19
2;
г
(П
- 7
СО
31503937
метрии которых перпендикулярны оси симметрии устройства и пересекаются с ней. Между верхней 20 и нижней 19 плитами расположена траверса 5 с при- е водом осевого перемещения в виде гидроцилиндра 26, связанного с верхней плитой 20. С траверсой 5 связан привод осевого перемещения цилиндрических шарниров 10,выполненный в tO
виде гидроцилиндра 17. На периферий-, ных участках нерабочих торцов частей прижима 3 размещены шарниры 6, связанные с траверсой 5 посредством опор скольжения. Выполнение прижима из двух частей приводит к уменьшению амплитуды качания и холостого хода прижима 3 в процессе разглаживания гофров на заготовке, 7 ил.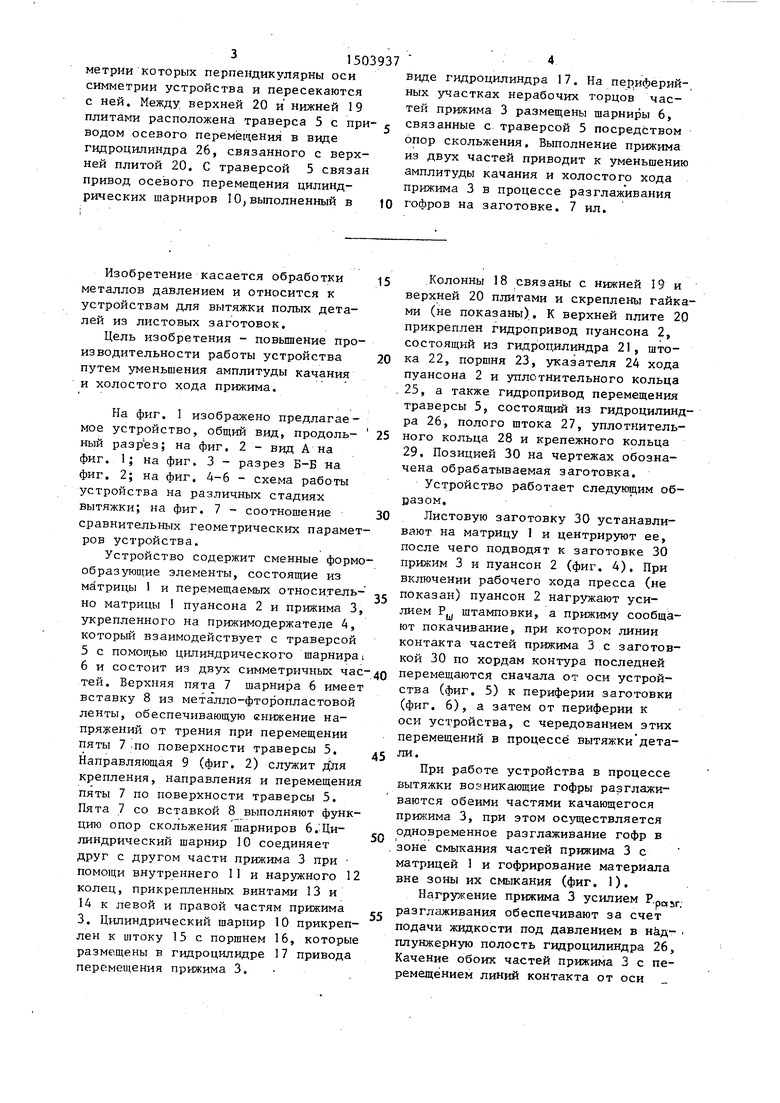
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс для глубокой вытяжки листовых деталей | 2015 |
|
RU2619421C2 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |
| Устройство для глубокой вытяжки | 1982 |
|
SU1049141A1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Штамп для пульсирующей вытяжки | 1986 |
|
SU1362540A1 |
| Пресс для пульсирующей вытяжки | 1981 |
|
SU1016205A1 |
| Способ вытяжки листовых деталей | 1990 |
|
SU1794538A1 |
| Устройство для испытания листовых материалов на двухосное растяжение в процессе вытяжки | 1980 |
|
SU896495A1 |
| Способ вытяжки полых деталей из листового материала | 1981 |
|
SU1009569A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 2003 |
