Изобретение относится к автоматизации процесса ваку. мирования стали в вакуумных установках порционного типа и может быть использовано при исследовании процессов порционного вакуумирования в сталеплавильном производстве для различных марок стали.
Цель изобретения - повышение точности контроля массы порции металла, заполняющего вакуум-камеру за каждьй цикл вакуумирования, осуществление непрерывного контроля массы металла, прошедшего через вакуум-камеру по ходу процесса вакуумирования.
На чертеже приведена блок-схема устройства.
Устройство контроля массы металла, прошедшего через вакуум-камеру при вакуумировании, состоит из вакуум-камеры 1 с всасываюи(им патрубком 2, погружаемым в ковш 3 с металлом, механизма 4 перемещения вакуум-камеры, кинематически связанного через редуктор 5 с датчиком 6 перемещения, первый вьгход которого соединен с R-входом счетчика 7 положения, суммирующий (+) и вычитающий (-) входы которого соединены соответственно с BTOpbtM и третьим выходами датчика перемещения, а разрядные выходы счетчика 7 положения - с первыми входами первой и нторой схем
1C
9 tC к1
3150
8 и 9 совпапения, вторые входы которых соединены, соответственно, с шиной 10 задания верхнего рабочего положения и с шиной 11 задания ниж- него рабочего положения, выходы их - с входами соответственно первого и второго одновибраторов 12 и 13, датчик 1А массы, соединенный последовательно с аналого-цифровым преобразов телам 15.
В устройство введены первый и второй блоки 16 и 17 памяти, вычитатель 18, триггер 19,,третий одновибратор 20, накапливающий сумматор 21, пер- вый и второй блоки 22 и 23 регистрации. Причем разрядные выходы аналого-цифрового преобразователя 15 соединены с информационными входами первого и второго блоков 16 и 17 па- мя ги, управляющие входы которых сое- Ьинены соответственно с выходами пер |вой и второй схем 8 и 9 совпадения.
Выходы первого и второго блоков 16 и 17 пам- ти поразрядно соединен соответственно с первым и вторым входами вычитателя 18, управляющий вход которого соединен с выходом второго одновибратора 13 и R-входом триггера 19, S-вход которого соединен с выхо- дом первого одновибратора 12.
Прямой выход триггера 19 через третий одновибратор 20 соединен с входами сброса первого и второго блоков 16 и 17 и с управляющим входом на- капливающего сумматора 21, информационный вход которого соединен с разрядным выходом вычитателя 18 и входом первого блока 22 регистрации, а информационный выход - с входом второго блока 23 регистрации.
Механизм 4 перемещения вакуум-камеры может иметь различные модификации.
В качестве датчика 6 перемещения может быть использован любой известный датчик со схемой формирования импульсов на шинах (+) и (-) в зависимости от направления перемещения вакуум-камеры.
Счетчик 7 положения представляет собой схему, выполненную на элементе К.155ИЕ6.
Схемы 8 и 9 совпадения можно вы- полнить на элементах К555СП1. Одно- вибраторы 12, 13 и 20 формируют импульсы по данному фронту поступающих сигналов на их выходы и могут
быть реализованы на микросхемах типа К155АГ1 или К155АГЗ.
Датчик 12 массы представляет собой силоизмерительный датчик типа ДСТ-9035.
В качестве аналого-цифрового преобразователя 15 может быть применена микросхема К1108ПВ1.
Блоки 16 и 17 памяти могут быть реализованы на любых специализированных узлах или на стандартных микросхемах типа К155ИР1 или К555ИР26.
Сумматор 21 накапливающего типа может быть реализован на известных схемах с Применением регистров памяти или на специализированных узлах, например, УБСР-ДИ.
В качестве блоков 22 и 23 регистрации могут быть применены цифровые дисплеи или другие узлы.
Устройство работает следующим образом.
Перед началом процесса вакууми- рования вакуум-камеру I с всасывающим патрубком 2 из исходного положения опускают в ковш 3 с металлом при помощи механизма 4 перемещения вакуум-камеры, который через редуктор 5 кинематически связан с датчиком 6 перемещения.
