Фие.1
3150
Изобретение относится к станко- , строению и может найти применение при финишной парной копировальной обработке поршней с некруглым поперечным сечением а других тел вращег ния сложной формы.
Целью изобретения является повышение точности обработки путем уменьшения влияния составляющих погрешнеети формы профиля, вызванных упругими перемещениями изделия и копира под воздействием ус1тия давления щупа на копир.
На фиг,1 представлен шпинд.ельио- инструментальньп блок отделочно-об- точного станка, на котором реализуется предлагаемый способ; на фиг,2 - схема расположения шпинделя копира и рычажной копирной системы,
Способ реализуется на отделочно- обточном станке, на основании 1 ко- тррого смонтирована шпиндельная го- ловка на шпинделе 2 которой установлены копир 3 с обратной овально- бочкообразной наружной поверхностью и приспособление 4 для закрепления поршней 5 посредством тяги 6, связанной с силовым гидроцилиндром 7, Шпиндель вращается от привода на подшипниках 8, В корпусе на подшипниках 9 скольжения смонтирован копир- ный суппорт 10, имеющий возможность {сачания вокруг оси и перемещения вдол нее под воздействием привода подачи, Суппорт несет рычаги 11 и 12, закрепленные на нем посредством клеммного зажима 13, обеспечивающего установочные перемещения рычагов ддоль и вообразовывали угол, определяемый по формуле
f- arccos ii-i-l&-:-5Li.Rk,
21 1ft
где R - радиус обрабатываемой поверхности; . Rt - радиус копира; 1 - длина радиусов-векторов от оси рычажной системы к инструменту;
It - длина радиусов-векторов от оси рычажной системы к щупу.
При таком выборе угла f устанавливают прямой угод между радиусами- векторами R/( и Rg, т,е, между ОР и ОЩ, проведенными от оси копира и изделия в точки контакта с резцом и щупом. Таким образом, перемещение шпинделя под воздействием усилия F щупа направлено по касательной к профилю изделия в точке Р,
Ф о. р мула и зоб р .е.т-е.н и я
Способ компенсации погрешности формы изделий с некруглым поперечным сечением при юкарной обработке, согласно которому соместно на одной оси с изделием синхронно вращают копир, взаимодействующий :с.несущей щуп и резец рычажной системой, ось качания которой параллельна осям копира и из- даяия, и осуществляют коррекцию угловым и линейным.смещением элементов рычажной.системы, отличающий с я тем, что, с целью повьщ1ения точности путем уменьшения влияния состав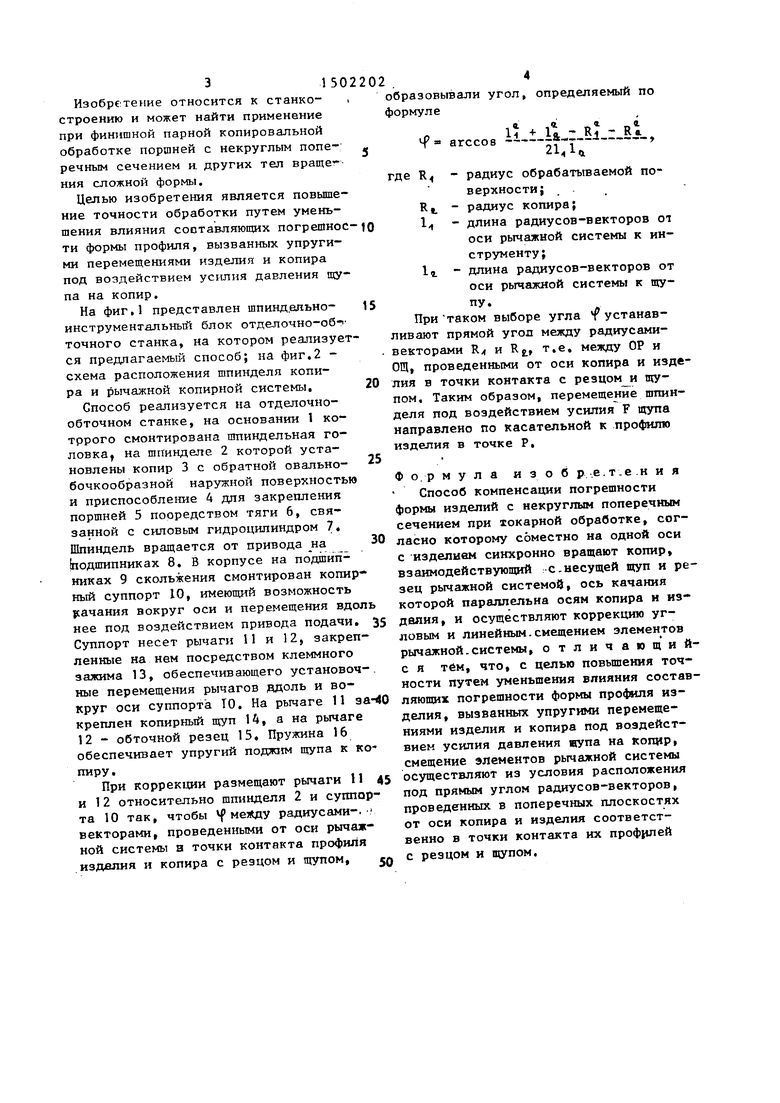
| название | год | авторы | номер документа |
|---|---|---|---|
