Изобретение относится к токарной обработке, а именно к устройствам для дробления стружки на токарных станках, и может быть использовано для дробления стружки при обработке деталей на токарных станках с числовым программным управлением.
Целью изобретения является повышение качества обрабатываемой поверхности и стойкости режущего инструмента.
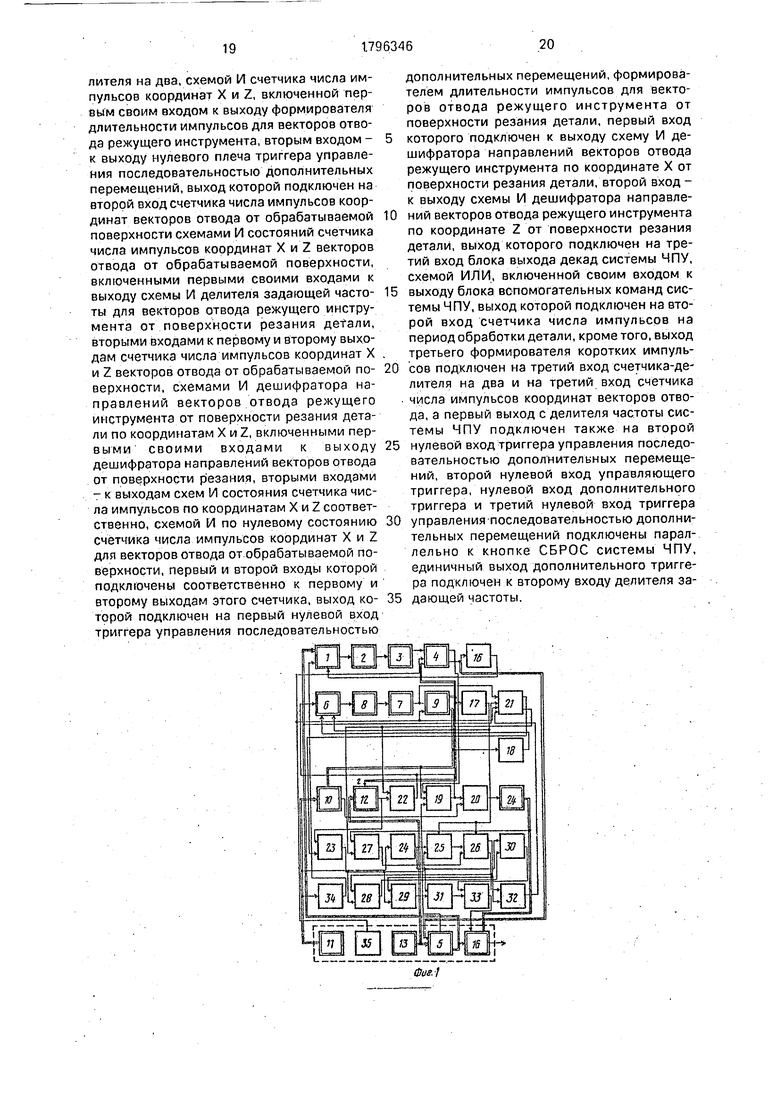
На фиг. 1 изображена блок-схема предлагаемого устройства; на фиг. 2 - комбинация векторов дополнительных перемещений режущего инструмента образующих векторный треугольник, реализованных предлагаемым устройством; на фиг. 3 - схема траектории движения резца при обработке детали.
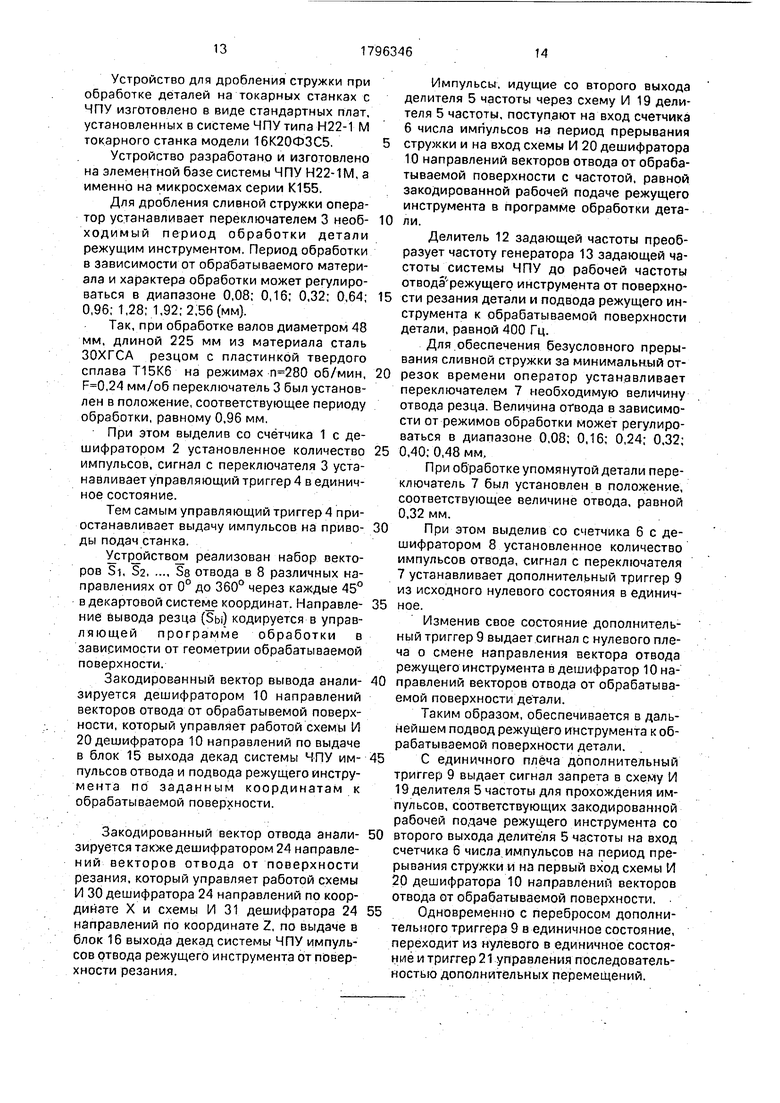
Устройство содержит счетчик 1 числа импульсов периода обработки детали с дешифратором 2. к выходу которого подключен переключатель 3, управляющий триггер 4, единичный вход которого соединен с переключателем 3, а выход нулевого плеча - с делителем 5 частоты системы ЧПУ, счетчик
6 числа импульсов на период прерывания стружки е переключателем 7.