|
RU2255828C1 |
Изобретение относится к обработке металлов давлением и может быть использовано в машиностроении при вытяжке полых деталей из листовых заготовок. Цель изобретения - повышение производительности устройства в работе путем уменьшения амплитуды качания и холостого хода прижима. Прижим 3 выполнен в виде двух симметричных относительно оси устройства частей, соединенных между собой цилиндрическими шарнирами 10, оси симметрии которых перпендикулярны оси симметрии устройства и пересекаются с ней. Между верхней 20 и нижней 19 плитами расположена траверса 5 с приводом осевого перемещения в виде гидроцилиндра 26, связанного с верхней плитой 20. С траверсой 5 связан привод осевого перемещения цилиндрических шарниров 10, выполненный в виде гидроцилиндра 17. На периферийных участках нерабочих торцов частей прижима 3 размещены шарниры 6, связанные с траверсой 5 посредством опор скольжения. Выполнение прижима из двух частей приводит к уменьшению амплитуды качания и холостого хода прижима 3 в процессе разглаживания гофров на заготовке. 7 ил.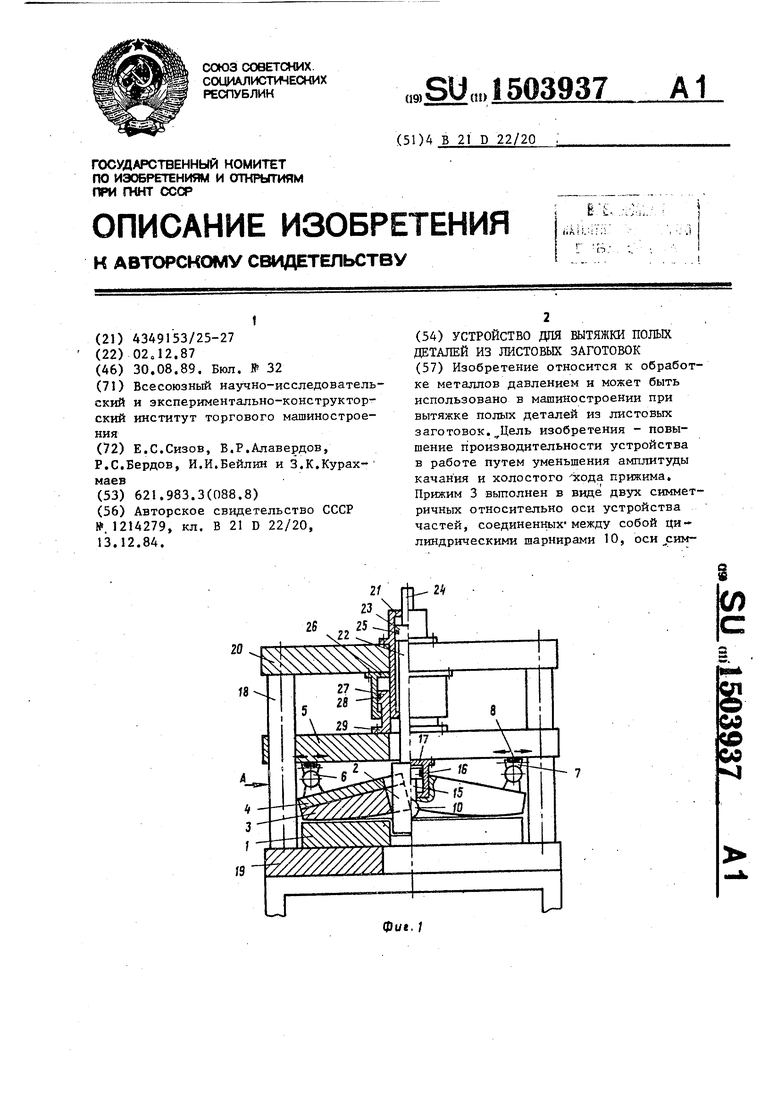
Изобретение касается обработки металлов давлением и относится к устройствам для вытяжки полых деталей из листовых заготовок.
Цель изобретения - повьщ1ение производительности работы устройства путем уменьшения амплитуды качания и холостого хода прижима.
