Изобретение относится к области обработки металлов давлением, в частности к листовой штамповке, и может быть использовано в различных областях машиностроения для изготовления полых изделий из листового металла методом глубокой вытяжки.
Известно устройство для вытяжки полых изделий из листовых заготовок, содержащее соосно установленные пуансон, матрицу и прижим. Пуансон связан с приводом. Прижим выполнен с цилиндрической рабочей поверхностью и установлен с возможностью возвратно-поступательного, качательного движения (а.с. №1214279 МПК B 21 D 22/20 “Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления”, опубл. 28.02.86. Бюл. №8).
Наиболее близким к предлагаемому изобретению является устройство для вытяжки листовых изделий, содержащее корпус, пуансон, матрицу, конический прижим, установленный наклонно к пуансону с возможностью кругового качания от воздействия приводного водила, расположенного с возможностью вращения в корпусе (а.с. №1751913 МПК B 21 D 22/20 “Устройство для вытяжки листовых изделий” опубл. 10.03.95).
К недостаткам известного устройства можно отнести сложность конструкции.
Задачей, решаемой настоящим изобретением, является упрощение конструкции.
Использование предлагаемого изобретения позволит упростить конструкцию устройства для вытяжки листовых изделий за счет уменьшения количества сложных в изготовлении деталей, а также позволит улучшить кинематику движения за счет исключения из механизма поворота пары конических зубчатых колес.
Для решения поставленной задачи в известное устройство для вытяжки листовых изделий, содержащее корпус с крышкой, размещенные в корпусе пуансон, матрицу, нижний прижим, установленные соосно, и верхний прижим, предлагается верхний прижим выполнить в виде тарельчатой пружины и установить соосно пуансону, под крышкой установить направляющее кольцо с упорами, действующими на прижим, а в крышке выполнить гнезда, в которых размещают элементы, подпружинивающие упоры, при этом крышка корпуса установлена с возможностью поворота и возможностью фиксирования угла поворота. Упоры могут быть выполнены в виде роликов. А между упорами и прижимом может быть установлено нажимное кольцо. