Изобретение относится к обработке металлов резанием, а именно к способам обработки отверстий малого диаметра сверлением.
Цель изобретения - повышение производительности обработки за счет устранения поломок инструмента и наложения независимых вибраций на деталь и инструмент.
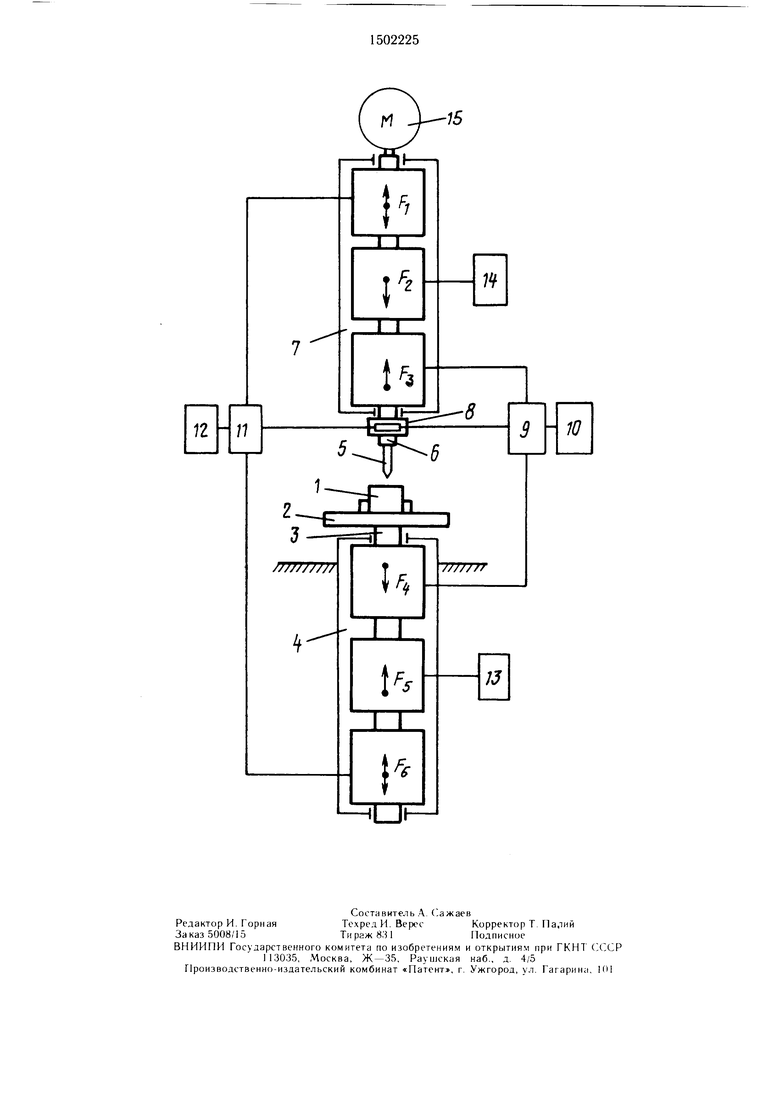
На чертеже изображено устройство для осуществления способа сверления отверстий малого диаметра.
Деталь 1 установлена на стате 2, закрепленном в свою очередь на якоре 3 линейного электрического двигателя 4. Инструмент 5 закрепляется в шпинделе 6, являющемся одновременно ротором или якорем линейного электрического двигателя 7. На шпинделе 6 установлен датчик 8 крутящего момента, связанный с блоком 9 управления и источником 10 питания линейных двигателей.
Датчика 8 связан с блоком II управления генератора 12 импульсов линейных двигателей. Линейные двигатели 4 и 7 имеют также источники питания соответственно 13 и 14, а инструмент получает вращение от отдельного электродвигателя 15.
Способ осуществляют следующим обра зом.
После установки детали 1 на стол 2 включают источник 13 питания, создающий в линейном двигателе 4 электродинамическую силу Fj, подающую деталь в зону резания до упора. Затем включают двигатель 15 вращения инструмента 5 и источник 14 питания, создающий электродинамическую силу FI, подающую инструмент 5 к детали 1. Инструменту 5 и детали 1 сообщаются знакопеременные колебания вдоль оси при помощи генератора 12 импульсов с силами F, и F,.
