Изобретение относится к обработке металлов давлением, в частности, для калибровки и подгибки полок деталей типа рамок с незамкнутым контуром и может быть использовано в общем машиностроении.
Цель изобретения - повышение качества получаемых изделий и повышение производительности за счет совмеш,ения операций подгибки полок и калибровки.
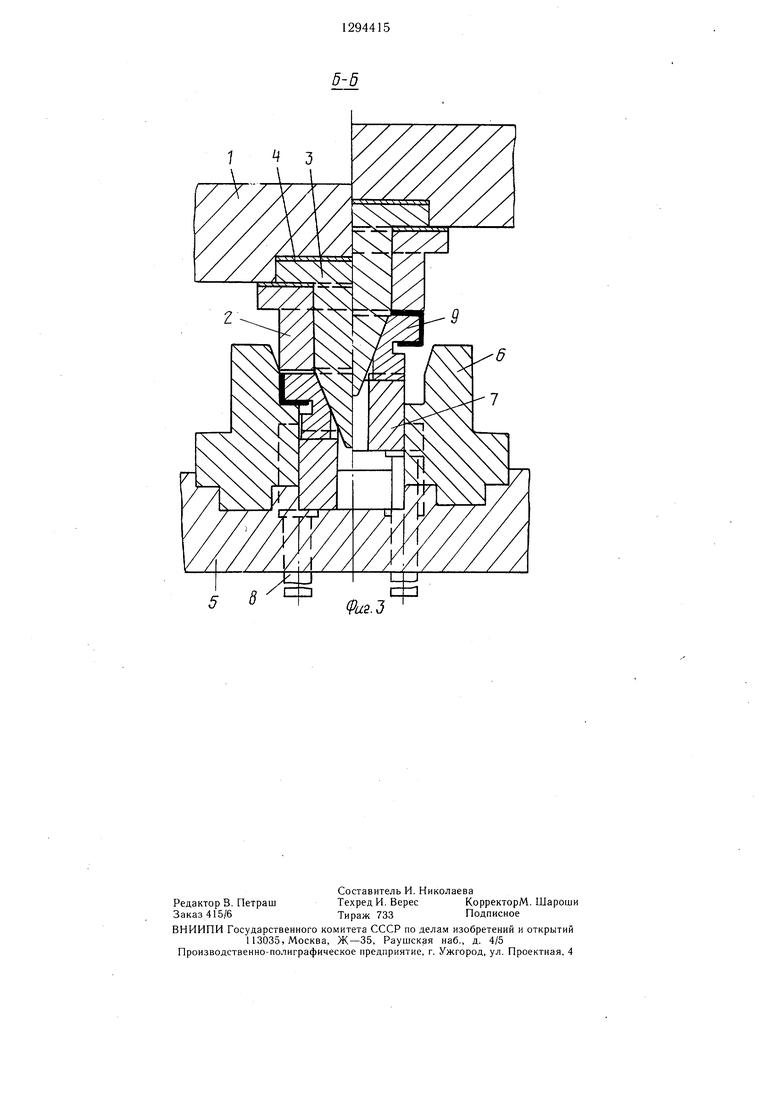
На фиг. 1 представлен штамп, вид сбоку; на фиг. 2 - сечение А-А на фиг. 1, в исходном (слева) и конечном (справа) положениях штампа; на фиг. 3 - сечение Б-Б на фиг. 1, в промежуточном (справа) и конечном (слева) положениях штампа.
Штамп содержит верхнюю плиту 1, на которой закреплен прижим 2 прямоугольной формы и разжимной конус 3, размещенный в отверстиях прижима 2. Прижим и конус снабжены регулировочными прокладками 4. На нижней плите 5 укреплена матрица 6, состоящая из двух частей, между которыми размещен выталкиватель 7, взаимодействующий с толкателями 8.
На выталкивателе 7 размещен секционный пуансон 9, выполненный в виде двух полутавров с возможностью возвратно- поступательного движения в противоположные стороны. Каждая половинка пуансона 9 снабжена фиксаторами 10, подпружиненными пружиной 11, размещенной в отверстиях разъемного пуансона 9. На нижней плите 5 вне зоны рабочих частей матрицы 6 установлены клинья 12 Г-образной формы, своими плоскостями с и d взаимодействующие с клиновыми выступами 13 разъемного пуансона 9.
Штамп работает следующим образом.
