1
(21)4329254/23-05
(22)18.11.87
(46) 23.08.89. Бюл. № 31
(71)Научно-исследовательский институт шинной промьшшенности
(72)Б.Б.Толстов, Д.В.Фитисенков, Н.В.Гребенникова и В.К.Гордеев
(53)678.058:678.065 (088.8)
(56)Патент Великобритании
W 1409088, кл. В 5 А, опублик. 1973.
Заявка Франции № 2148289, кл. В 29 Н 5/00, опублик. 1973.
(54)ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРШЕК ПНЕВМАТИЧЕСКИХ ШИН
(57)Изобретение относится к изготовлению пневматических шин и может быть использовано при формовании и вулканизации заготовок покрышек в различных
типах форматоров-вулканизаторов. Цель изобретения - повьшение надежности пресс-формы в работе о Для этого в секторах 3 выполнены торцовые пазы 6 и 7, образующие в сомкнутом положении секторов с обоих торцов кольцевые полости. Торцовые пазы 6 и 7 связаны между собой вертикальными каналами 8. В неподвижной полуформе 1 выполнен подводящий канал 9 со штуцером 10 для соединения с линией сжатого воздуха. При смыкании секторов 3 во время их контакта с полуформами через штуцер 10 и канал 9 в пазы 6 и 7 и каналы 8 подается сжатый воздух. Между торцами секторов 3 и полуформами 1 и 2 создается воздушная подушка. В результате смыкание и размыкание секторов происходят пра кти- чески без трения. 2 ил.
(С
(Л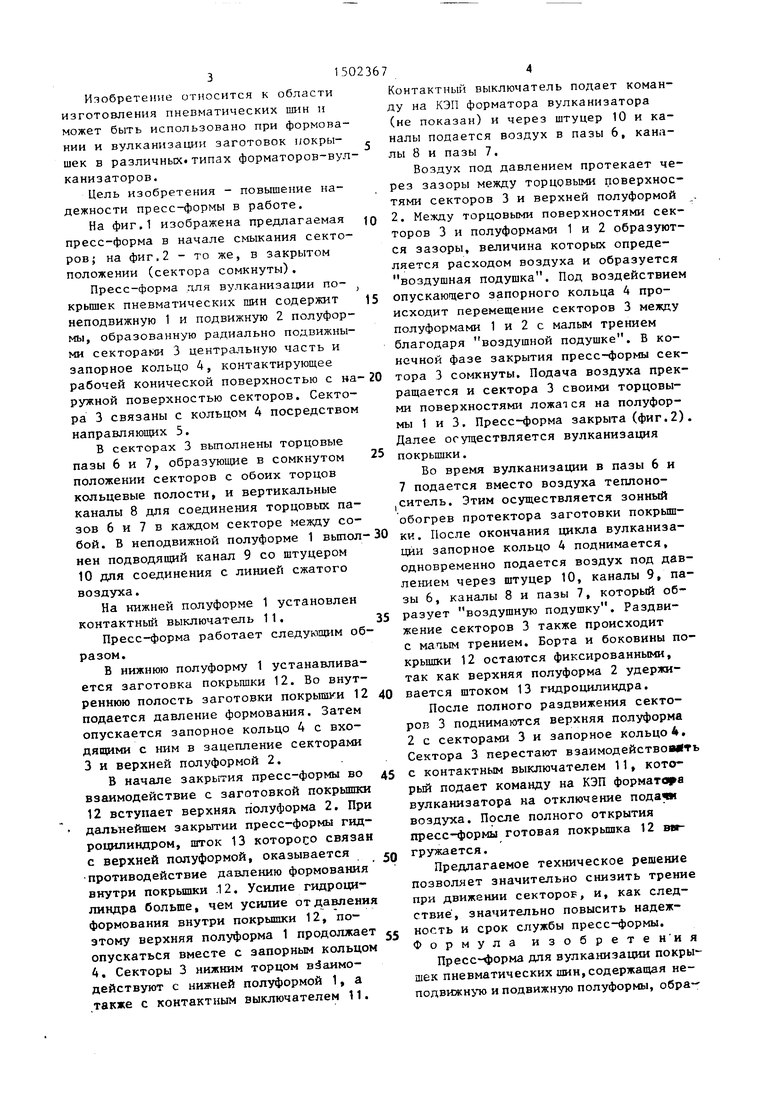
| название | год | авторы | номер документа |
|---|---|---|---|
| СЕКТОРНАЯ ПРЕСС-ФОРМА ДВУХФАЗНОГО ДЕЙСТВИЯ ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК ПНЕВМАТИЧЕСКИХ ШИН | 1997 |
|
RU2115553C1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1985 |
|
SU1265058A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1986 |
|
SU1339989A1 |
| Форматор-вулканизатор покрышки пневматической шины | 1978 |
|
SU670457A1 |
| Пресс-форма для вулканизации покрышек пневматических шин | 1974 |
|
SU490680A1 |
| ПРЕСС-ФОРМА ДЛЯ ВУЛКАНИЗАЦИИ ПОКРЫШЕК | 1972 |
|
SU426856A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU960041A1 |