Устройство снабжено также дешифратором 8, включенным между счетчиком 6 числа импульсов на период прерывания стружки и переключателем 7, дополнительным триггером 9, счетный вход которого подключен к выходу переключателя 7. дешифратором 10 направлений векторов отвода режущего инструмента от обрабатываемой поверхности, подключен-, ным первым входом к выходу блока 11 вспомогательных команд системы ЧПУ и вторым входом - к выходу нулевого плеча дополнительного триггера 9, делителем 12 задающей частоты, первый вход которого соединен с выходом генератора 13 задающей частоты, второй вход которого - с выходом единичного плеча дополнительного триггера 9. формирователем 14 длительности импульсов векторов отвода режущего инструмента от обрабатываемой поверхности, выход которого подключен на второй вход блока 15 выхода декад Системы ЧПУ,
XJ
О
Os СО
О
при этом первый выход делителя 5 частоты системы ЧПУ подается на первый вход счетчика 1 числа импульсов на период обработки детали и на первый вход блока 15 выхода декад системы ЧПУу а выход единичного пле- ча дополнительного триггера 9 подключен к нулевому входу управляющего триггера 4.
Устройство содержит также формирователь 16 короткого импульса,, включенного к выходу нулевого плеча управляющего триг- гера 4, выход которого подключен на третий вход счетчика Т числа импульсов на период обработки детали, формирователь 17 короткого импульса, включенного к выходу единичного плеча дополнительного триггера 9, выход которого подключен на третий вход счетчика 6 числа импульсов на период прерывания стружки, формирователь 18 короткого импульса, включенного к выходу нулевого плеча дополнительного триггера 9, выход которого подключен на второй вход счетчика числа импульсов на период прерывания стружки, схему И 19 делителя 5 частоты системы ЧПУ, включенной первым входом к выходу единичного плеча управля- ющего триггера 4, вторым .входом - к выходу нулевого плеча дополнительного триггера 9 и третьим входом - ко второму выходу делителя 5 частоты системы ЧПУ, выход которой подключен на первый вход счетчика 1 числа импульсов на период прерывания стружки, схему И 20 дешифратора 10 направлений векторов отвода режущего инструмента от обрабатываемой поверхности, первый вход которой подключен к выходу схемы И 19 делителя, частоты системы ЧПУ, второй вход - к выходу дешифратора 10 направлений векторов отвода режущего инструмента от обрабатываемой поверхности, выход которой подключен на вход формирователя 14 длительности импульсов векторов отвода от обрабатываемой поверхности, триггер 21 управления последовательностью дополнительных перемещений режущего инструмента, единичный вход которого подключен к выходу переключателя период прерывания стружки, схему И 22 делителя 12 задающей частоты подвода режущего инструмента к обрабатываемой поверхности, включенной первым своим входом к выходу делителя 12 задающей частоты, вторым входом - к выходу нулевого плеча триггера 21 управления последовательностью дополнительных перемещений, выход которой подключен на первый вход счетчика 6 числа импульсов на период прерывания стружки и на первый вход схемы И 20 дешифратора 10 направлений для векторов отвода режущего инструмента от обрабатываемой поверхности, схему И 23 делителя 12
задающей частоты отвода режущего инструмента от поверхности резания, включенной первым своим входом к выходу делителя 12 задающей частоты, вторым входом - к выходу единичного плеча триггера 21 управления последовательностью дополнительных перемещений, дешифратор 24 направлений векторов отвода от поверхности резания, включенным к выходу блока 11 вспомогательных команд системы ЧПУ, счетчик-делитель на два 25, включенный первым своим входом к выходу дешифратора 24 направлений векторов отвода от поверхности резания, вторым входом - к выходу схему И 23 делителя задающей частоты отвода режущего инструмента от поверхности резания, счетчик 26 числа импульсов координат X и Z векторов отвода от обрабатываемой поверхности, включенным первым своим входом к выходу счетчика-делителя на два 25, схему И 27 счетчика 26 числа импульсов координат. X и Z, включенной первым своим входом к выходу формирователя 14 длительности импульсов для векторов отвода режущего инструмента, вторым входом - к выходу нулевого плеча триггера 21 управления последовательностью дополнительных перемещений, выход которой подключен на второй вход счетчика 26 числа импульсов координат векторов отвода от обрабатываемой поверхности, схему И 28 состояния счетчика 26 числа импульсов по координате X для векторов отвода от обрабатываемой поверхности, схему И 29 состояния счетчика 26 числа импульсов по координате Z для векторов отвода от обрабатываемой поверхности, включенными первыми своими входами к выходу схемы И 23 делителя 12 задающей частоты для векторов отвода режущего инструмента от поверхности резания детали, вторыми входами к первому (по координате X) и второму (по координате Z) выходам счетчика 26 числа импульсов координат X и Z, для векторов отвода режущего инструмента от обрабатываемой поверхности, схему И 30 дешифратора 24 направлений векторов отвода режущего инструмента от поверхности резания по координате X, схему И 31 дешифратора 24 направлений векторов отвода режущего инструмента от поверхности резания по координате Z, включенными первыми своими входами к выходу дешифратора 24 направлений векторов отвода режущего инструмента от поверхности резания, вторыми входами - к выходам схем И 28,29 состояния счетчика 26 по координатам X и Z соответственно, схему И 32 по нулевому состоянию счетчика 26 числа импульсов координат X и Z для векторов отвода режущего инструмента от обрабатываемой поверхности, первый и второй входы которой подключены соответственно к первому и второму выходу счетчика 26, выход которой подключен на первый нулевой вход триггера 21 управления последовательностью дополнительных перемещений, формирователь 33 длительности импульсов для векторов отвода режущего инструмента от поверхности резания детали, первый вход которого подключен к выходу схемы И 30 дешифратора 24 направлений векторов отвода режущего инструмента по координате X от поверхности резания детали, второй вход - к выходу схемы И 31 дешифратора 24 направлений векторов отвода режущего инструмента по координате от поверхности резания детали, выход которого подключен на третий вход блока 15 выхода декад системы ЧПУ, схему ИЛИ, включенной своим входом к выходу блока 11 вспомогательных команд системы ЧПУ, выход которой подключен на второй вход счетчика 1 числа импульсов на период обработки детали, кроме того, выход ФКИ, подключенного своим входом к выходу единичного плеча дополнительного триггера, подключен на третий вход счетчика-делителя на два и на третий вход счетчика числа импульсов координат векторов отвода, а первый выход с делителя частоты системы ЧПУ подключен также на второй нулевой вход триггера управления последовательностью дополнительных перемещений и второй нулевой вход управляющего триггера, нулевой вход дополнительного триггера и третий нулевой вход триггера управления последовательностью дополнительных перемещений подключены параллельно кнопке СБРОС системы ЧПУ..
Устройство при этом работает следующим образом.
С появлением в программе обработки детали кодированного вектора отвода с блока 11 вспомогательных команд системы ЧПУ сигналы поступают на вход схемы ИЛИ 33, на вход дешифратора 10 направлений векторов отвода от обрабатываемой поверхности и на вход дешифратора 24 направлений векторов отвода от поверхности резания детали. С выхода схемы ИЛИ 33 поступает сигнал разрешения на второй вход счетчика 1 числа импульсов периода обработки детали для прохождения импульсов обработки с первого выхода делителя 5 частоты, системы ЧПУ. Одновременное выхода дешифратора 10 направлений векторов отвода от обрабатываемой поверхности выдается сигнал направления вектора отвода на второй вход схема И 20, а также с
выхода дешифратора 24 направлений векторов отвода режущего инструмента от поверхности резания детали выдается сигнал направления вектора отвода на схемы И 30 5 (по координате X) и схему И 31 (по координате Z).
