Изобретение относится к обработке металлов резанием и может быть использовано при контурной обработке на станках с ЧПУ деталей преимущественно сложной формы концевыми фрезами.
Цель изобретения - повышение производительности обработки за счет учета взаимосвязи режимов резания со степенью износа инструмента.
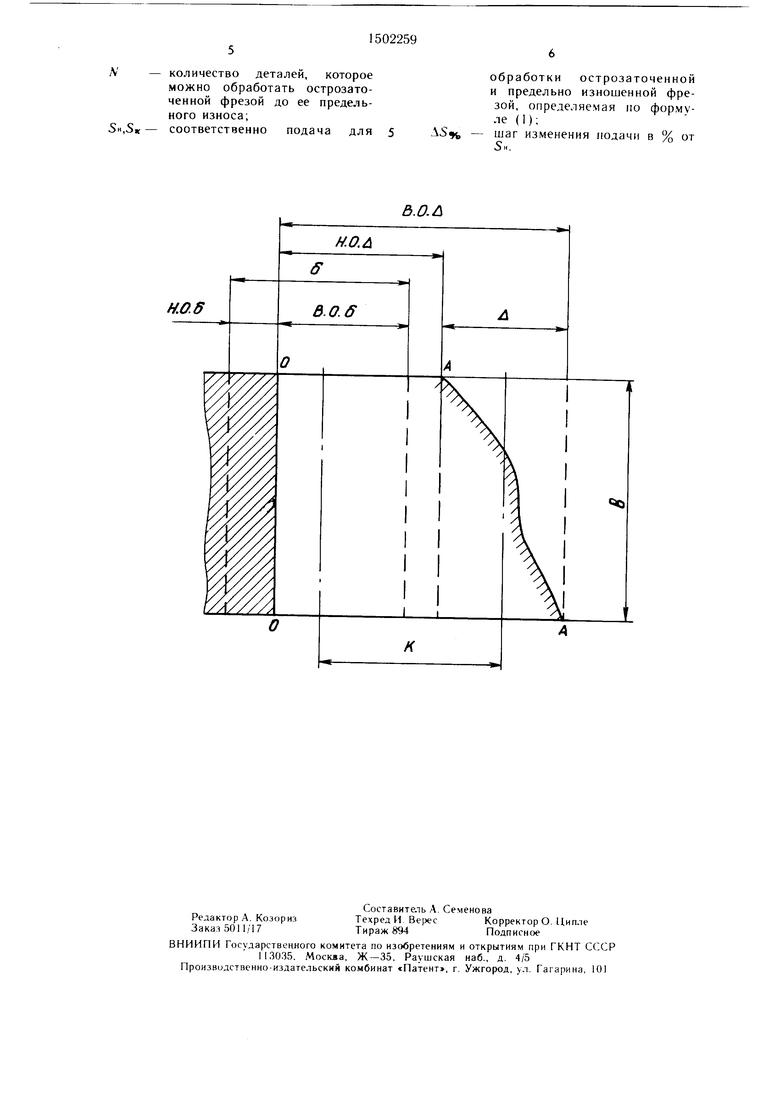
На чертеже представлено сечение обработанной поверхности нормальной к ней плоскостью, проходящей через ось фрезы.
На схеме приняты следующие обозначения: В - ширина фрезерования; 00 - номинальная образующая обработанной поверхности (по чертежу); АА - реальная образующая обработанной поверхности; Н.О.б и В.О.б - соответственно нижнее и верхнее предельные отклонения размеров контура детали; 6 - ширина поля допуска на размер детали; Н.О.Д и В.О.А - соответственно нижняя и верхняя границы поля изменения погрешности обработки; А - ширина поля изменения погрешности обработки; К - величина коррекции траектории.
Способ осуществляют следующим образом.
Величина износа фрезы компенсируется соответствующим изменением скорости продольной подачи. Увеличение силы резания при увеличении износа инструмента будет компенсировано снижением силы резания от уменьшения подачи. Стабилизированная таким образом сила резания вызовет образование стабильной погрешности обработки.
