Изобретение относится к области изготовления полых резиновых диафрагм колбообразной формы с наружным буртиком на горловине для удержания диафрагмы на месте посадки при помощи хомута.
Известна пресс-форма для изготовления полых резиновых диафрагм с наружным буртиком на горловине, содержащая верхнюю, среднюю и нижнюю формующие плиты и цельный сердечник с воздушным клапаном, при этом все плиты и сердечник снабжены нагревателями, нижняя плита имеет оформляющий участок на внутренней поверхности изделия, в верхней плите выполнена напорная камера с литниками, средняя плита выполнена цельной и выполнена таким образом, что она служит ограничителем при разгрузке диафрагмы сжатым воздухом и может выдвигаться вместе с сердечником и диафрагмой из разъема пресса для разгрузки за пределами пресса, а пресс-форма дополнительно содержит, по крайней мере, один замок для удержания плит в замкнутом положении при помощи стягивающих болтов (см. описание изобретения к Патенту на изобретение РФ №2270095, приоритет изобретения 14 апреля 2004 г., МПК В29С 33/02, 33/44, 35/02, 45/02, публикация 20.02.2006, бюл. №5.)
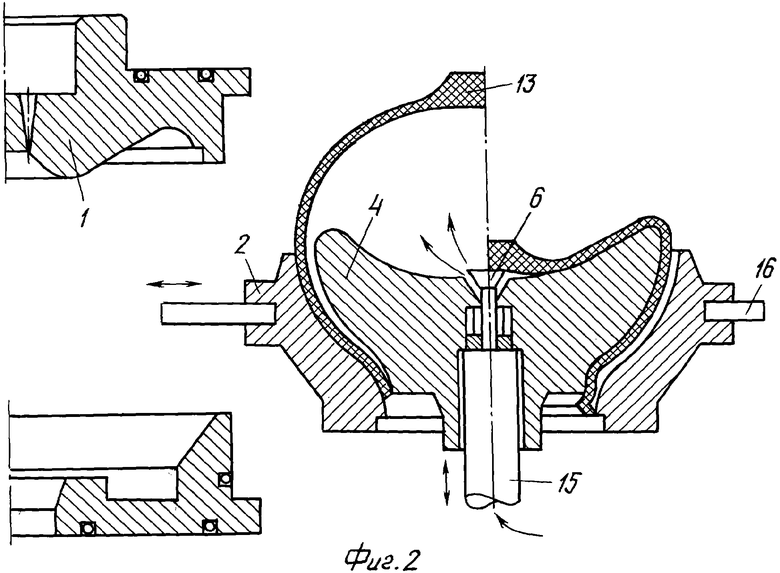
Недостатком известной пресс-формы является наличие замка для удержания плит в замкнутом положении, приводящее к тому, что в процессе вулканизации в изделии за счет термического расширения возникают дополнительные напряжения, суммарное значение которых совместно с давлением литья приводит к раскрытию пресс-формы. В свою очередь это приводит к заклиниванию замков, порыву стягивающих болтов или к разрушению самого замка. Все это создает значительные трудности при изготовлении деталей с большой площадью проекции изделия на плоскость разъема, как, например, в случае изготовления диафрагм (см. фиг.1), где разъем формы осуществляется по плоскости А.
Как показала практика, изготовление массивных замков решает только проблему прочности, добавляя проблему увеличения габаритов формы и, соответственно, увеличения габаритов необходимого литьевого оборудования.
Задачей заявленного изобретения является повышение надежности работы пресс-формы наряду с обеспечением качества получения готового изделия.
Сущность изобретения заключается в следующем:
Пресс-форма для изготовления полых резиновых диафрагм с наружным буртиком на горловине содержит верхнюю, среднюю и нижнюю формующие плиты и цельный сердечник с воздушным клапаном, при этом все плиты и сердечник снабжены нагревателями, нижняя плита имеет оформляющий участок на внутренней поверхности изделия, в верхней плите выполнена напорная камера с литниками, средняя плита выполнена цельной и выполнена таким образом, что она служит ограничителем при разгрузке диафрагмы сжатым воздухом и может выдвигаться вместе с сердечником и диафрагмой из разъема пресса, а удержание плит формы в замкнутом положении в период заливки и вулканизации изделия обеспечивается за счет усилия пресса и выбора соотношения площади проекции напорной камеры и площади проекции изделия на плоскость разъема.
