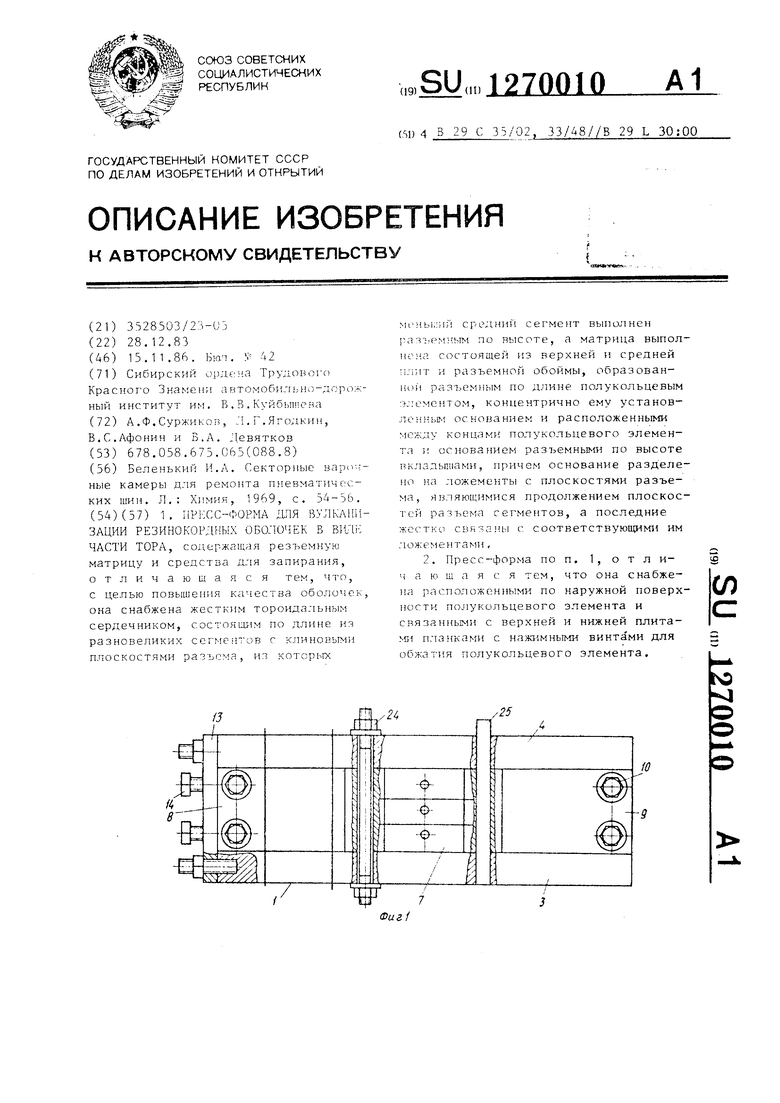
Изобретение относится к изготовлению резинокордных обол.)чек и може быть использовано при изготовлении покрьпиек для движителя волнового типа.
Наиболее близкой к пр е длахаемоку изобретению по технической сущности и достигаемому результату явл:яется известная пресс-форма для ну.чканиза- ции резинокордных эболочек в виде части тора 5 содержащая .мную марицу и средство для ее запирания,
В известной пресс-форме матрица вьшолнена состоящей из ncjr/фор имеющих плоскость разъема по экваториальной плоскости оболочки, а опресовка оболочки осущестзляегея за счет подачи сжатого воздухе в ее полости. При этом заготовка оболочки собирается на сг-ециалг нсм оборудованрЕи,,
В силу такого конструктгавного зь:полнения известная пресс-форма не может обеспечить надлежащего качества оболочек, особенно с пpoфиJ:;:ьными боковыми концами, так как происходит недопрессовка элементов оболочки, повреждение ее концов при извлечении из пресс-формы и деформация заготовки изделия при транспортировке ее с оборудованием для к месту вулканизации и устаноузке ее в прессформу ,
Целью изобрстеътя яш яется повышение качества оболочек
Поставленная цель достигается тем что в пресс-форме для вулканизации резинокордных оболочек в виде части тора, содержащей разъемную л.агриг.у и средства для запирания j снаГЪлсна жестким тороидал1зь:ь;м сердеч fn-ijCOM. состоящим по д-гине из разжлзеликих сегментов с клиновыми плоскостями разъема, из которььх {епыиий средний сегмент выполнен разъемньм по высоте, а матрица вьгполнсна состоящей из верхней и нижних плит я разъемной обоймы, образованной разъемным по длине полукольцевым элементом, концентрич - о ему установлен - ьич основанием и расположенными концами полукольцевого элемента к основанием разъемными по высоте иклг1дьшами, причем основание разделено на ложементы плоскостями разъема, ЯВЛЯЮ1ДИМИСЯ продолжением гшоскостей .разъема сегментовд а последние жесткп сг;язаиы с ().) стиук)1дими им ложементами .