Заготовка-полуфабрикат 14, полученная после гибки с развалом, укладывается на верхнюю поверхность сомкнутого разъемного пуансона 9 и фиксируется фиксаторами 10 (фиг. 2, слева). Нри ходе ползуна пресса вниз конус 3 через конусные отверстия, выполненные в разъемном пуансоне 9, раздвигает секции разъемного пуансона 9 в стороны, заполняя внутреннюю полость контура заготовки 14, и одновременно опускает выталкиватель 7 вниз за счет клиновых выступов 13, вза- имодействующих с наклонными плоскостями клина 12 (фиг. 3, слева) т. е. в момент, когда пуансон 9 с заготовкой 14 имеют возможность пройти в зону рабочих частей матрицы 6.
При дальнейшем движении верхней плиты 1 вниз разъемный пуансон 9 временно не раздвигается в стороны, а только опускается вниз, так как клиновые выступы 13 в этот период с наклонной плоскости перешли на вертикальную плоскость с клина 12, а разъемный пуансон 9 вместе с заготовкой 14 входит в зону матрицы 6.
В конце хода пуансона пресса вниз клиновой выступ 13 пуансона 9 из вертикальной плоскости с попадает в плоскость углубления d и в этот момент происходит калибровка четырех сторон и радиусов заготовки 14, так как разъемный пуансон 9 получает дополнительную возможность раздвинуться в стороны и произвести удар.
При движении ползуна пресса вверх конус 3 освобождается от разъемного пуансона 9, толкатель 8 поднимает выталкиватель 7 вверх. В момент, когда пуансон 9 полностью выходит из зоны матрицы 6, клиновые выступы 13 пуансона 9 входят в контакт с наклонной плоскостью клина 12. При этом секции пуансона 9 начинают перемещаться одна навстречу другой и, смыкаясь, освобождают деталь 14.
Формула изобретения
5
0
5
0
Штамп для изготовления деталей из листового материала, содержащий неподвижную нижнюю плиту со смонтированной на ней матрицей, подпружиненным выталкивателем, секционным пуансоном, размещенным на выталкивателе, а также прижим и разжимной конус, установленные концен- трично на верхней плите, отличающийся тем, что, с целью повышения качества получаемых изделий и повышения производительности, он снабжен размещенны.ми на нижней плите клиновыми элементами с профилированными поверхностями в виде наклонных и вертикальных участков со стороны, обращенной к пуансону, фиксаторами, установленными внутри каждой секции пуансона, подпружиненны.ми относительно них и закрепленными на их противоположных нерабочих сторонах, причем нерабочие части секций пуансона выполнены с клиновыми выступами, расположенными с возможностью взаимодействия с упомянутыми профилированными поверхностями клиновых элементов.
+ 4- + +
-h
+
+
Т-Г4Ч- +
L-f- 4+
+
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для формовки | 1980 |
|
SU912339A1 |
| Штамп для радиальной калибровки изделий | 1989 |
|
SU1706777A2 |
| Штамп для деформирования кольцевых заготовок | 1985 |
|
SU1310078A1 |
| Штамп для радиальной калибровки изделий с периодическим профилем | 1990 |
|
SU1761369A1 |
| Штамп для формования заготовок типа стакана | 1975 |
|
SU579864A3 |
| Штамп для гибки штучных заготовок из листа и проволоки | 1987 |
|
SU1433557A2 |
| Штамп для загибки фланца | 1980 |
|
SU912338A1 |
| ШТАМП ДЛЯ ПОЛУЧЕНИЯ ПАЗОВ В ЛИСТОВЫХ ДЕТАЛЯХ | 1971 |
|
SU426731A1 |
| ШТАМП ДЛЯ ОДНОПЕРЕХОДНОЙ ВЫСАДКИ УТОЛЩЕНИЙ | 1969 |
|
SU238335A1 |
| Штамп для листовой штамповки | 1982 |
|
SU1091964A1 |

Изобретение относится к штампам для калибровки деталей из листового материала. Устройство позволяет повысить качество получаемых деталей и повысить производительность штамповки за счет того, что деталь после гибки размещают на секционном пуансоне с подпружиненными фиксаторами на боковых поверхностях. При опускании верхней плиты клиновые выступы нерабочих частей секций пуансона взаимодействуют с профилированными поверхностями клиновых элементов нижней плиты, осуществляя калибровку детали. 3 ил. S (Л 1чЭ ;о 4 N4
-Г
l-TL
+ |-f
+
M
TA
ft
M
n
1 3
5 8
СП
(риз.З
| Мещерин В | |||
| Т | |||
| Листовая штамповка | |||
| Атлас схем, 1975, с | |||
| Ребристый каток | 1922 |
|
SU121A1 |
| Трепальная машина для обработки лубовых растений | 1923 |
|
SU342A1 |
