вую литниковую щель а по плоскости разъема полуформ 1 и 2 пресс-формы. После заполнения формующей полости пресс-формы опускается запорная гильза 4 и перекрывает литниковую щель О., а литьевой и переходный узлы отво
Изобретение относится к изготовлению пневматических шин, предназначено для наложения протектора и боковин на каркас покрышки методом литья под давлением и является усо- вершенствованием изобретения по авт.ев. № 1171364.
Пелью изобретения является сокращение безвозвратных отходов резиновой смеси и повышение производитель- ности устройства за счет предотвращения накапливания излишков резиновой смеси в загрузочной камере литьевог о узла.
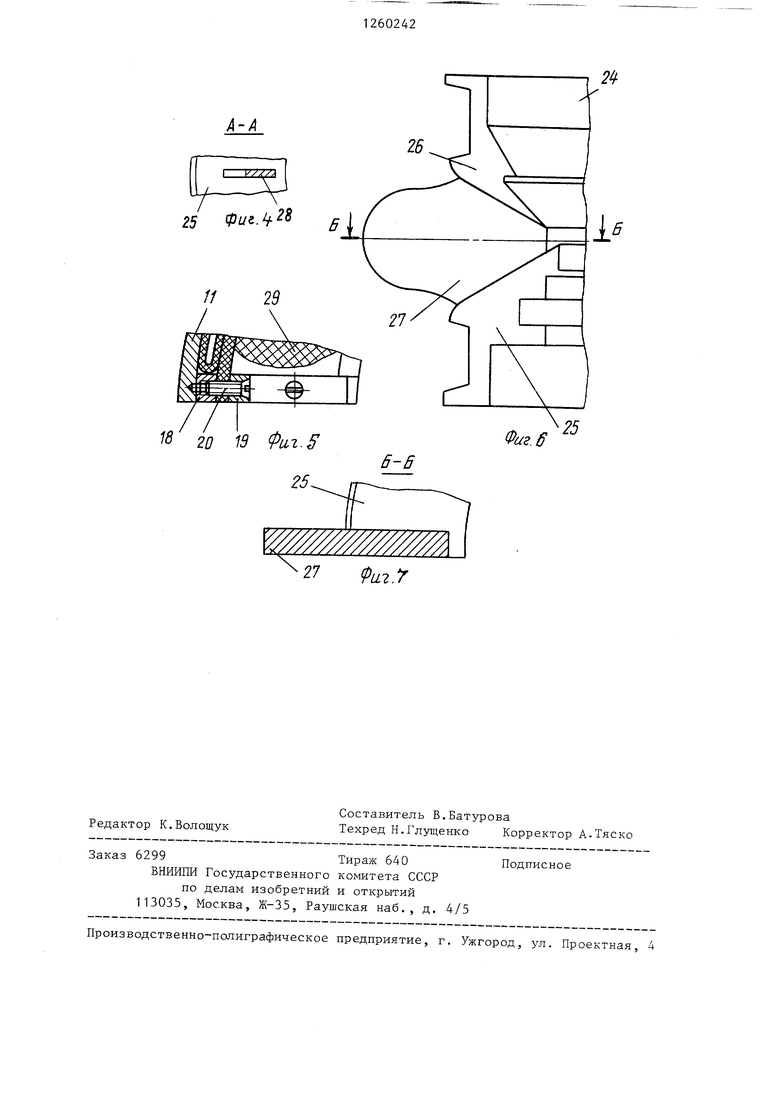
На фиг.1 изображено устройС7во, в период подготовки к работе; на фиг.2 то же, в рабочем положении: на фиг,, 3 поперечное сечение устройства по экваториальной плоскости покрышки в рабочем положении (уменьшено);. на фиг.4 - сечение А-А на фиг.1; на фиг,5 - крепление конца диафрагмы; на фиг.6 - полукольцевая часть переходного узла (вид на плоскость разь- ема); на фиг. 7 - сечение нгг фиг.6.
Устройство для изготовления покрышек пневматических шин включает разъемную пресс-форму с кольцевой литниковой щелью а по плоскости разъема верхней 1 и нижней 2 полуформ и с сердечником 3 переменной жесткости Концентрично верхней полуформе 1 с возможностью аксиального перемещения установлена приводная запорная гиль- за 4 с аксиа льно подвижным относительно нее кольцевым вкладышем 5. Перемещение вкладьш1а 5 относительно гильзы 4 ограничивается с помощью винта 6. Верхняя 1 и нижняя 2 полу- формы прикреплены к верхней 7 и нижней 8 плитам с помощью болтов 9. В устройстве имеется литьевой узел 10
дятся от пресс-формы. Последняя подается на вулканизацию. Избыток резиновой смеси остается в переходном узле и используется при заполнении формующей полости следующей пресс- формы. 7 ил.