При наличии разрешающего сигнала на втором входе счетчика 1 числа импульсов периода обработки детали и разрешающего
0 сигнала с выхода нулевого плеча управляющего триггера 4 на входе делителя 5 частоты системы ЧПУ импульсы обработки с первого выхода делителя 5 частоты системы ЧПУ по- ступайт на первый вход счетчика 1 числа
5 импульсов периода обработки детали, к выходу которого подключен дешифратор 2 и переключатель 3. Положение переключателя 3 выбирают в зависимости от диаметра обрабатываемой детали и режимов реза0 ния.
Выделив со счетчика 1 необходимое количество импульсов, сигнал с переключателя 3 перебрасывает управляющий триггер 4 . из исходного нулевого состояния в единич5 ное. Управляющий триггер 4 с выхода нулевого плеча выдает запрещающий сигнал в делитель 5 частоты системы ЧПУ.
На выходе делителя 5 частоты системы ЧПУ будут отсутствовать импульсы обработ0 ки, идущие для последующего преобразования и выдачи на исполнительные шаговые двигатели станка до тех пор, пока не перебросится управляющий триггер 4 в исходное нулевое состояние.
5 Одновременно с этим управляющий . триггер 4 с единичного плеча выдает разрешающий сигнал на первый вход схемы И 19 делителя 5 частоты системы ЧПУ и происходит сброс в исходное состояние счетчика 1
0 числа импульсов периода обработки детали через формирователь 16 короткого импульса, подключенного к нулевому выходу управляющего триггера 4.
При наличии запрещающего сигнала на
5 входе делителя 5 частоты системы ЧПУ с выхода нулевого плеча управляющего триггера4, со второго выхода делителя 5 частоты будут поступать импульсы рабочей частоты на третий вход схемы И 19 делителя 5 часто0 ты, С выхода нулевого плеча дополнительного триггера 9 также поступает сигнал разрешения на второй вход схемы И 19 делителя 5 частоты системы ЧПУ.
Импульсы со второго выхода делителя 5
5 частоты системы ЧПУ. проходя через схему И делителя 5 частоты, поступают на первый вход счетчика 6 числа импульсов на период прерывания стружки, к выходу которого подключен дешифратор 8 и переключатель 7, а также на первый вход схемы И 20 дешифратора направлений векторов отвода от обрабатываемой поверхности. На втором входе схемы И 20 имеются разрешающие уровни по координатам X и Z в соответствии с закодированным вектором отвода в программе обработки детали с выхода дешифратора 10 направлений векторов отвода.
С выхода схемы И 20 импульсы поступают на вход формирователя 14 длительности импульсов для векторов отвода режущего инструмента от обрабатываемой поверхности.
С выхода формирователя 14 импульсы, сформированные по длительности, поступают на второй вход блока 15 выхода декад системы ЧПУ по обоим координатам, обеспечивая тем самым отвод режущего инструмента на рабочей подаче от обрабатываемой поверхности по вектору
Зы.
Одновременно с работой цепи отвода режущего инструмента от обрабатываемой поверхности с выхода формирователя 14 .длительности импульсов векторов отвода от обрабатываемой поверхности импульсы поступают на первый вход схемы И 27 счетчика 26 числа импульсов координат векторов отвода.
На втором входе схемы И 27 счетчика 26 числа импульсов координат присутствует сигнал разрешения с выхода нулевого плеча триггера 21 управления последовательностью дополнительных перемещений режущего инструмента. В результате чего импульсы с выхода формирователя 14 длительности импульсов, проходя через схему И 27 счетчика 26, будут поступать на вход счетчика 26 числа импульсов координат векторов отвода по обеим координатам X
иг.
Выделив со счетчика 6 числа импульсов на период прерывания стружки, к выходу которого подключен дешифратор 9, необходимое количество импульсов,сигнал с переключателя 7 перебрасывает по счетному входу дополнительный триггер 9 из исходного нулевого состояния в единичное.
Дополнительный триггер 9 с выхода нулевого плеча выдает сигнал о смене вектора отвода на противоположный на вход дешифратора 10 направлений векторов отвода режущего инструмента от обрабатываемой поверхности, также выдает сигнал запрета на второй вход схемы И 19 делителя 5 частоты системы ЧПУ и происходит сброс в исходное состояние счетчика 6 числа импульсов на период прерывания стружки по второму входу с выхода формирователя 18 короткого импульса.
Одновременно с эочм с выхода единичного плеча дополнительного триггера 9 выдается сигнал разрешения на второй вход делителя 12 задающей частоты.
Импульсы с генератора 13 задающей частоты системы ЧПУ, проходя через делитель 12 задающей частоты, поступают на первый вход схемы И 23 делителя 12 задающей частоты для векторов отвода от повер0 хности резания, а также поступают на первый вход схемы И 22 делителя 12 задающей частоты для векторов подвода режущего инструмента к обрабатываемой поверхности.
5 Одновременно с перебросом дополнительного триггера 9 с выхода переключателя 7 сигнал перебрасывает триггер 21 управления последовательностью дополнительных перемещений режущего инструмента.
0 Триггер 21 управления последовательностью дополнительных перемещений с выхода нулевого плеча выдает сигнал запрета на второй вход схемы 1/1 27 счетчика 26 числа импульсов координат и на второй вход схе5 мы И 22 делителя 12 задающей частоты, запрещая тем самым прохождение импульсов с выхода формирователя 14 длительности импульсов векторов отвода от обрабатываемой поверхности через схему
0 И 27 на вход счетчика 26 числа импульсов координат векторов отвода от обрабатываемой поверхности и запрещает прохождение импульсов с выхода делителя 12 задающей частоты через схему И 22 делителя 12 задэ5- ющей частоты.
Триггер 21 управления последовательностью дополнительных перемещений с выхода единичного плеча выдает сигнал разрешения на второй вход схемы И 23 де0 лителя 12 задающей частоты для векторов отвода от поверхности резания.
Импульсы с выхода делителя 12 задающей частоты, проходя через схему И 23 делителя 12 задающей частоты поступают на
5 первый вход схемы И 28 состояния счетчика 26 числа импульсов по координате X, поступают на первый вход схемы И 29 состояния счетчика 26 числа импульсов по координате Z и поступают на первый вход
0 счетчика-делителя на два 25.
В зависимости от технологической команды на отвод режущего инструмента дешифратор 24 направлений векторов отвода от поверхности резания выдает сигнал на
5 второй вход счетчика-делителя два 25 разрешения (для векто ров $1,5з,55, S) или запрета (для векторов $2, S4, Se, Ss). По разрешающему сигналу счетчик-делитель на два 25 пропускает входные импульсы, а при запрещающем сигнале осуществляет деление на два входных импульсов, поступающих с выхода схемы И 23 делителя 12 задающей частоты на вход счетчика 26 числа импульсов координат векторов отвода, уменьшая его содержимое до нуля.