Настройка механизма А производится установкой датчика 6 так, что по R-входу счетчик 7 положения устанавливается в О. В этот момент торец патрубка 2 входит в металл, а счетчик 7 положения на разрядных выходах имеет нулевой код.
При продолжении опускания вакуум- камеры с всасывающим патрубком 2 в ковш 3 с металлом на втором и третье выходах датчика 6 перемещения формируются сигналы, которые поступают на суммирующий (+) и вычитающий (-) входы счетчика 7 положения.
На разрядных выходах последнего вырабатывается код, пропорциональный величине перемещения вакуум-камеры 1 с всасывающим патрубком 2. Сформированный на выходах счетчика 7 положения код поступает на первые входы первой и второй схем 8 и 9 совпадения. На вторые входы этих схем совпадения по шинам 10 и 11 задания поступают соответственно верхнее и нижнее рабочие положения. Это задание может поступать либо непосредственно от АСУ ТП при автоматическом режиме, либо с пульта управления (не показано) в режиме Совет мастеру.
По заднему фронту сигналов схем 8 и 9 совпадения первый и второй од- новибраторы 12 и 13 формируют импульсы.
С выхода датчика 14 массы сигнал, пропорциональный массе брутто ковша с металлом, поступает на вход аналого-цифрового преобразователя 15, где преобразуется в цифровой код.
При достижении торцом патрубка 2 уровня погружения в металл, равного заданному по шине 10 верхнему рабочему положению, на выходе первой схемы 8 совпадения формируется сигнал. По переднему фронту этого сигнала измерения в этот момент начальная масса GJ брутто ковша с металлом перезаписывается в первый блок 16 памяти и хранится в нем.
При достижении требуемого разряжения в вакуум-камере 1 патрубок 2 продолжает опускаться в ковш 3 с металлом. С этого момента за счет разности давления в ковше и в вакуум- камере металл из ковша по ходу погружения засасывается через патрубок 2 в вакуум-камеру и заполняет ее нижнюю часть. Заполнение вакуум-камеры металлом прекращается, когда торец патрубка достигает глубины погружения, равной заданному по шине 11 нижнему рабочему положению. За время погружения патрубка в вакуум-камеру поступит только часть металла (порция) из ковша. Масса этой порции под действием вакуума отрывается от начальной массы брутто ковша с металлом и датчик 1А массы фиксирует . уже новое значение G массы брутто ковша с металлом.
В этот момент срабатывает вторая схема 9 совпадения и на выходе ее формируется сигнал. По переднему фронту этого сигнала код нового значения С массы брутто ковша с выхода аналого-цифрового преобразователя 15 перезаписывается во второй блок 17 памяти и хранится в нем до очередного вычисления.
По импульсу, сформированному вторым одновибратором 13, значения масс Од, С с выходов первого и второго блоков 16 и 17 памяти поступают на входы вычитателя 18, где от начальной массы G, брутто вычитается новое значение массы G брутто. Эта
разность , является млгсой порции металла, поступппшегс i вакуум-камеру на обработку.
Одновременно второй пдиолибрлтор 13 устанавливает триггер 1 ) ь О и на выходе третье го однопиорптора 20 формируется импульс. По переднему фронту этого импульса вычисленная
0 масса &G порции металла из вычислителя 18 поступает на вход накапливающего сумматора 21 и на первый блок 22 регистрации.
В сумматоре 21 поступившие значе5 ния массы AG порции металла суммируются с набегающим итогом за каждый цикл вакуумирования. После каждого очередного вычисления с выхода сумматора 21 информация поступает на
0 второй блок 23 регистрации.
После окончания вычисления по заднему фронту импульса с выхода третьего одновибратора 20 первый и второй блоки 16 и 17 памяти устанав5 ливаются в О и устройство готово к следующему циклу вакуумирования. Для обновления массы порции NG обработанного металла в вакуум-камере вакуум-камеру поднимают вверх до
0 заданного верхнего pa6()4f. r o положения. При подъеме вакуум-камеры происходит быстрый слив захваченной порции AG металла в ковш.