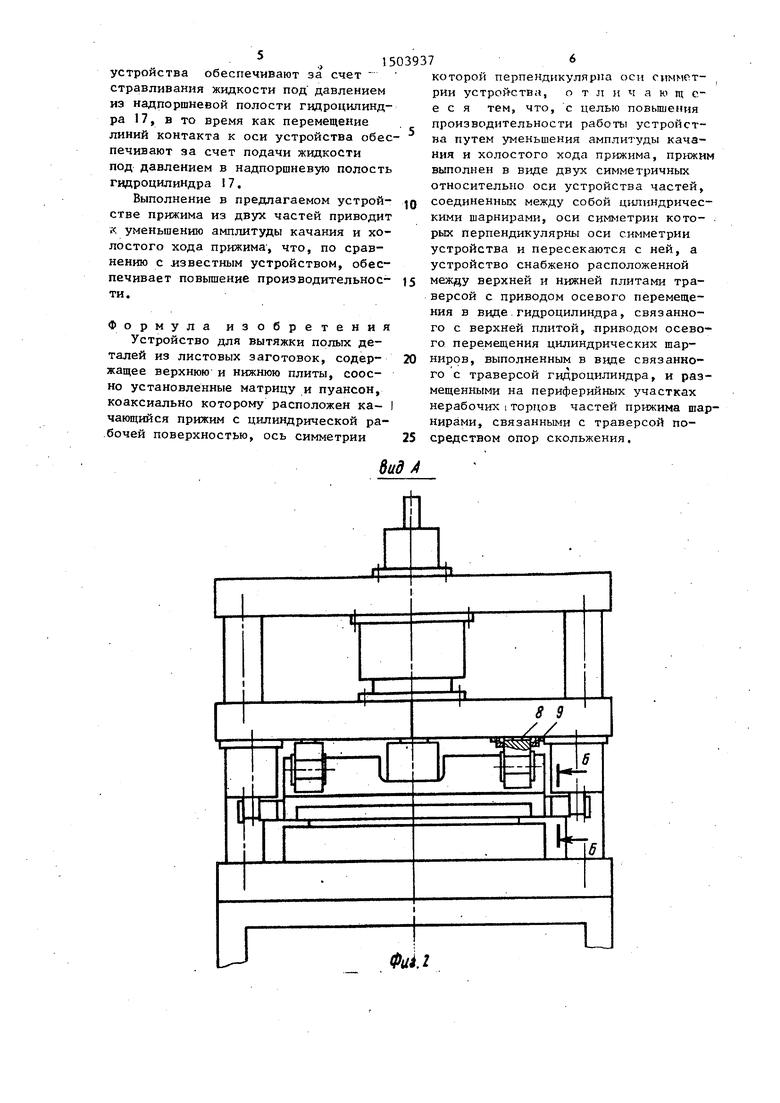
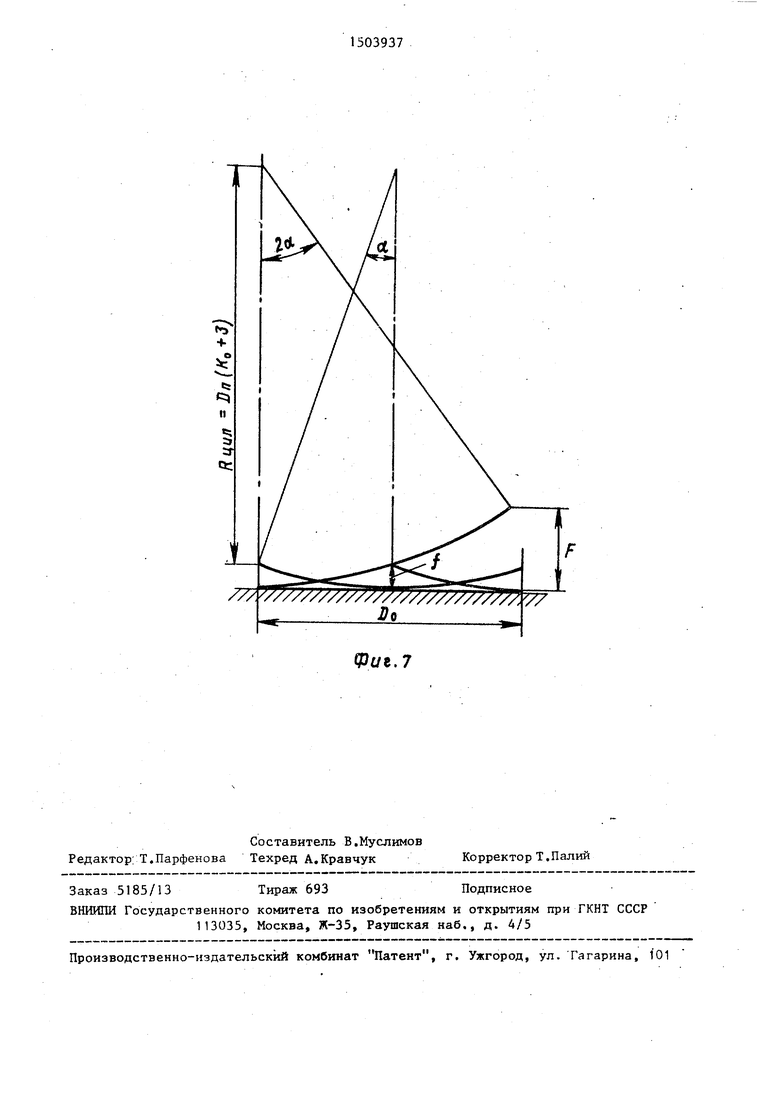
На фиг. 1 изображено предлагаемое устройство, общий вид, продоль- ный разр ез; на фиг, 2 - вид А на фиг. 1; на фиг. 3 - разрез Б-Б на фиг, 2; на фиг. 4-6 - схема работы устройства на различных стадиях вытяжки; на фиг. 7 - соотношение сравнительных геометрических параметров устройства.