Для того чтобы обеспечить заливку полости изделия, состоящей из верхней части (В), расположенной над плоскостью разъема (А), и нижней части (Н), расположенной ниже плоскости разъема (А) (см. фиг.1), необходимо рассчитать размеры напорной камеры и литников таким образом, чтобы усилие пресса на верхнюю плиту в момент заливки нижней полости (Н) было больше, чем усилие, оказываемое сопротивлением резиновой смеси при заливке нижней полости (Р н.п.). Это условие обеспечивается за счет нелинейного падения давления в полости изделия и режимов заливки, связанных с выбором размеров напорной камеры и литников.
После заполнения нижней полости изделия давление во всей полости изделия начнет выравниваться и возрастать как за счет выдавливания остатков резиновой смеси с напорной камеры, так и за счет релаксационных процессов и температурного расширения, наблюдаемых в резиновой смеси. В этом случае за счет нарастания внутреннего давления (σв), распределенного на площадь проекции изделия (Sизд), усилие раскрытия пресс-формы (Pр.п=σв·Sизд) превысит прессовое усилие (Pп), что позволит излишней резиновой смеси вытечь через разъем приоткрывшейся формы из полости изделия, оставаясь при этом под давлением запирания, определенного действием усилия пресса (Pп) и площадью проекции (Sизд) на плоскость разъема (σзам=Pп/Sизд), достаточным для оформления изделия, но меньшим, чем внутреннее давление (σв) раскрытия формы, фиксируемое в изделии при вулканизации в случае наличия замка.
Способность формы сбрасывать излишнее внутреннее напряжение в резиновой смеси до процесса ее вулканизации позволяет получать изделия с более равномерными внутренними напряжениями. В свою очередь это позволяет повысить качество диафрагм и устранить трудности, связанные с возникновением больших распорных усилий в пресс-форме, ведущих к заклиниванию замков на форме, порыву стягивающих болтов или к разрушению самих замков.
Сущность изобретения поясняется чертежами, где на фиг.1 показана пресс-форма для изготовления полых резиновых диафрагм с наружным буртиком на горловине, общий вид в разрезе в рабочем и раскрытом положении; на фиг.2 - то же в раскрытом положении.
Пресс-форма содержит верхнюю формующую плиту 1, среднюю формующую плиту 2, нижнюю формующую плиту 3, цельный сердечник 4, фиксируемый при помощи конической части 5 в нижней плите 3, и воздушный клапан 6, расположенный в цилиндрической полости 17 сердечника 4. Верхняя плита 1 выполнена с литниками 8 для подачи резиновой смеси в формующую полость из литьевой камеры 9 плиты 1. Нижняя плита 3 содержит оформляющий участок 10 на внутренней поверхности изделия. Средняя плита 2 выполнена цельной и имеет один кольцевой паз 11, используемый для перемещения средней плиты 2 совместно с сердечником 4 и готовым изделием - диафрагмой 13 за пределы разъема пресса (см. фиг.2). Все плиты 1, 2 и 3 формы и сердечник 4 снабжены встроенными в них нагревателями 14. Пресс-форма во время заливки и вулканизации изделия находится в замкнутом положении за счет усилия пресса и выбора оптимальных размеров напорной камеры и литников. За пределами пресса закреплено устройство 15 для разгрузки пресс-формы воздухом.
При эксплуатации верхняя плита 1 крепится к подвижной каретке пресса, нижняя плита 3 к нижней плите пресса, а в паз 11 средней плиты 2 после подъема верхней плиты 1 вводится устройство 16 для перемещения средней плиты 2 совместно с сердечником 4 и диафрагмой 13 за пределы разъема пресса и установки над устройством 15 для разгрузки пресс-формы от диафрагмы 13.
Пресс-форма работает следующим образом.
Формование диафрагмы 13 осуществляют путем подачи резиновой смеси из литьевой камеры 9 через литники 8 в закрытую пресс-форму под воздействием прессового усилия до полного набора давления в гидросистеме пресса и вытекания излишков резиновой смеси в разъем пресс-формы. Вулканизацию изделия осуществляют за счет теплового потока от нагревателей 14.