Когда торец патрубка достигает уровня погружения, равного заданного верхнему положению, из вакуум-камеры вся захваченная масса порции Л G металла сливается снова в KOBUI и цикл вакуумирования повторяется. Снова
0 производится контроль массы порции металла, засасываемого вакуум-камерой за очередной цикл вакуумирования. Работа устройства повторяется. Процесс вакуумирования продолжается
5 до тех пор, когда масса проходимого через вакуум-камеру металла достигает своего максимального значения. На втором блоке 23 регистрации отображается суммарная масса металла,
0 прошедшего через вакуум-камеру за все циклы вакуумирования.
Практическая реализация устройства может быть осуществлена как аппаратным, так и программным путем на
5 программируемом контролере типа М458,02,
Применение устройства позволяет контролировать массу порции металла, поступавшего в вакуум-камеру непо5
средственно по ходу процесса вакууми- рования с учетом угара элементов и добавок сыпучих материалов.
При этом повьшшется точность контроля, исключаются субъективные оценки массы.
Эффективность от внедрения устройства определяется за счет повышения качества металла, обеспечения стабильности процесса вакуумирова- ния и его контроля.
Формула изобре те н и я
Устройство контроля массы металла прошедшего через вакуум-камеру при вакуумировании, преимущественно через вакуум-камеру с всасывающим патрубком погруженным в ковш с металлом, и механизмом перемещения вакуум-камеры, содержащее датчик перемещения, первый вход которого соединен с R-входом реверсивного счетчика, суммирующий (+) и вычитающий (-) входы которого соединены соответственно с вторым и третьим выходами датчика перемещения, а разрядные выходы реверсивного счетчика - с первыми входами первой и второй схем совпадения, вторые входы которых соединены соответственно с шиной задания верхнего рабочего положения и с шиной задания нижнего рабочего положения, а выходы их - с входами соответственно первого и второго одновибраторов, датчик массы.
0
,Q
5
0
35
соединенный последовательно с аналого-цифровым преобразователем, накапливающий сумматор, отличающееся тем, что, с целью повышения точности контроля массы порции металла, заполняющего вакуум-камеру за каждый цикл вакуумирования, и непрерывного контроля массы металла, прошедшего через вакуум-камеру по ходу процесса вакуумирования, в него введены первый и второй блоки памяти, вычитатель, триггер, третий одновибратор, первый и второй блоки регистрации, причем разрядные выходы аналого-цифрового преобразователя соединены с информационными входами первого и второго блоков памяти, управляющие входы которых соединены соответственно с выходами первой и