Устройство содержит сменные формообразующие элементы, состоящие из матрицы 1 и перемещаемых относитель- но матрицы 1 пз ансона 2 и прижима 3, укрепленного на прижимодержателе 4, который взаимодействует с траверсой
5с помощью цилиндрического шарнираt
6и состоит из двух симметричных час тей. Верхняя пята 7 шарнира 6 имеет вставку 8 из металло-фторопластовой ленты, обеспечивающую снижение напряжений от трения при перемещении пяты 7 по поверхности траверсы 5, Направляющая 9 (фиг, 2) служит д йя крепления, направления и перемещения пяты 7 по поверхности траверсы 5.
Пята 7 со вставкой 8 выполняют функцию опор скольжения шарниров 6, Ци- линдрический шарнир 10 соединяет друг с другом части прижима 3 при помощи внутреннего II и наружного 12 колец, прикрепленных винтами 13 и 14 к левой и правой частям прижима 3. Цилиндрический шарнир 10 прикреплен к штоку 15 с поршнем 16, которые размещены в гидроцилидре 17 привода перемещения прижима 3.
О
с
о е
0
5
Колонны 18 связаны с нижней 19 и верхней 20 плитами и скреплены гайками (не показаны), К верхней плите 20 прикреплен гидропривод пуансона 2, состоящий из гидроцилиндра 21, штока 22, поршня 23, згказателя 24 хода пуансона 2 и уплотнительного кольца .25, а также гидропривод перемещения траверсы 5, состоящий из гидроцилиндра 26, полого штока 27, уплотнитель- ного кольца 28 и крепежного кольца 29. Позицией 30 на чертежах обозначена обрабатываемая заготовка.
Устройство работает следующим образом.
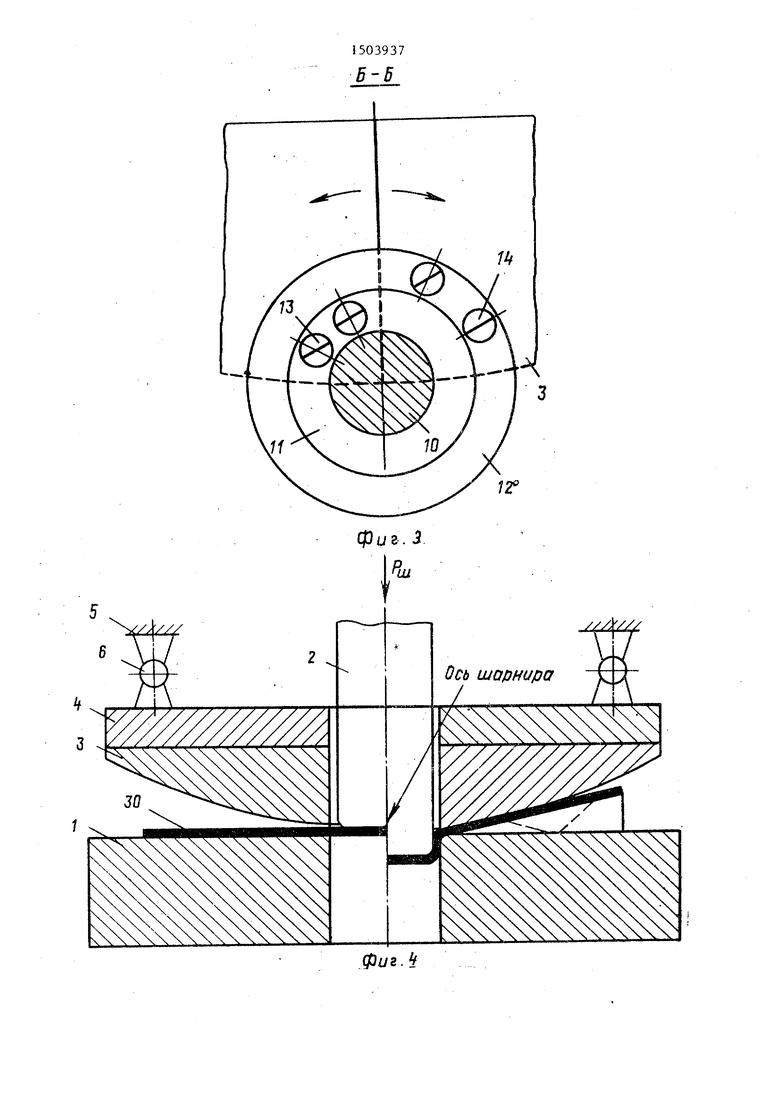
Листовую заготовку 30 устанавливают на матрицу 1 и центрируют ее, после чего подводят к заготовке 30 прижим 3 и пуансон 2 (фиг. 4). При включении рабочего хода пресса (не показан) пуансон 2 нагружают усилием Ру штамповки, а прижиму сообщают покачивание, при котором линии контакта частей прижима 3с заготовкой 30 по хордам контура последней перемещаются сначала от оси устройства (фиг, 5) к периферии заготовки (фиг. 6), а затем от периферии к оси устройства, с чередованием этих перемещений в процессе вытяжки дета- ли.