П ч сс;-ф( снабжен;; расположей1гыми ;:о наружно; и(зьс1;хн(А:ти ::олукалы еБ01о г::емен а с;ьязакными концами с верхней и ;ИжнеЛ |литами п.панками с лиитами л;:п -обжатия но.чуь СЛьцеЕ;о::-() элемента
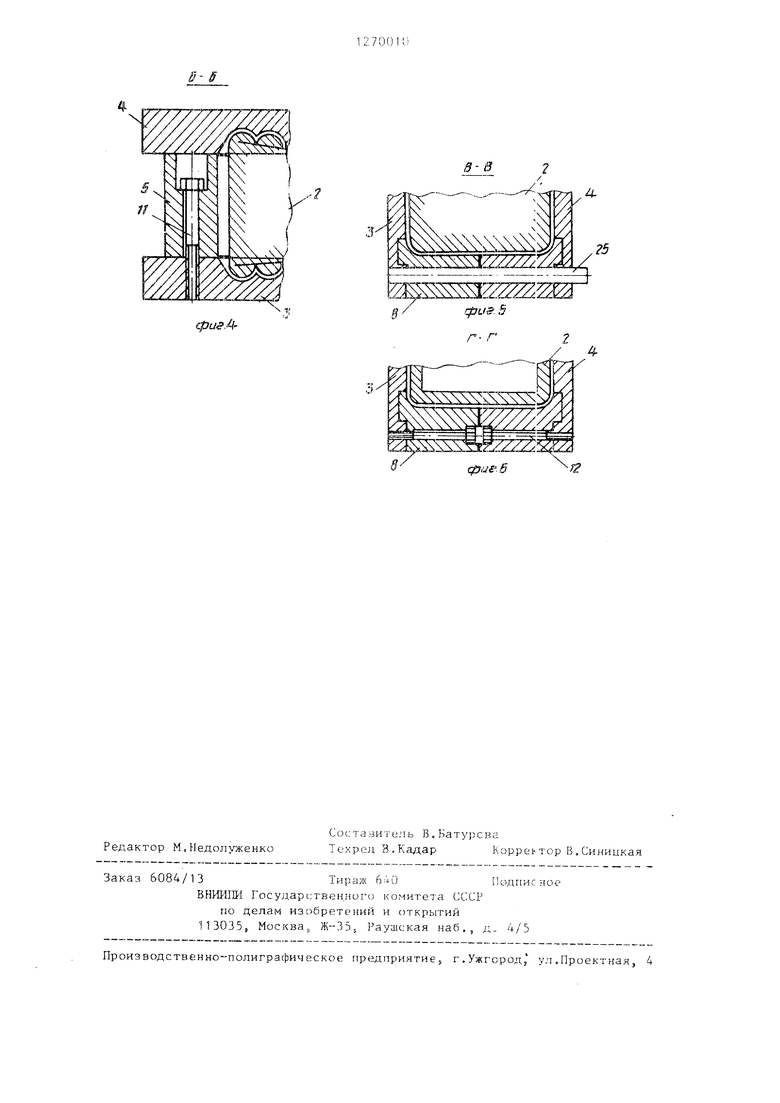
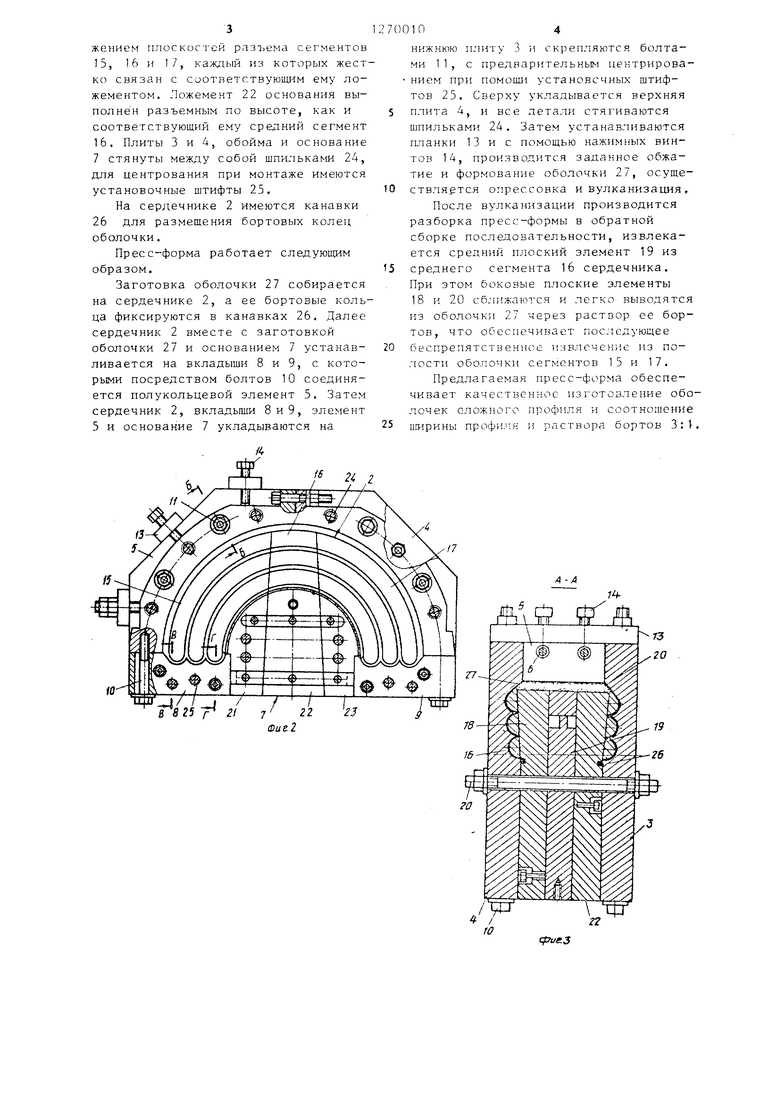
На фиг. 1 изображена см:исываемая пресс-форма; на , 2 - Io же, вид сверху без верхней плиты; на фиг.Зразрез А-А на фиг, после формования оболочки; яа фиг. 4 - сечение Б-Б на фиг, 2; на фиг. 5 - сечение В-В на фиг, .--1 на фпг 6 - сечение i-Г на фиг, 2.
Пресс-фсрма ц:1 вулканизации рези1:окордных oбoлo ек в виде части ора содерж1- г разъе.уную матрицу 1 и жесткий торои1;а:;ьный сердечник 2.