С первого выхода счетчика 26 числа импульсов будет присутствовать сигнал разрешения на втором входе схемы И 28 состояния счетчика 26 числа импульсов по координате X, со второго выхода счетчика 26 числа импульсов будет присутствовать также сигнал разрешения на втором входе схемы И 29 состояния счетчика 26 числа импульсов по координате Z.
Разрешающие уровни на вторых входах схем И 28 и 29 будут присутствовать до тех пор, пока не обнулится содержимое счетчика 26 числа импульсов по каждой координате.
Импульсы с выхода схемы И 23 делителя 12 задающей частоты проходя через схему И 28 состояния счетчика 26 числа импульсов по координате X поступают на второй вход схемы И. 30 дешифратора 24 направлений векторов отвода от поверхности резания и проходя через схемы И 29 состояния счетчика 26 числа импульсов по координате Z поступают на Второй вход схемы И 31 дешифратора 24 направлений векторов отвода.
В зависимости от технологической команды на отвод режущего инструмента дешифратор 24 направлений векторов отвода от поверхности резания выдает на первый вход схемы И 30 дешифратора 24 разрешающий уровень по координате +Х или -X, также дешифратор 24 выдает на первый вход схемы И 31 дешифратора 24 разрешающий уровень по координате +Z или -Z.
Импульсы с выхода схемы И 28 состояния счетчика 26 числа импульсов по коорди- нате X проходя через схему И 30 дешифратора 24 поступают на первый вход формирователя 33 длительности импульсов для векторов отвода от поверхности резания детали, и также с выхода схемы И 29 состояния счетчика 26 числа импульсов по координате Z проходя через схему И 31 дешифратора 24 поступают на второй вход формирователя 33.
Импульсы, сформированные формирователем 33 по обоим координатам по длительности в соответствии с длительностью импульсов, работающих в системе ЧПУ, с выхода формирователя 33 длительности импульсов для векторов отвода от поверхности резания поступают на третий вход блока 15 выхода декад системы ЧПУ, обеспечивая тем самым отвод режущего инструмента от поверхности резания по вектору Soi.
Импульсы на третьем входе блока 15 выхода декад будут присутствовать до тех пор пока полностью не обнулится содержимое счетчика 26 числа импульсов по обоим 5 координатам X и Z.
С обнулением содержимого счетчика 26 числа импульсов с первого и второго выхода будут выданы запрещающие уровни на входы схем И 28 и 29, для прохождения импуль0 сов с выхода схемы И 23 делителя 12 задающей частоты.
При обнулении счетчика 26 числа импульсов по обеим координатам с его выхода будут присутствовать разрешающие уровни
5 на входе схемы И 32 по нулевому состоянию счетчика 26 числа импульсов.
Сигнал с выхода схемы И 32 по нулевому состоянию счетчика 26 поступает на первый нулевой вход триггера 21 управления после0 довательностью дополнительных перемещений и возвращает его в исходное нулевое состояние.
Триггер 21 управления последовательностью дополнительных перемещений с вы5 хода единичного плеча выдает сигнал запрета на второй вход схемы И 23 делителя 12 задающей частоты, запрещая тем самым прохождение импульсов с выхода делителя 12 задающей частоты через схему И 23 де0 лителя 12 задающей частоты на вход схем И 28,29 и на второй вход счетчика-делителя на два 25.
С выхода нулевого плеча триггер 21 управления последовательностью дополни5 тельных перемещений выдает сигнал разрешения нз второй вход схемы И 22 делителя 12 задающей, частоты и на второй вход схемы И 27 счетчика 26 числа импульсов координат для векторов отвода.
0 С выхода делителя 12 задающей частоты импульсы, проходя через схему И 22 делителя 12 задающей частоты для векторов подвода режущего инструмента поступают на вход счетчика 6 числа импульсов на пери5 од прерывания стружки и на первый вход схемы И 20 дешифратора 10 направлений векторов отвода.
На втором входе схемы И 20 дешифратора 10 присутствуют разрешающие уров0 ни, измененные на противоположные вектору отвода, но координатам +Х, -X, +Z, -Z с выхода дешифратора 10 направлений векторов отвода. Импульсы с выхода схемы И 22 делителя 12 задающей частоты пррхо5 дя через схему И 20 дешифратора 10 поступают на вход формирователя 14 длительности импульсов.
С выхода формирователя 14 импульсы поступают на второй вход блока 15 выхода
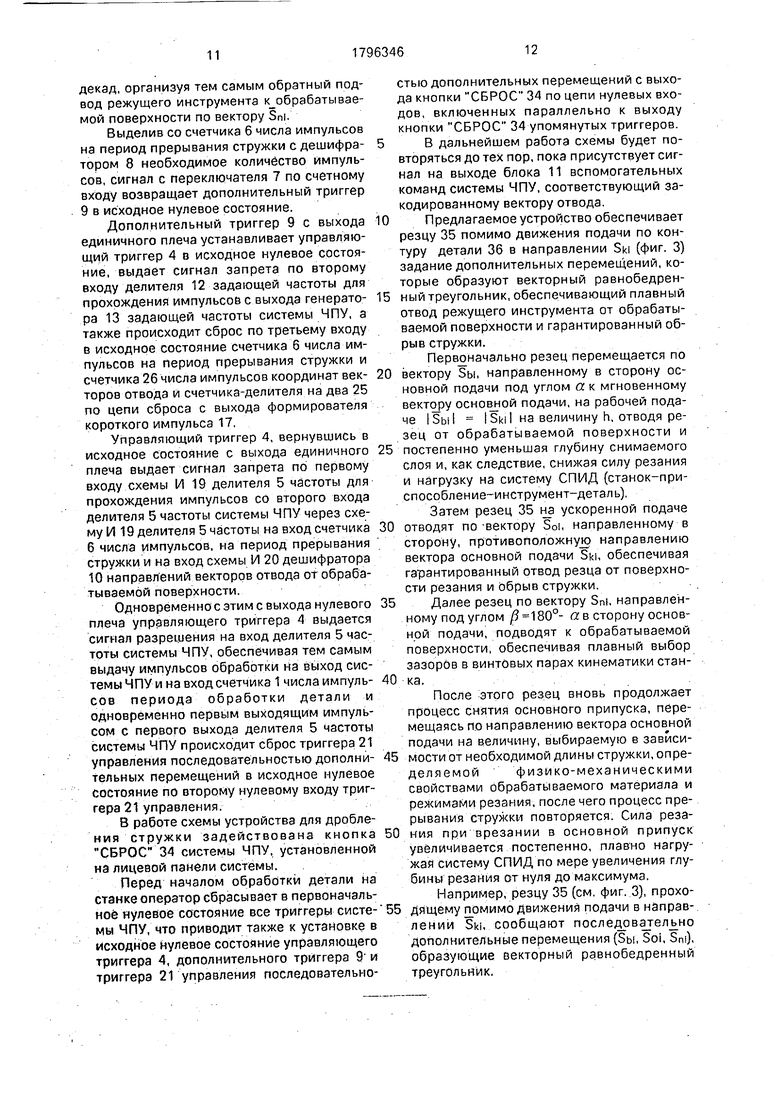
декад, организуя тем самым обратный подвод режущего инструмента обрабатываемой поверхности по вектору Sni.