Для извлечения готовой диафрагмы 13 вначале пресс-форму освобождают от прессового усилия, запирающего форму, а затем осуществляют подъем верхней плиты 1 вместе с подвижной кареткой пресса. После чего в паз 11 вводят устройство 16, при помощи которого поднимают среднюю плиту 2 совместно с готовой диафрагмой 13 и сердечником 4 так, чтобы сердечник 4 вышел из нижней плиты 3. Затем среднюю плиту 2 совместно с готовой диафрагмой 13 и сердечником 4 с помощью устройства 16 перемещают за разъем пресса так, чтобы цилиндрическая полость 17 сердечника 4 устанавливалась напротив устройства 15 для разгрузки от диафрагмы 13. В цилиндрическую полость 17 сердечника 4 вводятся шток разгрузочного устройства 15. Штоком открывают воздушный клапан 6 и приподнимают сердечник 4 совместно с диафрагмой 13 на такую высоту, чтобы исключить защемление буртика горловины диафрагмы 13 между сердечником 4 и средней плитой 2 (см. фиг.2). Средняя плита 2 выполнена таким образом, что она служит ограничителем при разгрузке диафрагмы 13 сжатым воздухом и не дает диафрагме 13 излишне раздуваться в радиальном направлении после подачи сжатого воздуха через клапан 6, что способствует снятию диафрагмы 13 с сердечника 4 без порыва.
Заявленное изобретение позволяет повысить качество готовой диафрагмы 13 за счет перераспределения внутренних напряжений в изделии и упростить условия разгрузки формы, устранив операцию запирания формы при помощи съемных замков.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ, НАПРИМЕР ДИАФРАГМ | 2004 |
|
RU2270095C2 |
| ДИАФРАГМА С КОНУСНО-ЦИЛИНДРИЧЕСКИМИ ГОРЛОВИНАМИ, СПОСОБ И ПРЕСС-ФОРМА ДЛЯ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344533C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАТОРА ВИНТОВОГО НАСОСА (ВАРИАНТЫ) | 2006 |
|
RU2316676C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ | 2004 |
|
RU2280422C2 |
| Литьевая форма | 1979 |
|
SU874385A1 |
| Пресс-форма для изготовления резиновых уплотнительных манжет | 1980 |
|
SU897560A1 |
| Пресс-форма для изготовления резиновых полусферических оболочек | 1988 |
|
SU1502369A1 |
| ПРЕСС-ФОРМА МАЛООТХОДНАЯ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛЕЙ С ЕЕ ПОМОЩЬЮ | 2008 |
|
RU2400360C2 |
| Пресс-форма для изготовления полимерных изделий с арматурой | 1982 |
|
SU1047723A1 |
| ПРЕССФОРМА К ЛИТЬЕВЫМ ВУЛКАНИЗАЦИОННЫМПРЕССАМ | 1968 |
|
SU209709A1 |