второй схем совпадения, вькоды первого и второго блоков памяти поразрядно соединены соответственно с первым и вторым входами вычитателя, управляющий вход которого соединен с выходом второго одновибратора и R-входом триг гера, S-вход которого соединен с выходом первого одновибратора, а прямой выход триггера через третий одновибратор соединен с входами сброса первого и второго блоков памяти и с управляющим входом накапливающего сумматора, информационный выход которого соединен с выходом вычитателя и входом первого блока регистрации, а информационный выход сумматора - с входом второго блока регистрации.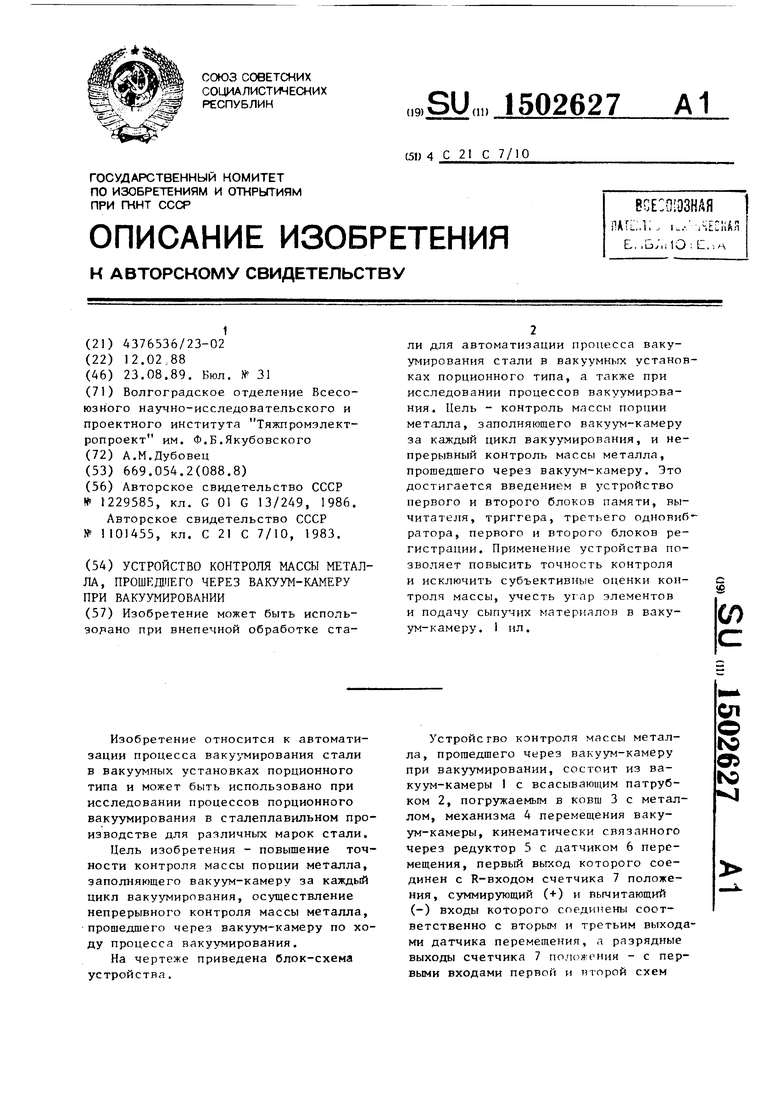



| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство контроля массы металла, прошедшего через вакуумкамеру при вакуумировании | 1990 |
|
SU1786114A1 |
| Устройство контроля скорости заполнения вакуум-камеры металлом при вакуумировании | 1990 |
|
SU1712426A1 |
| Устройство для коррекции кинематических погрешностей механизма перемещения вакуум-камеры | 1989 |
|
SU1700063A1 |
| Система программного управления процессом порционной вакуумной обработки стали | 1989 |
|
SU1684347A2 |
| Устройство автоматического контроля режимов работы порционного вакууматора | 1990 |
|
SU1721098A2 |
| Система управления режимом порционного вакуумирования стали | 1984 |
|
SU1227690A2 |
| Система управления режимом порционного вакуумирования стали | 1988 |
|
SU1539214A2 |
| Система управления режимом порционного вакуумирования стали | 1983 |
|
SU1101455A1 |
| Устройство автоматического контроля режимов работы порционного вакууматора | 1987 |
|
SU1482957A1 |
| Многоканальный широтно-импульсный регулятор температуры (его варианты) | 1981 |
|
SU962883A1 |
Изобретение может быть использовано при внепечной обработке стали для автоматизации процесса вакуумирования стали в вакуумных установках порционного типа, а также при исследовании процессов вакуумирования. Цель - контроль массы порции металла, заполняющего вакуум-камеру за каждый цикл вакуумирования, и непрерывный контроль массы металла, прошедшего через вакуум-камеру. Это достигается введением в устройство первого и второго блоков памяти, вычитателя, триггера, третьего одновибратора, первого и второго блоков регистрации. Применение устройства позволяет повысить точность контроля и исключить субъективные оценки контроля массы, учесть угар элементов и подачу сыпучих материалов в вакуум-камеру. 1 ил.
| Весоизмерительное устройство | 1984 |
|
SU1229585A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Система управления режимом порционного вакуумирования стали | 1983 |
|
SU1101455A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