Рассчитанная по предложенной зависимости подача S обеспечивает величину поля рассеяния погрешностей обработки, не превышающую поля допуска 6 на выдерживаемый размер
s,,(1)
где S;- подача на зуб фрезы, мм/зуб;
К,
D6,
ел
о to ел
;о
; - жесткость технологической темы, Н/.мм;
сиеLC - угол, наклона спирального фрезы, град;
D - диаметр фрезы, мм;
- интенсивность напряжений в движущемся объеме деформируемого металла;
6 - допуск обрабатываемого размера, мм;
з 0,252Х (.s-/n(/E --s/nTf/i ) ztl-iM- ( - ) :
2. - границы угла контакта i-го
зуба фрезы с деталью; цтр - коэффициент трения инструмента о деталь)
/ - величина износа инструмента по задней поверхности, мм;
5
мным управлением, заключающийся в смещении траектории движения инструмента на величину, компенсирующую погрешности обработки от упругих деформаций технологической системы под действием усилия резания так, чтобы в каждой точке контура поле изменения погрешностей обработки при увеличении износа инструмента от начального до максимального значения располагалось внутри поля допуска иа соответствующий размер, отличающийся тем, что, с целью повыц ения производительности, для обработки острозаточенным инструментом назначают максимально допустимую подачу и уменьшают подачу по мере износа инструмента в соответствии с формулой
S, ,(1,
Л-э
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ коррекции управляющих программ для станков с числовым программным управлением | 1980 |
|
SU965725A1 |
| Способ обработки плоских и криволинейных поверхностей штамповой оснастки с коррекцией износа инструмента и станочных погрешностей | 2023 |
|
RU2822491C1 |
| СПОСОБ МНОГОПРОХОДНОГО ЦИЛИНДРИЧЕСКОГО ФРЕЗЕРОВАНИЯ | 2009 |
|
RU2409453C2 |
| Способ составления программ при механической обработке плоскостных деталей | 1979 |
|
SU876328A1 |
| Способ фрезерования пазов в тонкостенных деталях | 2020 |
|
RU2740068C1 |
| СПОСОБ УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ НА МНОГОИНСТРУМЕНТАЛЬНОМ СТАНКЕ | 1990 |
|
RU2038943C1 |
| КОНТРОЛЛЕР ДЛЯ СТАНКОВ С ЧПУ | 1993 |
|
RU2108900C1 |
| Способ многопроходной обработки отверстий | 1986 |
|
SU1373484A1 |
| СПОСОБ ОБРАБОТКИ ДЕТАЛЕЙ НА СТАНКАХ С ЧПУ | 2002 |
|
RU2220821C1 |
| ПРОРЕЗНАЯ ИЛИ ОТРЕЗНАЯ ДИСКОВАЯ ФРЕЗА | 1993 |
|
RU2041029C1 |
Изобретение относится к обработке металлов резанием и может быть использовано для повышения точности и производительности контурной обработки на станках с ЧПУ. Цель изобретения - повышение производительности обработки. Для этого определяют допустимые подачи для обработки контура детали острозаточенным SH и предельно изношенным SK инструментами. Корректируют траекторию движения инструмента так, чтобы в каждой точке контура поле изменения погрешностей обработки при увеличении износа инструмента от начального до максимального значения при соответствующем уменьшении подачи от SH до SK оставалось неизменным и располагалось внутри поля допуска на соответствующий размер. 1 з.п. ф-лы, 1 ил.
,5,(cos2w - ro,s-2ro,y-h 20 где5,- подача на зуб фрезы, мм/зуб;
3si,p, IT-ч±i osp((T}/2-ij;i) -0,o((n2ij7|)| ;
К, D6i
Р: условной плоср т -
работа юугол наклона кости сдвига; угол действия; число одновременно щих зубьев фрезы.
Уменьшение подачи по мере износа инструмента может производиться либо непрерывно по алгоритму, заложенному в программное обеспечение микропроцессорной системы ЧПУ, либо дискретно вручную с пульта управления УЧПУ переключателем коррекции скорости движения подачи.
Дискретное уменьшение подачи с шагом ASqj, производится каждый раз после обработки п деталей
.Н&- Сг)
где п - количество деталей, после обработки которого производится уменьшение подачи на S, ; Л - количество деталей, которое можно обработать острозаточенной фрезой до ее предельного износа;
- соответственно подача для обработки острозаточенной и предельно изношенной фрезой, определяемая по формуле (1); шаг изменения подачи, %, от SH или цена деления переключателя коррекции скорости движения подачи (обычно 20%).
Формула изобретения
. Способ управления процессом обработки на станке с числовым програмSH и SK
е/о
К, D6i
/ жесткость те.чнологическои сис- те.мы, Н/мм;
ai - yro. i нак. шна спира пьного зуба фрезы, град;
О - диаметр фрезы, мм;
5 -интенсивность напряжений в движущемся обьеме деформируемого металла;
Л допуск обрабатываемого размера, мм;
tM
Kv..--0, ( simf; ) ±nii ( -- - сохц1,
, -- границы угла контакта t-ro зуба фрезы с деталью;
ц,1р -- коэффициент трения инструмента о детал1з.
/} - величина износа инструмента по задней повсрхпости, мм;
К| -X |-0,5.s-/Hhl(c«,s-2472- гол-2ч7|)±
Уз 5(И,
±c-o.s-p (5Ф1) -Tf I) - - 0,5 (.s(«2ip j .s(27|;
Pi P
угол наклона условной плоскости сдвига; угол действия.
55
С5,-5,)/р
Сг)
где п
- количество деталей, пос.ге обработки которого производится уменьшение подачи на А5,
количество деталей, которое можно обработать острозаточенной фрезой до ее предельного износа;
соответственно подача для
Н.О.6
обработки острозаточенной и предельно изношенной фрезой, определяемая по формуле ( 1 );
шаг изменения подачи в % от 5к.
&.о.
| Способ коррекции управляющих программ для станков с числовым программным управлением | 1980 |
|
SU965725A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
