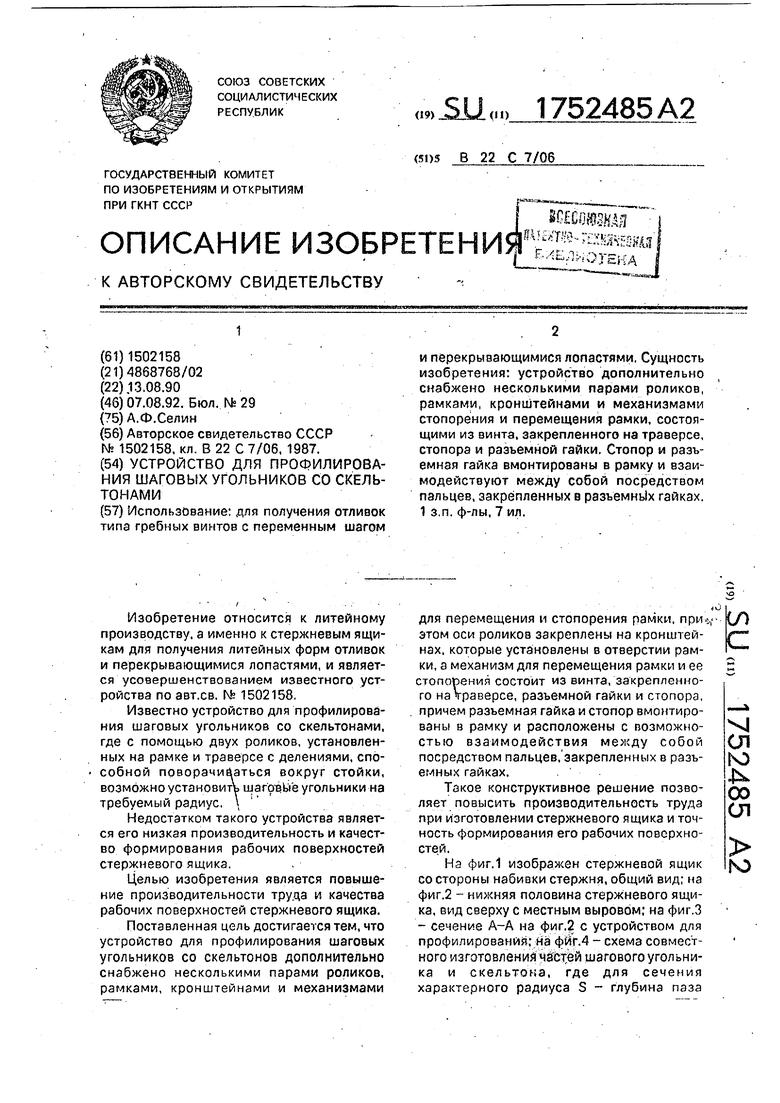
| название | год | авторы | номер документа |
|---|---|---|---|
| Стержневой ящик и устройство для профилирования шаговых угольников со скельтонами | 1987 |
|
SU1502158A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОТЛИВОК ГРЕБНЫХ ВИНТОВ ИЗ СПЛАВОВ НА МЕДНОЙ ОСНОВЕ | 1996 |
|
RU2089342C1 |
| Стержневой ящик | 1982 |
|
SU1180149A1 |
| МОДУЛЬ АККУМУЛЯТОРНЫЙ ПОДВАГОННЫЙ (ВАРИАНТЫ) | 1999 |
|
RU2160195C2 |
| Коренная струбцина пильной рамки лесопильной рамы | 1985 |
|
SU1296409A1 |
| Устройство для дефектоскопии роторов турбин с тепловыми и уплотнительными канавками по окружности | 1989 |
|
SU1640634A1 |
| Полуавтомат для расшивки картона | 1960 |
|
SU135035A1 |
| Штемпельный станок-полуавтомат | 1990 |
|
SU1781085A1 |
| Устройство для отделения деталей швейных изделий от пачки | 1972 |
|
SU441226A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛОПАСТИ | 2019 |
|
RU2714961C1 |
Использование: для получения отливок типа гребных винтов с переменным шагом и перекрывающимися лопастями. Сущность изобретения: устройство дополнительно снабжено несколькими парами роликов, рамками, кронштейнами и механизмами стопорения и перемещения рамки, состоящими из винта, закрепленного на траверсе, стопора и разъемной гайки. Стопор и разъемная гайка вмонтированы в рамку и взаимодействуют между собой посредством пальцев, закрепленных в разъемнУх гайках. 1 з,п. ф-лы, 7 ил.
-ф-г
Фиг.
7 6 б 5
Фиг. 2
Чэ
}
Si 21
a
oz
юшапзшо
DMf/J
se& ssa
15
ВидВ
Я 18
/
Фие.7
| Стержневой ящик и устройство для профилирования шаговых угольников со скельтонами | 1987 |
|
SU1502158A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