0
5
который содержит кольцевой корпус, состоящий из разъемных полукольцевых элементов 11 и 12, смонтированных с возможностью радиального перемещения относительно пресс-формы и расположенный в загрузочной камере корпуса кольцевой плунжер, образованный эластичньп-1И диафрагмами 13 и 14, закрепленными по периметру на элементах 11 и 12. Диафрагмы могут быть изготовлены из резины на основе силоксано- вого каучука. Диафрагмы 13 и 14 верхними и нижними относительно экваториальной плоскости покрьш1ки бортами закреплены на элементах 11 и 12 с помощью кольцевых прижимов 15 и 16 и болтов 17, а левыми и правыми концами - с помощью планок 18 и 19 и болтов 20. Планки 18 приварены к элементам 11 и 12.
Привод кольцевого плунжера выполнен в виде герметичных камер 21 и 22, размещенных в полостях между полукольцевыми элементами 11 и 12 и диафрагмами 13 и 14. Камеры 21 и 22 выполнены из малостойкой резины, например на основе нитрильных каучуков, имеют форму частей тора и снабжены средствами 23 для подачи в них под давлением рабочей среды, например масла, для подвода которого в полукольцевых элементах 11 и 12 выполнены каналы Ь . Между литьевым узлом и пресс-формой расположен переходной узел, состоящий из разъемных полукольцевых частей 24, смонтированных с возможностью радиального перемещения относительно пресс-формы. Каждая из полукольцевых частей образована нижней 25 и верхней 26 обоймами, смежные торцы которых соединены между собой радиальными ребрами 27 и 28. Нижние 25 и верхние 26 обоймы имеют кольцевые пазы С для взаимодействия с кольдевыми прижимами 15 и 16, В верхних обоймах 26 вьшолнен еще и кольдевой паз d, а на кольдево вкладыше 5 - кольдевой выступ е для взаимодействия с пазом d.
Так как кольдевой вкладыш 5 имеет возможность относительного перемещения по запорной гильзе 4, то обеспечивается надежное дентриров ание и герметичное соединение переходного узла с пресс-формой. При этом, если во время работы устройства резиновая смесь попадает в систему: выступ е- паз d, все равно обеспечивается на- дежная стыковка и герметизация переходного узла и пресс-формы за счет самоустановки вкладыша 3. Для нагрева пресс-формы в верхней 1 и нижней 2 полуформах, элементах 11 и 12, ниж них обоймах 24 переходного узла выполнены гнезда f для установки электронагревателей. Снаружи литьевой и переходной узлы и пресс-форма запираются охватывающим кольцом 29 с приводом (не показан).
Устройство работает следуюш;им образом.
В исходном положении элементы 11 и 12 и полукольцевые части 24 пере- ходного узла отведены от пресс-формы В загрузочную камеру вручную или с помощью шприд-машины закладывается резиновая смесь 30. Диафрагмы 13 и 14 находятся в исходном положении. По центральной оси полуформ 1 и 2 устанавливаются сердечник 3 с каркасом покрышки. После этого к пресс- форме сначала подводятся с помощью привода (не показан) кольдевые час- ти 2 переходного узла, а затем с помощьк привода (не показан) элементы 11 и 12 и запираются охватывающим кольдом 29. Запорная гильза 4 в это время находится в верхнем положении При этом осуществляются дентрирова- ние и герметизадия литьевого и переходного узлов за счет взаимодействия прижимов 15 и 16 с пазами с , а переходного узла и пресс-формы - за счет взаимодействия выступа с пазом С. После этого через каналы полости камер 21 и 22 нагнетается под давлением рабочая среда, вследствие чего камеры 21 и 22 увеличива- ются в объеме, а диафрагмы 13 и 14 вытесняют резиновую смесь 30 в полость, ограниченную нижними 25, верхними 26 обоймами и ребрами 27 и 28 жесткости переходного узла, а затем через кольцевую литниковую щель о. в формующую полость пресс-формы, образованную наружной поверхностью каркаса 31 и внутренней поверхностью полуформ 1 и 2. После заполнения формующей полости опускается запорная гильза 4 и перекрывает литниковую щель а. После этого нагнетание рабочей среды прекращается, давление в литьевом узле сбрасывается, опускается с помощью привода (не показан) охватывающее кольцо 29, а литьевой узел отводится с помощью привода (не показан) для заправки свежей порцией резиновой смеси. Поскольку эластичны диафрагмы 13 и 14 выполнены из резины на основе силоксанового каучука, т.е. применяемая при литье шин резиновая смесь практически к ним не прилипает. А это значит, что при отводе литьевого узла от переходного избыто резиновой смеси остается в пространстве переходного узла, ограниченном нижними 25 и верхними 26 обоймами и ребрами 27 и 28 жесткости, изготовленными из стали. Резиновая смесь прилипает к стали намного лучше, чем к диафрагмам 13 и 14, что и позволяет избытку резиновой смеси при окончаний цикла литья и отвода литьевого узла оставаться в переходном узле, а не в загрузочной камере литьевого узла. К тому же, ребра 27, 28 жесткости своими боковыми поверхностями способствуют удержанию избытка резиновой смеси в переходном узле. Затем отводится с помощью привода от пресс формы переходный узел с избытком резиновой смеси.