Изобретение относится к области изготовления полых резиновых диафрагм колбообразной формы с наружным буртиком на горловине для удержания диафрагмы на месте посадки при помощи хомута. Пресс-форма содержит верхнюю, среднюю и нижнюю формующие плиты и цельный сердечник с воздушным клапаном. Плиты и сердечник снабжены нагревателями. Нижняя плита имеет оформляющий участок на внутренней поверхности изделия. В верхней плите выполнена напорная камера с литниками. Средняя плита выполнена цельной и выполнена таким образом, что она служит ограничителем при разгрузке за пределами пресса. Пресс-форма не содержит съемного замка. Удержание плит в замкнутом положении во время формования и вулканизации изделия обеспечивается за счет усилия пресса и выбора соотношения площади проекции напорной камеры и площади проекции изделия на плоскость разъема формы таким образом, чтобы раскрытие формы по плоскости разъема и вытекание избытка резины происходило после полного формования изделия. Технический результат направлен на повышение надежности работы пресс-формы с обеспечением качества получения готового изделия. 2 ил.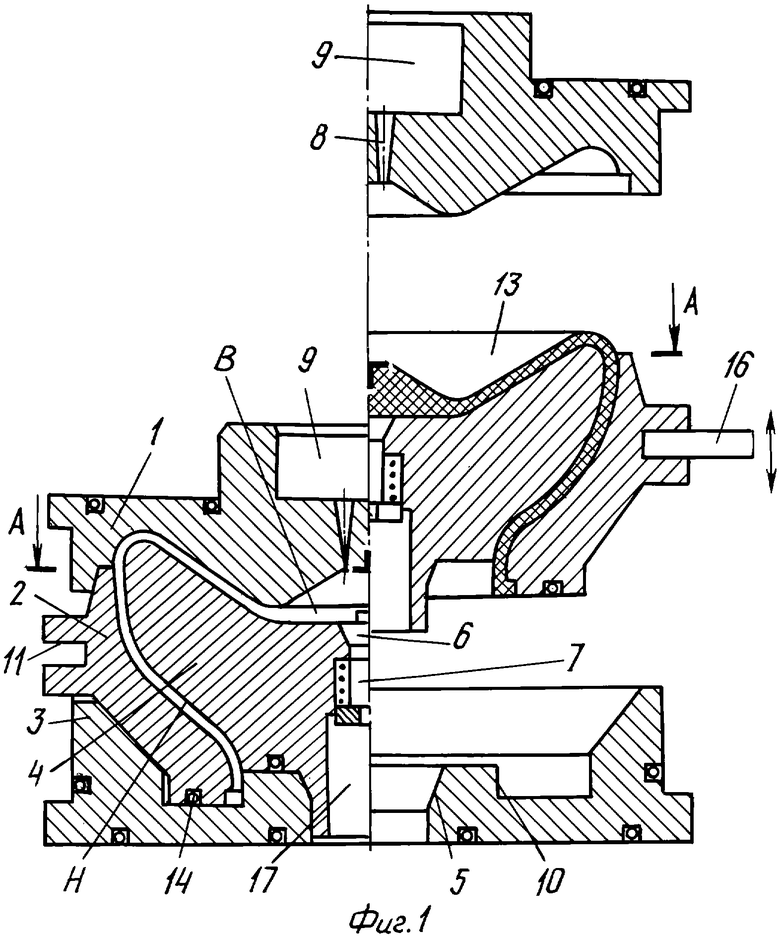
Пресс-форма для изготовления полых резиновых диафрагм с наружным буртиком на горловине, содержащая верхнюю, среднюю и нижнюю формующие плиты и цельный сердечник с воздушным клапаном, при этом все плиты и сердечник снабжены нагревателями, нижняя плита имеет оформляющий участок на внутренней поверхности изделия, в верхней плите выполнена напорная камера с литниками, средняя плита выполнена цельной и выполнена таким образом, что она служит ограничителем при разгрузке за пределами пресса, отличающаяся тем, что пресс-форма не содержит съемного замка, а удержание плит в замкнутом положении во время формования и вулканизации изделия обеспечивается за счет усилия пресса и выбора соотношения площади проекции напорной камеры и площади проекции изделия на плоскость разъема формы таким образом, чтобы раскрытие формы по плоскости разъема и вытекание избытка резины происходило после полного формования изделия.
| ПРЕСС-ФОРМА ДЛЯ ИЗГОТОВЛЕНИЯ ПОЛЫХ РЕЗИНОВЫХ ИЗДЕЛИЙ, НАПРИМЕР ДИАФРАГМ | 2004 |
|
RU2270095C2 |
| Пресс-форма для изготовления резиновых диафрагм | 1983 |
|
SU1151467A1 |
| СПОСОБ И УСТРОЙСТВО ФОРМОВАНИЯ И ВУЛКАНИЗАЦИИ ШИН ДЛЯ КОЛЕС ТРАНСПОРТНЫХ СРЕДСТВ | 2000 |
|
RU2235641C2 |
| Литьевая пресс-форма | 1989 |
|
SU1643164A1 |
| Форма для изготовления резиновых изделий | 1987 |
|
SU1509259A1 |
| ЕР 05558986 А, 18.08.1993 | |||
| Устройство для жидкостной обработки нитевидного материала | 1983 |
|
SU1175991A1 |