| Алмазно-обточной станок | 1983 |
|
SU1114524A1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ТОКАРНОГО СТАНКА ДЛЯ ОБРАБОТКИ ВНЕШНИХ ПОВЕРХНОСТЕЙ ЗАГОТОВОК ПОРШНЕЙ ДВИГАТЕЛЕЙ ВНУТРЕННЕГО СГОРАНИЯ | 2000 |
|
RU2179089C1 |
| КОПИРОВАЛЬНОЕ УСТРОЙСТВО ДЛЯ ОБРАБОТКИ ДЕТАЛЕЙ | 1997 |
|
RU2118247C1 |
| Способ компенсации погрешностей формы изделий с некруглым поперечным сечением при токарной обработке | 1984 |
|
SU1219256A1 |
| Устройство для токарной обработки поршневых колец | 1990 |
|
SU1745405A1 |
| Устройство для копирной обточки поршней | 1986 |
|
SU1371867A1 |
| Способ и станок для обработки фасонных поверхностей деталей | 1975 |
|
SU543460A1 |
| Копировальное устройство | 1982 |
|
SU1055628A1 |
| УСТРОЙСТВО ДЛЯ ТОКАРНОЙ ОБРАБОТКИ ПАКЕТА ПОРШНЕВЫХ КОЛЕЦ | 1993 |
|
RU2014896C1 |
| Копировальное устройство для обработки изделий сложной формы | 1986 |
|
SU1438948A1 |
Изобретение относится к станкостроению и может найти применение при финишной токарной копировальной обработке поршней с некруглым поперечным сечением и других тел вращения сложной формы. Целью изобретения является повышение точности обработки путем уменьшения влияния составляющих погрешности формы профиля, вызванных упругими перемещениями изделия и копира под воздействием усилия давления шупа на копир. Угловое смещение элементов рычажной системы осуществляют из условия расположения под прямым углом радиусов-векторов ОР и ОЩ, проведенных в поперечных плоскостях от оси копира и изделия соответственно в точки его контакта с резцом 15 и щупом 14. 2 ил.
круг оси суппорта ТО, На рычаге П за-40 ляющих погрешности формы профиля изкреплен копирный щуп 14, а на рычаге 12 - обточной резец 15, Пружина 16 обеспечивает упругий поджим щупа к копиру.
При коррекции размещают рычаги П 45 и 12 относительно шт1нделя 2 и суппорта 10 так, чтобы VP мелду радиусами-. векторами, проведенньтми от оси рычажной системы н точки контакта профиля изделия и копира с резцом и щупом, JQ
делив, вызванных упругими перемещениями изделия и копира под воздействием усилия давления иупа на копир смещение элементов рычажной системы осуществляют из условия расположения под прямым углом радиусов-векторов, проведенных в поперечных плоскостях от оси копира и изделия соответственно в точки контакта их с резцом и щупом.
J5 /2 /J
Ф14&.1
| Способ компенсации погрешностей формы изделий с некруглым поперечным сечением при токарной обработке | 1984 |
|
SU1219256A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