| Устройство для формования и вулканизации покрышек пневматических шин | 1981 |
|
SU1016928A1 |
| Диафрагменный узел для формования и вулканизации покрышек пневматических шин | 1982 |
|
SU1039732A1 |
| Установка для формования и вулканизации покрышек пневматических шин | 1983 |
|
SU1100123A1 |
Изобретение относится к изготовлению пневматических шин и может быть использовано при формовании и вулканизации заготовок покрышек в различных типах форматоров-вулканизаторов. Цель изобретения - повышение надежности пресс-формы в работе. Для этого в секторах 3 выполнены торцовые пазы 6 и 7, образующие в сомкнутом положении секторов с обоих торцов кольцевые полости. Торцовые пазы 6 и 7 связаны между собой вертикальными каналами 8. В неподвижной полуформе 1 выполнен подводящий канал 9 со штуцером 10 для соединения с линией сжатого воздуха. При смыкании секторов 3 во время их контакта с полуформами через штуцер 10 и канал 9 в пазы 6 и 7 и каналы 8 подается сжатый воздух. Между торцами секторов 3 и полуформами 1 и 2 создается "воздушная подушка". В результате смыкание и размыкание секторов происходят практически без трения. 2 ил.
« 5 J
СП
ND
оо
Од
Изобретение относится к области изготовления пневматических шин и может быть использовано при формовании и вулканизации заготовок покрышек в различных типах форматоров-вулканизаторов.
Цель изобретения - повышение надежности пресс-формы в работе.
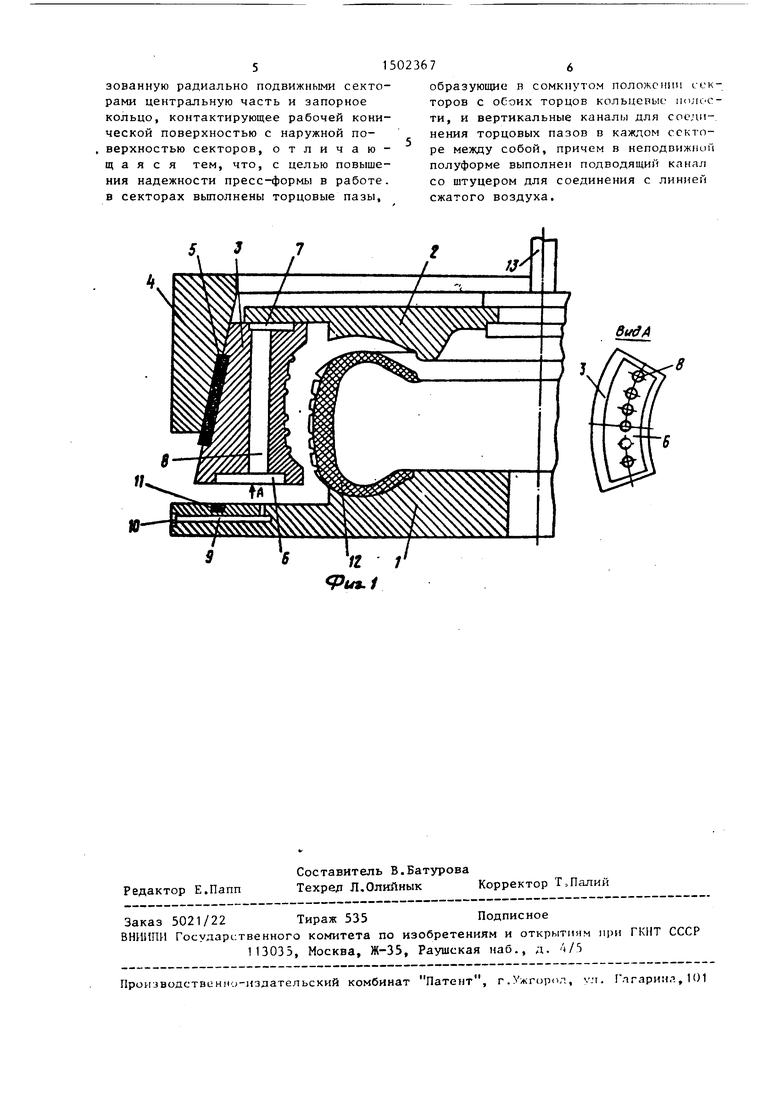
На фиг.1 изображена предлагаемая пресс-форма в начале смыкания секторов; на фиг.2 - то же, в закрытом положении (сектора сомкнуты),
Пресс-форма для вулканизации покрышек пневматических шин содержит неподвижную 1 и подвижную 2 полуформы, образованную радиально подвижными секторами 3 центральную часть и запорное кольцо 4, контактирующее рабочей конической поверхностью с на ружной поверхностью секторов. Сектора 3 связаны с кольцом 4 посредством направляющих 5.