Выделив со счетчика 6 числа импульсов на период прерывания стружки с дешифра- тором 8 необходимое количество импульсов, сигнал с переключателя 7 по счетному входу возвращает дополнительный триггер 9 в исходное нулевое состояние.
Дополнительный триггер 9 с выхода единичного плеча устанавливает управляющий триггер 4 в исходное нулевое состояние, выдает сигнал запрета по второму входу делителя 12 задающей частоты для прохождения импульсов с выхода генерато- ра 13 задающей частоты системы ЧПУ, а также происходит сброс по третьему входу в исходное состояние счетчика 6 числа импульсов на период прерывания стружки и счетчика 26 числа импульсов координат век- торов отвода и счетчика-делителя на два 25 по цепи сброса с выхода формирователя короткого импульса 17,
Управляющий триггер 4, вернувшись в исходное состояние с выхода единичного плеча выдает сигнал запрета по первому входу схемы И 19 делителя 5 частоты для прохождения импульсов со второго входа делителя 5 частоты системы ЧПУ через схему И 19 делителя 5 частоты на вход счетчика 6 числа импульсов, на период прерывания стружки и на вход схемы И 20 дешифратора 10 направлений векторов отвода or обрабатываемой поверхности.
Одновременно с этим с выхода нулевого плеча управляющего триггера 4 выдается сигнал разрешения на вход делителя 5 частоты системы ЧПУ, обеспечивая тем самым выдачу импульсов обработки на выход системы ЧПУ и на вход счетчика 1 числа импуль- сов периода обработки детали и одновременно первым выходящим импульсом с первого выхода делителя 5 частоты системы ЧПУ происходит сброс триггера 21 управления последовательностью дополни- тельных перемещений в исходное нулевое состояние по второму нулевому входу триггера 21 управления.
В работе схемы устройства для дробления стружки задействована кнопка СБРОС 34 системы ЧПУ, установленной на лицевой панели системы.
Перед началом обработки детали на станке оператор сбрасывает в первоначальное нулевое состояние все триггеры системы ЧПУ, что приводит также к установке в исходное нулевое состояние управляющего триггера 4, дополнительного триггера 9 и триггера 21 управления последовательностью дополнительных перемещений с выхода кнопки СБРОС 34 по цепи нулевых входов, включенных параллельно к выходу кнопки СБРОС 34 упомянутых триггеров.
В дальнейшем работа схемы будет повторяться до тех пор, пока присутствует сигнал на выходе блока 11 вспомогательных команд системы ЧПУ, соответствующий закодированному вектору отвода.
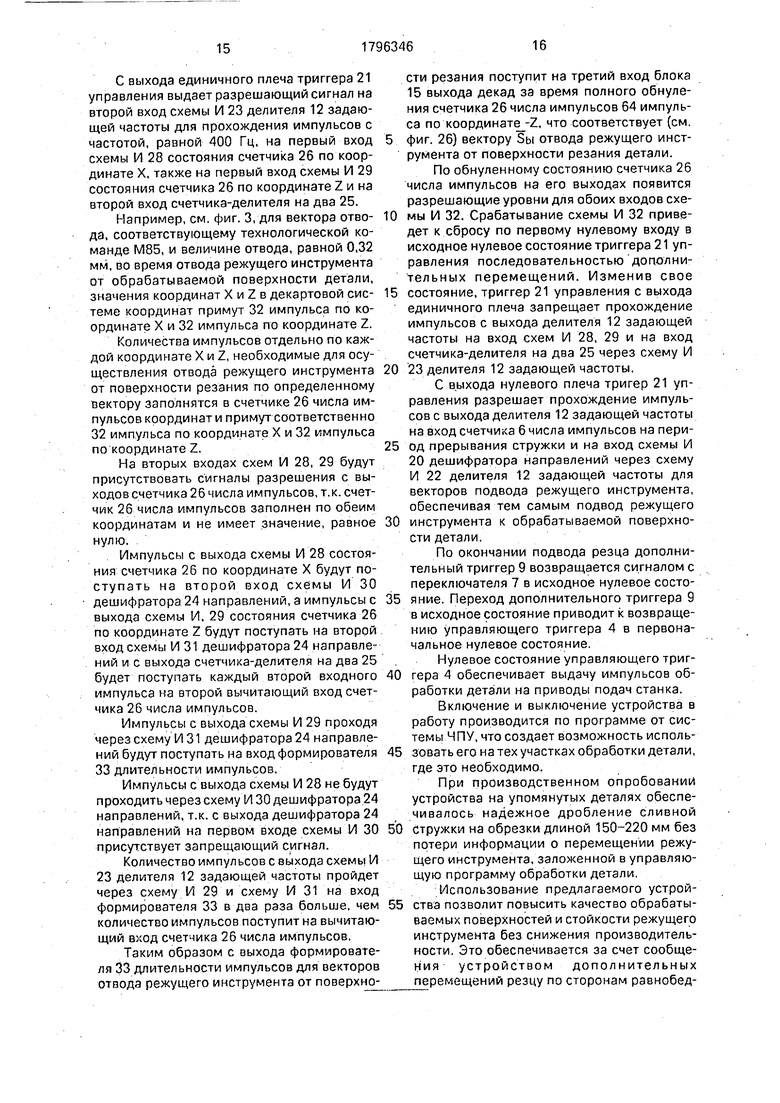
Предлагаемое устройство обеспечивает резцу 35 помимо движения подачи по контуру детали 36 в направлении Ski (фиг. 3) задание дополнительных перемещений, которые образуют векторный равнобедренный треугольник, обеспечивающий плавный отвод режущего инструмента от обрабатываемой поверхности и гарантированный обрыв стружки.
Первоначально резец перемещается по вектору Зы, направленному в сторону основной подачи под углом а к мгновенному вектору основной подачи, на рабочей подаче ISbil iSkil на величину h, отводя резец от обрабатываемой поверхности и постепенно уменьшая глубину снимаемого слоя и, как следствие, снижая силу резания и нагрузку на систему СПИД (станок-при- способление-инструмент-деталь).
Затем резец 35 на ускоренной подаче отводят по-вектору Sol, направленному в сторону, противоположную направлению вектора основной подачи Ski, обеспечивая гарантированный отвод резца от поверхности резания и обрыв стружки.
Далее резец по вектору Snb направленному под углом /3 180°- а в сторону основной подачи, подводят к обрабатываемой поверхности, обеспечивая плавный выбор зазоров в винтовых парах кинематики станка.