При работе устройства в процессе вытяжки возникающие гофры разглаживаются обеими частями качающегося прижима 3, при этом осуществляется одновременное разглаживание гофр в . зоне смыкания частей прижима 3 с матрицей 1 и гофрирование материала вне зоны их смыкания (фиг, 1),
Нагружение прижима 3 усилием Р. разглаживания обеспечивают за счет подачи жидкости под давлением в . плунжерную полость гидроцилиндра 26, Качение обоих частей прижима 3 с перемещением линий контакта от оси
устройства обеспечивают за счет - стравливания жидкости под давлением из надпоршневой полости гидроцилиндра 17, в то время как перемещение линий контакта к оси устройства обеспечивают за счет подачи жидкости под давлением в надпоршневую полость гидроцилиндра 17.
Выполнение в предлагаемом устройстве прижима из двух частей приводит к уменьшению амплитуды качания и холостого хода прижима, что, по сравнению с известным устройством, обеспечивает повышение производительности.
15
Формула изобретения
Устройство для вытяжки полых деталей из листовых заготовок, содер- 20 жащее верхнюю и нижнюю плиты, соос- но установленные матрицу и пуансон, коаксиально которому расположен ка- I чающийся прижим с цилиндрической рабочей поверхностью, ось симметрии 25
сь
1503937
которой перпендикулярна оси симметрии устройства, о т л н ч а ю щ о- е с я тем, что, с целью повышения производительности работы устройства путем уменьшения амплитуды качания и холостого хода прижима, прижим выполнен в виде двух симметричных относительно оси устройства частей, соединенных между собой цилиндрическими шарнирами, оси симметрии кото- . рых перпендикулярны оси симметрии устройства и пересекаются с ней, а устройство снабжено расположенной между верхней и нижней плитами траверсой с приводом осевого перемещения в виде.гидроцилиндра, связанного с верхней плитой, .приводом осевого перемещения цилиндрических шарниров, выполненным в виде связанного с траверсой гидроцилиндра, и размещенными на периферийных участках нерабочих i торцов частей прижима шарнирами, связанными с траверсой посредством опор скольжения.
бид
Фи.2
1503937
б-В
Hi
-.Л-4
к/Х/
On шарнира
/
фиг Л
//л///
1503937
Рш
Ось UJOpHUpO
(Риг.5
Ось шарнира
///
фиг.В
ФУ8.7
| Авторское свидетельство СССР № | |||
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
