СПОСОБ ЗАБОРТОВКИ И ПРИКЛЕЙКИ КРОМОК ПО КОНТУРУ У ДЕТАЛЕЙ, НАПРИМЕР, ВЕЛОСУМОК И ПРЕСС-ФОРМА
Заявлено 9 октября 1956 г. за 9 558867/28 в Комитет по делам изобретений и открытий при Совете Министров СССР
Опубликовано в «Бюллетене изобретении N° 18 за 1962 г.
Применяемые способы забортовки и приклейки кромок по контуру деталей сводятся к ручному обжатию детали по всему контуру изделия. Производительность труда при таких способах низкая.
Предлагаемый новый способ обработки деталей заключается в том, что подготовленную деталь укладывают в пресс-форму и при помощи деформирующейся резины равномерно забортовывают края деталей и приклеивают их по требуемому контуру.
Такой способ увеличивает производительность труда.
Предлагаемая для осуществления этого способа пресс-форма состоит из матрицы, крыщка которой снабжена вырезом, соответствующим форме обрабатываемой детали, деформирующейся резины, уложенной по контуру основания матрицы, подпружиненного пуансона, одна часть которого служит для заталкивания детали в матрицу, а другая для нажима на резину, и выталкивателя для выемки склеенной детали.
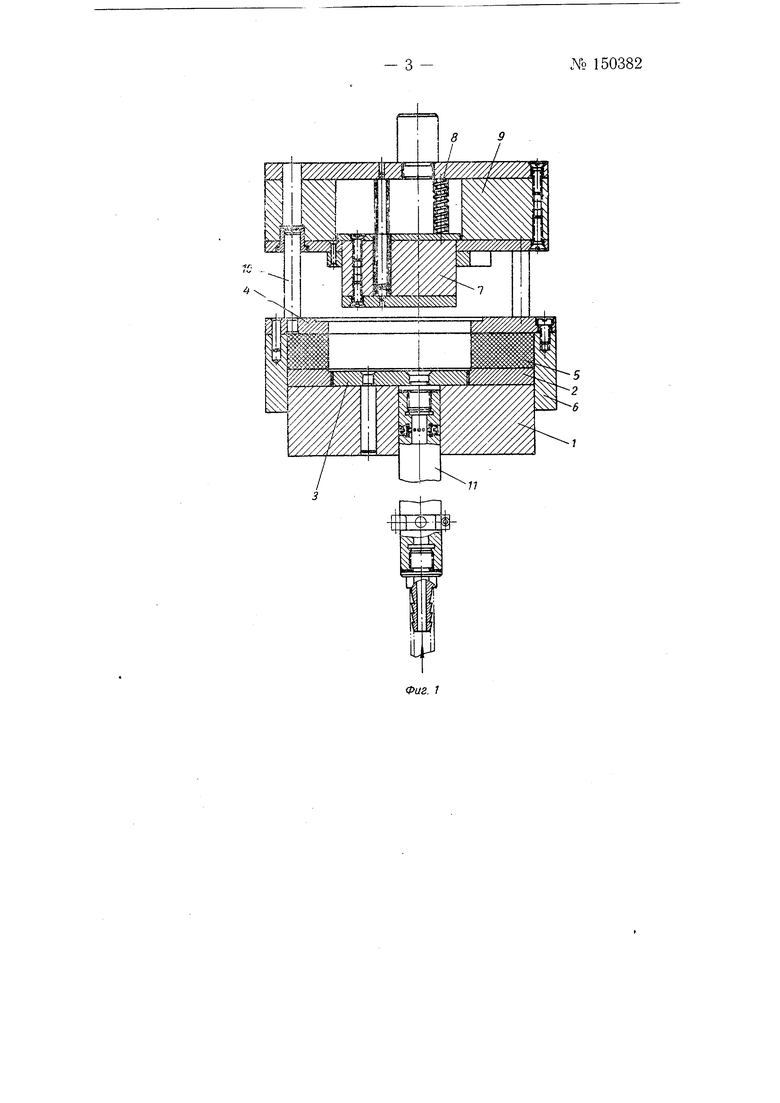
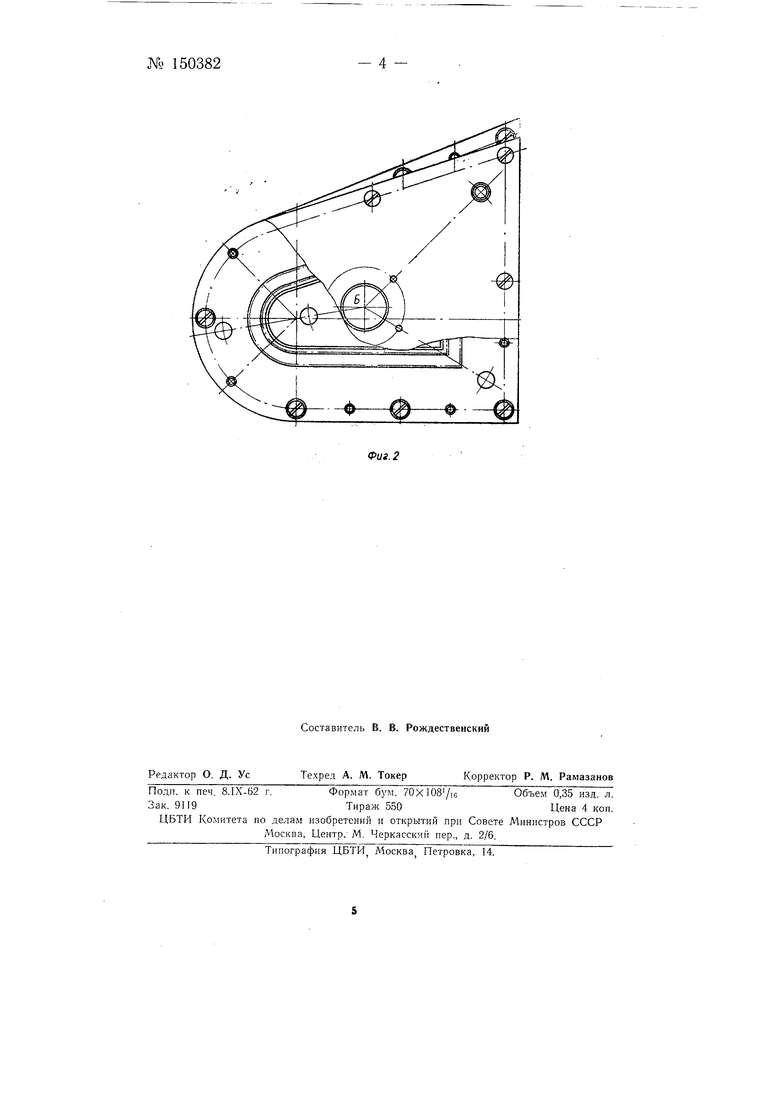
На фиг. 1 и 2 изображена пресс-форма в двух проекциях.
На основании / установлены плита 2 и выталкиватель 3. Между крыщкой 4 матрицы и плитой укладывается деформирующаяся резина 5, .которая осуществляет забортовку детали. Корпус матрицы 6 охватывает резину со всех сторон и заставляет ее деформироваться только во внутреннюю полость матрицы.
Фигурпый пуансон состоит из корпуса 7, предназначенного для заталкивания детали в матрицу, и подпружиненного пружиной 5 корпуса 9, перемещающегося по направляющим 10 и предназначенного для создания необходимого усилия на резину 5. Для опрыскивания контура резины и образования пленки, не дающей возможности клею прилипать к стенкам резины, предусмотрен подвод воды при помощи трубы //. ДЛЯ ЕГО ВЫПОЛНЕНИЯ