После этого резец вновь продолжает процесс снятия основного припуска, перемещаясь по направлению вектора основной подачи на величину, выбираемую в зависимости от необходимой длины стружки, опре- деляемой физико-механическими свойствами обрабатываемого материала и режимами резания, после чего процесс прерывания стружки повторяется. Сила резания при врезании в основной припуск увеличивается постепенно, плавно нагружая систему СПИД по мере увеличения глубины резания от нуля до максимума.
Например, резцу 35 (см. фиг. 3), проходящему помимо движения подачи в направлении Ski, сообщают последовательно дополнительные перемещения (Sbi, Soi, Sni), образующие векторный равнобедренный треугольник.
Устройство для дробления стружки при обработке деталей на токарных станках с ЧПУ изготовлено в виде стандартных плат, установленных в системе ЧПУ типа Н22-1 М токарного станка модели 16К20ФЗС5.
Устройство разработано и изготовлено на элементной базе системы ЧПУ Н22-Ш, а именно на микросхемах серии К155.
Для дробления сливной стружки оператор устанавливает переключателем 3 необходимый период обработки детали режущим инструментом. Период обработки в зависимости от обрабатываемого материала и характера обработки может регулироваться в диапазоне 0,08; 0,16; 0,32; 0,64; 0,96; 1,28; 1,92; 2,56 (мм).
Так, при обработке валов диаметром 48 мм, длиной 225 мм из материала сталь ЗОХГСА резцом с пластинкой твердого сплава Т15К6 на режимах об/мин, ,24 мм/об переключатель 3 был установлен в положение, соответствующее периоду обработки, равному 0,96 мм.
При этом выделив со счётчика 1 с дешифратором 2 установленное количество импульсов, сигнал с переключателя 3 устанавливает управляющий триггер 4 в единичное состояние.
Тем самым управляющий триггер 4 приостанавливает выдачу импульсов на приводы подач станка.
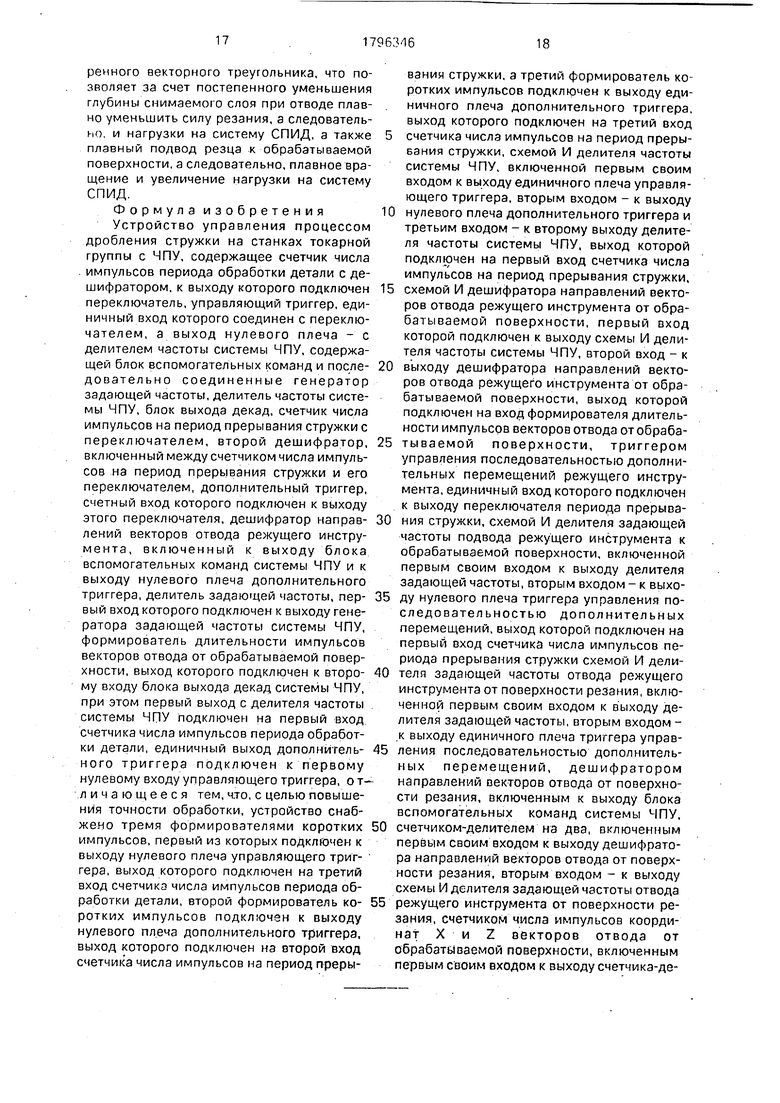
Устройством реализован набор векторов Si, 52, .... Ss отвода в 8 различных направлениях от 0° до 360° через каждые 45° в декартовой системе координат. Направление вывода резца (бы) кодируется в управляющей программе обработки в зависимости от геометрии обрабатываемой поверхности.
Закодированный вектор вывода анализируется дешифратором 10 направлений векторов отвода от обрабатывемой поверхности, который управляет работой схемы И 20 дешифратора 10 направлений по выдаче в блок 15 выхода декад системы ЧПУ импульсов отвода и подвода режущего инстру- мента по заданным координатам к обрабатываемой поверхности.
Закодированный вектор отвода анализируется также дешифратором 24 направлений векторов отвода от поверхности резания, который управляет работой схемы И 30 дешифратора 24 направлений по координате X и схемы И 31 дешифратора 24 направлений по координате Z, по выдаче в блок 16 выхода декад системы ЧПУ импульсов отвода режущего инструмента от поверхности резания.
Импульсы, идущие со второго выхода делителя 5 частоты через схему И 19 делителя 5 частоты, поступают на вход счетчика 6 числа импульсов на период прерывания 5 стружки и на вход схемы И 20 дешифратора 10 направлений векторов отвода от обрабатываемой поверхности с частотой, равной закодированной рабочей подаче режущего инструмента в программе обработки дета- 0 ли.
Делитель 12 задающей частоты преобразует частоту генератора 13 задающей частоты системы ЧПУ до рабочей частоты отвода режущего инструмента от поверхно- 5 сти резания детали и подвода режущего инструмента к обрабатываемой поверхности детали, равной 400 Гц.
Для.обеспечения безусловного прерывания сливной стружки за минимальный от- 0 резок времени оператор устанавливает переключателем 7 необходимую величину отвода резца. Величина отвода в зависимости от режимов обработки может регулироваться в диапазоне 0,08; 0,16; 0,24; 0,32; 5 0,40; 0,48 мм.
При обработке упомянутой детали переключатель 7 был установлен в положение, соответствующее величине отвода, равной 0,32 мм.
0 При этом выделив со счетчика 6 с дешифратором 8 установленное количество импульсов отвода, сигнал с переключателя 7 устанавливает дополнительный триггер 9 из исходного нулевого состояния в единич- 5 ное.