Матрица вьпго::нена состоящей из нижней 3 li вер.ней 4 плит оформляющих боксвкн1 1 оСОлочки, и разъемной обоймы, оформ1:яю;цей экваториальпую часть поверхнссти обо.ючк;.- и Р а с п ол ож с н н ой м eж у ш i и т а ми ,
Разъемная обойка образована разъемным по длине полукольцевым элементом ;, части которого соединяются между (.обой посре,;:с твом болтов 6.. концентрично ему устансв.лен.чьм основа нием 7 и расположенным- между концами полукс.льцевого элемента 5 и основанием 7 разъемными п:с высоте вкладьалами 8 и 9. оформляющими гтгухие ко-Цевые
участки тороидальной формующей полости матрицы, Вкладыли 8 и 9 соединены с элементом Ь при помощи болтов 10, а элемент 5 крегпггся к нижней плите 3 при помощи болтов П, В части вк:1а.;;ьш1ей 8 и 9 креп.ят;.я к ссотзитствую1дей плите 3 или 4 лри помощи болтов 12,
По наружной повр.рхности пс-.пукольцевого элемс нта 5 расположень планки 13 с нажи:.1ным:-1 нинтами 14 для обжатия, элемента .) в трех направлеiiHHX,
Жесткий т::роида; ьный с.ердечник 2 сост-оит по длине из разновеликих сегментов 1.5;. 16 и 17 клиновыми плоскостями . Меньщий средний сегмент 16 выполнен разъемньп-i по высоте и состоящим и;; плоских элементов 18, 19 г: 20 с }:линовыми плоскостями разъемс.„ Приче:м основание 7 разделено на ложементы 21, 22 и 23 плоскостями разъема, являющимися продол3
жением плоскостей разъема сегментов
15,16 н Г/, каждый из которых жестко связан с соответствующим ему ложементом. Ложемент 22 основания выполнен разъемным по высоте, как и соответствующий ему средний сегмент
16.Плиты 3 и 4, обойма и основание 7 стянуты между собой шпи;1ька чи 24, для центрования при монтаже имеются установочные штифты 25.
На сердечнике 2 имеются канавки 26 для размещения бортовых колец оболочки.
Пресс-форма работает следующим
образом.
Заготовка оболочки 27 собирается на сердечнике 2, а ее бортовые кольца фиксируются в канавках 26. Далее сердечник 2 вместе с заготовкой оболочки 27 и основанием 7 устанавливается на вкладыши 8 и 9, с которыми посредством болтов 10 соединяется полукольцевой элемент 5. Затем сердечник 2, вкладыши 8 и 9, элемент 5 и основание 7 укладываются на
/4
/5
10
00104
нижнюю плиту 3 и скрепляются болтами 11, с предварительным центрирова нием при помощи установочных штифтов 25. Сверху укладывается верхняя плита 4, и все детали стягиваются шпильками 24. Затем устанавливаются планки 13 и с помощью нажимных винтов 14, производится заданное обжатие и формование оболочки 27, осуществляется опрессовка и вулканизация,
После вулканизации производится разборка пресс-формы в обратной сборке последовательности, извлекается средний плоский элемент 19 из среднего сегмента 16 сердечника. При этом боковые плоские элементы 18 и 20 сближаются и легко выводятся нз оболочки 27 через раствор ее бортов что обеспечивает последующее беспрепятственное извлечение из полости оболочки сегментов 15 и 17.
Предлагаемая пресс-форма обеспечивает качественное изготовление оболочек сложного профиля и соотношение ширины профиля и раствора бортов 3:1,
/7
А-А
74
г2
срикз
(pu&.ilN
.;N.S
фиг. б
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для вулканизации резино-кордных оболочек | 1982 |
|
SU1086638A1 |
| Пресс-форма для изготовления резиновых полусферических оболочек | 1988 |
|
SU1502369A1 |
| Устройство для изготовления покрышек пневматических шин | 1985 |
|
SU1260242A2 |
| Способ формования резинокордных оболочек и устройство для его осуществления | 1985 |
|
SU1314558A1 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ РЕЗИНОКОРДНЫХ ОБОЛОЧЕК | 1999 |
|
RU2157317C1 |
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗЪЕМНЫХ БАЛЛОНОВ ШИННО-ПНЕВМАТИЧЕСКИХ МУФТ | 1993 |
|
RU2102234C1 |
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ДИАФРАГМ С НАРУЖНЫМ БУРТИКОМ НА ГОРЛОВИНЕ | 2006 |
|
RU2317890C1 |
| Устройство для изготовления резиновых полусферических оболочек | 1987 |
|
SU1481078A1 |
| Устройство для изготовления кольцевых резинотехнических изделий | 1983 |
|
SU1118540A1 |