Запорная гильза 4 и кольдевой вкладьш 5 конструктивно выполнены так, что поверхности их соприкосновения с резиновой смесью 30 сведены до минимума, что также способствует тому, чтобы при отводе переходного узла от пресс-формы весь избыток резиновой смеси оставался только в пространстве, ограниченном нижними 25 и верхними 26 обоймами и ребрами 27 и 28 жесткости переходного узла.
После отвода литьевого и переходного узлов от пресс-формы в ней производится вулканизация покрьш1ки. Когда покрьш1ка свулканизуется, верхняя плита пресса 7 с верхней полуформой 1 и размещенными на ней запорной гиль51260242
ОЙ 4 и вкладышем 5 поднимается, тем Фор амым позволяя извлекать готовую пок- ьшку.
Уст крышек 5 № 117 тем, ч ратных вышени ва , он 10 литье ходным полук с возм ния о - 15 кажда верхн торых ными
В это время переходной узел с резиновой смесью, оставшейся от пре- дьщущего цикла литья, подводится с помощью привода с двух сторон к следующей пресс-форме, и цикл литья пов торяется,только в пресс-форму первой попадает порция резиновой смеси, которая находилась в переходном узле. При заполнении резиновой смесью каждой последующей пресс-формы в переходном узле остается избыток резино вой смеси от смеси, заложенной в загрузочную камеру литьевого узла для литья предыдущей покрышки.
-
6
3
обретения
Фор
Устройство для изготовления покрышек пневматических шин по авт.св. 5 № 1171364, отличающееся тем, что, с целью сокращения безвозвратных отходов резиновой смеси и повышения производительности устройства , оно снабжено расположенным между 10 литьевым узлом и пресс-формой переходным узлом, состоящим из разъемных полукольцевых частей, смонтированных с возможностью радиального перемещения относительно пресс-формы, причем 15 каждая из частей образована нижней и верхней обоймами, смежные торцы которых соединены между собой радиальными ребрами.

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для изготовления покрышек пневматических шин | 1987 |
|
SU1442423A2 |
| Устройство для литьевого прессования резиновых изделий | 1981 |
|
SU1004144A1 |
| Устройство для литьевого прессования резиновых изделий | 1983 |
|
SU1077814A2 |
| Устройство для изготовления кольцевых резиновых изделий | 1981 |
|
SU958123A1 |
| Литьевая пресс-форма для покрышек пневматических шин | 1982 |
|
SU1052411A1 |
| Устройство для изготовления полимерных изделий | 1982 |
|
SU1063619A1 |
| Пресс-форма для изготовления покрышек пневматических шин литьем | 1972 |
|
SU535895A3 |
| Литьевая пресс-форма | 1990 |
|
SU1812122A1 |
| Устройство для литьевого прессования резиновых технических изделий | 1989 |
|
SU1657393A1 |
| МНОГОМЕСТНАЯ ПРЕСС-ФОРМА ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ | 2021 |
|
RU2779342C1 |

Изобретение относится к области изготовления покрышек пневматических шин и является усовершенствованием изобретения по авт.св.№ 11 71364.Цельюдо23 полнительного изобретения является сокращение безвозвратных отходов резиновой смеси и повышение производительности устройства .Для этого между литьевым- узлом и пресс-формой размещен переход- ньш узел (ПУ) Л1У состоит из разъемных полукольцевых частей 24, смонтированных с возможностью радиального пере- меш;ения относительно пресс-формы. Каж,цая полукольцевая часть 24 состоит из нижней 25 и верхней 26 обойм, смежные торцы которых соединены между собой радиальными ребрами 27 и 28. Резиновая смесь 30 из загрузочной камеры литьевого узла 10 вытесняется диафрагмами 13 и 14 в формующую полость пресс-формы через зазор между обоймами 25 и 26 ПУ и кольце- 5 4 ( (Л с
} W 17 15 II
Усюроистёо 8л изготоёления поирышек nнeSмпmu ec Ш i шин
f(-A
l
7
25 фи&. ff
IS 20 13 Фиг. 5 25
Фиг. 6
В-В
27 fc.r
Редактор К.Волощук
Заказ 6299Тираж 640
ВНИИПИ Государственного комитета СССР
по делам изобретний и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Составитель В.Батурова
Техред Н.Глущенко Корректор А.Тяско
Подписное
| Авторское свидетельство СССР № 1171364, кл | |||
| Солесос | 1922 |
|
SU29A1 |