Изменив свое состояние дополнительный триггер 9 выдает сигнал с нулевого плеча о смене направления вектора отвода режущего инструмента в дешифратор 10 на- 0 правлений векторов отвода от обрабатываемой поверхности детали.
Таким образом, обеспечивается в дальнейшем подвод режущего инструмента к обрабатываемой поверхности детали. 5 С единичного плеча дополнительный триггер 9 выдает сигнал запрета в схему И
19 делителя 5 частоты для прохождения импульсов, соответствующих закодированной рабочей подаче режущего инструмента со 0 второго выхода делителя 5 частоты на вход счетчика 6 числа импульсов на период прерывания стружки и на первый вход схемы И
20 дешифратора 10 направлений векторов отвода от обрабатываемой поверхности. 5 Одновременно с перебросом дополнительного триггера 9 в единичное состояние, переходит из нулевого в единичное состояние и триггер 21 управления последовательностью дополнительных перемещений.
С выхода единичного плеча триггера 21 управления выдает разрешающий сигнал на второй вход схемы И 23 делителя 12 задающей частоты для прохождения импульсов с частотой, равной 400 Гц, на первый вход схемы И 28 состояния счетчика 26 по координате X, также на первый вход схемы И 29 состояния счетчика 26 по координате Z и на второй вход счетчика-делителя на два 25.
Например, см. фиг. 3, для вектора отвода, соответствующему технологической команде М85, и величине отвода, равной 0,32 мм, во время отвода режущего инструмента от обрабатываемой поверхности детали, значения координат X и Z в декартовой системе координат примут 32 импульса по координате X и 32 импульса по координате Z.
Количества импульсов отдельно по каждой координате X и Z, необходимые для осуществления отвода режущего инструмента от поверхности резания по определенному вектору заполнятся в счетчике 26 числа импульсов координат и примут соответственно
32 импульса по координате X и 32 импульса по координате Z.
На вторых входах схем И 28, 29 будут присутствовать сигналы разрешения с выходов счетчика 26 числа импульсов, т.к. счетчик 26 числа импульсов заполнен по обеим координатам и не имеет значение, равное нулю.
Импульсы с выхода схемы И 28 состояния счетчика 26 по координате X будут поступать на второй вход схемы И 30 дешифратора 24 направлений, а импульсы с выхода схемы И, 29 состояния счетчика 26 по координате Z будут поступать на второй вход схемы И 31 дешифратора 24 направлений и с выхода счетчика-делителя на два 25 будет поступать каждый второй входного импульса на второй вычитающий вход счетчика 26 числа импульсов.
Импульсы с выхода схемы И 29 проходя через схему И 31 дешифратора 24 направлений будут поступать на вход формирователя
33 длительности импульсов.
Импульсы с выхода схемы И 28 не будут проходить через схему И 30 дешифратора 24 направлений, т.к. с выхода дешифратора 24 направлений на первом входе схемы И 30 присутствует запрещающий сигнал.
Количество импульсов с выхода схемы И 23 делителя 12 задающей частоты пройдет через схему И 29 и схему И 31 на вход формирователя 33 в два раза больше, чем количество импульсов поступит на вычитающий вход счетчика 26 числа импульсов.
Таким образом с выхода формирователя 33 длительности импульсов для векторов отвода режущего инструмента от поверхности резания поступит на третий вход блока 15 выхода декад за время полного обнуления счетчика 26 числа импульсов 64 импульса по координате, что соответствует (см.
фиг. 26) вектору Бы отвода режущего инструмента от поверхности резания детали.
По обнуленному состоянию счетчика 26 числа импульсов на его выходах появится разрешающие уровни для обоих входов схе0 мы И 32. Срабатывание схемы И 32 приведет к сбросу по первому нулевому входу в исходное нулевое состояние триггера 21 управления последовательностью дополнительных перемещений. Изменив свое
5 состояние, триггер 21 управления с выхода единичного плеча запрещает прохождение импульсов с выхода делителя 12 задающей частоты на вход схем И 28, 29 и на вход счетчика-делителя на два 25 через схему И
0 23 делителя 12 задающей частоты,
С выхода нулевого плеча тригер 21 управления разрешает прохождение импульсов с выхода делителя 12 задающей частоты на вход счетчика 6 числа импульсов на пери5 од прерывания стружки и на вход схемы И 20 дешифратора направлений через схему И 22 делителя 12 задающей частоты для векторов подвода режущего инструмента, обеспечивая тем самым подвод режущего
0 инструмента к обрабатываемой поверхности детали.
По окончании подвода резца дополнительный триггер 9 возвращается сигналом с переключателя 7 в исходное нулевое состо5 яние. Переход дополнительного триггера 9 в исходное состояние приводит к возвращению управляющего триггера 4 в первоначальное нулевое состояние.
Нулевое состояние управляющего триг0 гера 4 обеспечивает выдачу импульсов обработки детали на приводы подач станка.
Включение и выключение устройства в работу производится по программе от системы ЧПУ, что создает возможность исполь5 зовать его на тех участках обработки детали, где это необходимо.
При производственном опробовании устройства на упомянутых деталях обеспечивалось надежное дробление сливной
0 Стружки на обрезки длиной 150-220 мм без потери информации о перемещении режущего инструмента, заложенной в управляющую программу обработки детали.
Использование предлагаемого устрой5 ства позволит повысить качество обрабатываемых поверхностей и стойкости режущего инструмента без снижения производительности. Это обеспечивается за счет сообщения устройством дополнительных перемещений резцу по сторонам равнобедрепного векторного треугольника, что позволяет за счет постепенного уменьшения глубины снимаемого слоя при отводе плавно уменьшить силу резания, а следовательно, и нагрузки на систему СПИД, а также плавный подвод резца к обрабатываемой поверхности, а следовательно, плавное вращение и увеличение нагрузки на систему СПИД.