№ 150382- 2 Подготовленное к забортовке, промазанное клеем по краю изделие укладывается на крышку матрицы. При помощи корпуса 7 пуансона изделие заталкивается внутрь матрицы до плиты 2. После этого корпус пуансона выводится из матрицы и под его действием на корпус 9 пуансона и крышку матрицы давление передается резине 5. Последняя нячинает деформироваться и равномерно огибает и опрессовывает изделие по всему контуру. Корпус 9 отводится в верхнее положение, и опрессованное изделие выталкивается из матрицы выталкивателем 3.
По заключению Управления текстильной и легкой промышленности Мосгорисполкома предлагаемое изобретение является полезным, так Как увеличивает производительность труда.
Предмет изобретения
1.Способ забортовки и приклейки кромок по контуру у деталей, например, велосумок, отличающийся тем, что, с целью увеличения производительности труда, подготовленную деталь укладывают в прессформу и с помощью деформирующейся резины равномерно забортовывают и приклеивают края деталей по требуемому контуру.
2.Пресс-форма для выполнения указанного способа, отличающаяся тем, что она состоит из матрицы, крышка которой имеет вырез, соответствующий форме обрабатываемой детали, уложенной по контуру основания матрицы резины, служащей для забортовки деталей, монтированного над матрицей подпружиненного фигурного пуансона, одна часть которого служит для заталкивания детали в матрицу, а другая для нажима на резину, и выталкивателя.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ вырубки деталей из листа и штамп для его осуществления | 1949 |
|
SU82682A1 |
| Штамп совмещенного действия для пробивки и вырубки | 1980 |
|
SU902928A1 |
| Устройство для загибки краев деталей | 1976 |
|
SU579219A1 |
| УНИВЕРСАЛЬНЫЙ ВЫТЯЖНОЙ ШТАМП | 1992 |
|
RU2025170C1 |
| Способ выдавливания полых изделий | 1989 |
|
SU1792784A1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Штамп совмещенного действия для вырубки деталей из неметаллических материалов и пробивки в них отверстий | 1980 |
|
SU929279A1 |
| Станок для штамповки и вырубки деталей из фольги | 2019 |
|
RU2718774C1 |
| Штамп для вырубки деталей из резины | 1980 |
|
SU876482A1 |
| Штамп для изготовления деталей из листового материала | 1985 |
|
SU1294415A1 |