СП
о
to to to ел
При превышении крутящего момента с датчика 8 снимают сигнал, который поступает на блоки 9 и I1 управления. Подача сигнала на блок 9 управления вызывает поступление питания от источника 10 на ли- нейиые двигатели 4 и 7. Этим создаются электродинамические силы Fj и F в направлениях, противоположных силам F,. и Fj. Подачей сигнала па блок 11 управления изменяют вибрации детали I и инструмента 5 от знакопеременных до пульсирующих, причем используют те части периодов, когда сила F, направлена противоположно силе FJ, а сила FS противоположна силе F..
Таким образом, F, 4-F3 FI, F + F fs.
На датчик 8 поступает сигнал об уменьшении крутящего момента, поэтому силы F и Ь- устраняются, а силы Fi и F принимают свое первоначальное значение. Таким образом, происходит стабилизация крутящего момента.
Пример. Производится сверление отверстия в детали из материала хромель диаметром 1,3 мм и г.чубиной 16 мм. Используется сверло из быстрорежупхей стали Р 6М5.
Сверление проводится с подачей S ,03 мм/об и скоростью резапия V 5,22 м; мип.
Предельный крутящий момент для сверла М 0,12 Н-м. Инструмент подается к детали с э. 1ектродинамической силой F, 180 И. . поддерживается электро- динамическ()11 силой Fs 219 И.
5
5
0
0
5
Инструменту сообщаются знакопеременные колебания частотой 95 Гц знакопеременной электродинамической силой F, 100 Н, детали - 70 Fu силой Fe 100 Н. Вывод инструмента при достижении предельного крутящего момента производятся силой Fj 270 Н, детали - F 350 Н.
Формула изобретения
1.Способ сверления отверстий малого диаметра, при котором инструменту сообщают электродинамическое усилие подачи вдоль оси и знакопеременные колебания, а при превышении значения крутящего момента заданного значения к инструменту при- к-тадывают усилие, пропорциональное изменению крутящего момента в направлении, противоположном движению подачи, и колебательные движения изменяют от знакопеременных до пульсирующих в этом же направлении, отличающийся тем, что, с целью повышения производительности обработки, при превып1ении значения крутящего момента заданного значения к детали прикладывают электродинамическое усилие в направлении вывода ее из зоны обработки.
2.Способ по п. 1, отличающийся тем, что детали одновременно сообщают знакопеременные колебания, а при превышении кру- тяпгего момента заданного значения колебательные движения изменяют до пульсирующих в направлении вывода детали из зоны обработки.

| название | год | авторы | номер документа |
|---|---|---|---|
| Способ сверления отверстий малого диаметра | 1981 |
|
SU1009640A1 |
| Станок для копировальной обработки | 1985 |
|
SU1288021A1 |
| Станок для копировальной обработки | 1985 |
|
SU1255391A2 |
| Сверлильный станок | 1986 |
|
SU1414564A1 |
| СПОСОБ СВЕРЛЕНИЯ ПОЛИМЕРНЫХ КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2008 |
|
RU2369478C1 |
| Патрон для режущего инструмента | 1988 |
|
SU1625590A1 |
| Станок | 1985 |
|
SU1269972A1 |
| Способ обработки отверстий | 1989 |
|
SU1704948A1 |
| СПОСОБ ВИБРОСВЕРЛЕНИЯ С МЕЛКОДИСПЕРСНЫМ ДРОБЛЕНИЕМ СТРУЖКИ | 2008 |
|
RU2412023C2 |
| СВЕРЛИЛЬНАЯ ГОЛОВКА С ОСЕВЫМИ КОЛЕБАНИЯМИ | 2010 |
|
RU2525871C2 |
Изобретение относится к обработке металлов резанием, а точнее к способам обработки отверстий малого диаметра сверлением. Цель изобретения - повышение производительности обработки за счет устранения поломок инструмента и наложения независимых вибраций на деталь и инструмент. Инструменту сообщают электродинамическое усилие подачи вдоль оси и знакопеременные колебания. При превышении крутящего момента, к инструменту прикладывают усилие, пропорциональное изменению крутящего момента в направлении, противоположном движению подачи, а колебательные движения изменяют от знакопеременных до пульсирующих в этом же направлении. Обрабатываемой детали сообщают знакопеременные колебания в направлении обработки, а при превышении крутящего момента к детали прикладывают электродинамическое усилие в направлении вывода ее из зоны обработки и знакопеременные колебания изменяют до пульсирующих. 1 з.п.ф-лы, 1 ил.
-гП,
//////////
//////г
ы
.
Fr
| Способ сверления отверстий малого диаметра | 1981 |
|
SU1009640A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