Формула изобретения Устройство управления процессом дробления стружки на станках токарной группы с ЧПУ, содержащее счетчик числа . импульсов периода обработки детали с дешифратором, к выходу которого подключен переключатель, управляющий триггер, единичный вход которого соединен с переключателем, а выход нулевого плеча - с делителем частоты системы ЧПУ, содержащей блок вспомогательных команд и после- довательно соединенные генератор задающей частоты, делитель частоты системы ЧПУ, блок выхода декад, счетчик числа импульсов на период прерывания стружки с переключателем, второй дешифратор, включенный между счетчиком числа импульсов на период прерывания стружки и его переключателем, дополнительный триггер, счетный вход которого подключен к выходу этого переключателя, дешифратор направлений векторов отвода режущего инструмента, включенный к выходу блока вспомогательных команд системы ЧПУ и к выходу нулевого плеча дополнительного триггера, делитель задающей частоты, первый вход которого подключен к выходу генератора задающей частоты системы ЧПУ, формирователь длительности импульсов векторов отвода от обрабатываемой поверхности, выход которого подключен к второму входу блока выхода декад системы ЧПУ, при этом первый выход с делителя частоты системы ЧПУ подключен на первый вход счетчика числа импульсов периода обработки детали, единичный выход дополнительного триггера подключен к первому нулевому входу управляющего триггера, о т- л и ч а ю щ е е с я тем, что, с целью повышения точности обработки, устройство снабжено тремя формирователями коротких импульсов, первый из которых подключен к выходу нулевого плеча управляющего триггера, выход которого подключен на третий вход счетчика числа импульсов периода обработки детали, второй формирователь коротких импульсов подключен к выходу нулевого плеча дополнительного триггера, выход которого подключен на второй вход счетчика числа импульсов на период прерывания стружки, а третий формирователь коротких импульсов подключен к выходу единичного плеча дополнительного триггера, выход которого подключен на третий вход 5 счетчика числа импульсов на период прерывания стружки, схемой И делителя частоты системы ЧПУ, включенной первым своим входом к выходу единичного плеча управляющего триггера, вторым входом - к выходу
0 нулевого плеча дополнительного триггера и третьим входом - к второму выходу делителя частоты системы ЧПУ. выход которой подключен на первый вход счетчика числа импульсов на период прерывания стружки,
5 схемой И дешифратора направлений векторов отвода режущего инструмента от обрабатываемой поверхности, первый вход которой подключен к выходу схемы И делителя частоты системы ЧПУ, второй вход - к
0 выходу дешифратора направлений векторов отвода режущего инструмента от обрабатываемой поверхности, выход которой подключен на вход формирователя длительности импульсов векторов отвода отобраба5 тываемой поверхности, триггером управления последовательностью дополнительных перемещений режущего инструмента, единичный вход которого подключен к выходу переключателя периода прерыва0 ния стружки, схемой И делителя задающей частоты подвода режущего инструмента к обрабатываемой поверхности, включенной первым своим входом к выходу делителя задающей частоты, вторым входом - к выхо5 ду нулевого плеча триггера управления последовательностью дополнительных перемещений, выход которой подключен на первый вход счетчика числа импульсов периода прерывания стружки схемой И дели0 телп задающей частоты отвода режущего инструмента от поверхности резания, включенной первым своим входом к выходу делителя задающей частоты, вторым входом - к выходу единичного плеча триггера управ5 ления последовательностью дополнительных перемещений, дешифратором направлений векторов отвода от поверхности резания, включенным к выходу блока вспомогательных команд системы ЧПУ,
0 счетчиком-делителем на два, включенным первым своим входом к выходу дешифратора направлений векторов отвода от поверхности резания, вторым входом - к выходу схемы И делителя задающей частоты отвода
5 режущего инструмента от поверхности резания, счетчиком числа импульсов координат X и Z векторов отвода от обрабатываемой поверхности, включенным первым своим входом к выходу счетчика-делителя на два, схемой И счетчика числа импульсов координат X и Z, включенной первым своим входом к выходу формирователя длительности импульсов для векторов отвода режущего инструмента, вторым входом - к выходу нулевого плеча триггера управления последовательностью дополнительных перемещений, выход которой подключен на второй вход счетчика числа импульсов координат векторов отвода от обрабатываемой поверхности схемами И состояний счетчика числа импульсов координат X и Z векторов отвода от обрабатываемой поверхности, включенными первыми своими входами к выходу схемы И делителя задающей частоты для векторов отвода режущего инструмента от поверхности резания детали, вторыми входами к первому и второму выходам счетчика числа импульсов координат X и Z векторов отвода от обрабатываемой поверхности, схемами И дешифратора направлений векторов отвода режущего инструмента от поверхности резания детали по координатам X и Z, включенными пер- выми своими входами к выходу дешифратора направлений векторов отвода от поверхности резания, вторыми входами - к выходам схем И состояния счетчика числа импульсов по координатам X и Z соответственно, схемой И по нулевому состоянию счётчика числа импульсов координат X и Z для векторов отвода от обрабатываемой поверхности, первый и второй входы которой подключены соответственно к первому и второму выходам этого счетчика, выход которой подключен на первый нулевой вход триггера управления последовательностью
дополнительных перемещений, формирователем длительности импульсов для векторов отвода режущего инструмента от поверхности резания детали, первый вход
которого подключен к выходу схему 1/1 дешифратора направлений векторов отвода режущего инструмента по координате X от поверхности резания детали, второй вход - к выходу схемы И дешифратора направлений векторов отвода режущего инструмента по координате Z от поверхности резания детали, выход которого подключен на третий вход блока выхода декад системы ЧПУ, схемой ИЛИ, включенной своим входом к
выходу блока вспомогательных команд системы ЧПУ, выход которой подключен на второй вход счетчика числа импульсов на период обработки детали, кроме того, выход третьего формирователя коротких импульсов подключен на третий вход счетчика-де- лителя на два и на третий вход счетчика . числа импульсов координат векторов отвода, а первый выход с делителя частоты системы ЧПУ подключен также на второй
нулевой вход триггера управления последовательностью дополнительных перемещений, второй нулевой вход управляющего триггера, нулевой вход дополнительного триггера и третий нулевой вход триггера
управления последовательностью дополнительных перемещений подключены параллельно к кнопке СБРОС системы ЧПУ, единичный выход дополнительного триггера подключен к второму входу делителя задающей частоты.
5j (MS2)

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для дробления стружки на станках с ЧПУ | 1983 |
|
SU1085685A2 |
| Устройство для дробления стружки на станках с ЧПУ | 1987 |
|
SU1509186A1 |
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Устройство для дробления стружки | 1978 |
|
SU766756A1 |
| Устройство для управления дроблением стружки на токарных станках с программным управлением | 1983 |
|
SU1111132A1 |
| Устройство для дробления стружки на станках с числовым программным управлением | 1987 |
|
SU1502206A1 |
| Устройство для управления процессом резания с дроблением стружки на станках с ЧПУ | 1989 |
|
SU1748959A1 |
| Устройство контроля затупления режущего инструмента на станках с ЧПУ | 1986 |
|
SU1442875A1 |
| Система адаптивного числового программного управления металлорежущим станком | 1980 |
|
SU954945A1 |
| Устройство для кинематического дробления стружки на токарных станках с числовым программным управлением | 1980 |
|
SU959036A1 |

Изобретение относится к токарной обработке, а именно к устройствам для дробления стружки на токарных станках, и может быть использовано для дробления стружки при обработке деталей на токарных станках с числовым программным управлением. Сущность заключается в том, что повышается точность обработки за счет исключения врезания инструмента в обрабатываемую поверхность (фазу) на всю глубину резания по осевой Ро и радиальной Ру составляющим сил резания. Это достигается с помощью счетчиков числа импульсов, дешифраторов, триггеров, делителя частоты системы ЧПУ и генератора. 3 ил. СО с
А №3
ss (мм
SSL
56(М85)
jSs(MH)5, (MM) 2
(MS7)
| Устройство для дробления стружки на станках с ЧПУ | 1981 |
|
SU997990A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