В секторах 3 вьтолнены торцовые пазы 6 и 7, образующие в сомкнутом положении секторов с обоих торцов кольцевые полости, и вертикальные каналы 8 для соединения торцовых пазов 6 и 7 в каждом секторе между собой. В неподвижной полуформе 1 вьтол иен подводящий канал 9 со штуцером 10 для соединения с линией сжатого воздуха.
На нижней полуформе 1 установлен контактный выключатель 11.
Пресс-форма работает следующим образом.
В нижнюю полуформу 1 устанавливается заготовка покрьппки 12. Во внутреннюю полость заготовки покрьга5ки 12 подается давление формования. Затем опускается запорное кольцо 4 с входящими с ним в зацепление секторами 3 и верхней полуформой 2.
Б начале закрытия пресс-формы во взаимодействие с заготовкой покрьшши 12 вступает верхняя полуформа 2, При дальнейшем закрытии пресс-формы гидроцилиндром, шток 13 которосо связан с верхней полуформой, оказывается противодействие давлению формования внутри покрьшши -12. Усилие гидроцилиндра больше, чем усилие от давления формования внутри покрышки 12, поэтому верхняя полуформа 1 продолжает опускаться вместе с запорным кольцом 4. Секторы 3 нижним торцом вЗаимо- действуют с нижней полуформой 1, а также с контактным выключателем 11.
Контактный выключатель подает команду на КЭП форматора вулканизатора (не показан) и через штуцер 10 и каналы подается воздух в пазы 6, каналы 8 и пазы 7.
Воздух под давлением протекает через зазоры между торцовыми поверхностями секторов 3 и верхней полуформой 2. Между торцовыми поверхностями секторов 3 и полуформами 1 и 2 образуются зазоры, величина которых определяется расходом воздуха и образуется воздушная подушка. Под воздействием опускающего запорного кольца 4 происходит перемещение секторов 3 между полуформами 1 и 2 с малым трением благодаря воздушной подушке. В конечной фазе закрытия пресс-формы сектора 3 сомкнуты. Подача воздуха прекращается и сектора 3 своими торцовыми поверхностями ложат ся на полуформы 1 и 3. Пресс-форма закрыта (фиг.2) Далее осуществляется вулканизация покрышки.
Во время вулканизации в пазы 6 и 7 подается вместо воздуха теплоно- |Ситель. Этим осуществляется зонный обогрев протектора заготовки покрьш - ки. После окончания цикла вулканизации запорное кольцо 4 поднимается, одновременно подается воздух под давлением через штуцер 10, каналы 9, пазы 6, каналы 8 и пазы 7, который образует воздушную подушку. Раздви- жение секторов 3 также происходит с малым трением. Борта и боковины по- крьшжи 12 остаются фиксированными, так как верхняя полуформа 2 удерживается штоком 13 гидроцилиндра.
После полного раздвижения секторов 3 поднимаются верхняя полуформа 2 с секторами 3 и запорное кольцо 4, Сектора 3 перестают взаимодействовЦть с контактным выключателем 11, который подает команду на КЭП форматера вулканизатора на отключение подачи воздуха. После полного открытия пресс-формы готовая покрьш1ка 12 вя- гружается.
Предлагаемое техническое решение позволяет значительно снизить трение при движении секторов, и, как следствие, значительно повысить надежность и срок службы пресс-формы. Формула изобрете н и я
Пресс-форма для вулканизации покры - шек пневматических шин, содержащая неподвижную и подвижную полуформы, обра-
5150236
зованную радиально подвижными секторами центральную часть и запорное кольцо, контактирующее рабочей конической поверхностью с наружной поверхностью секторов, отличающаяся тем, что, с целью повышения надежности пресс-формы в работе. в секторах выполнены торцовые пазы.
Флга./
76
образующие и сомкнутом положении е-ек- торов с оСоих торцов кольцевые iKuiC C- ти, и вертикальные каналы для соединения торцовых пазов в каждом секторе между собой, причем в неподпижмои полуформе выполнен подводящий канал со штуцером для соединения с линией сжатого воздуха.
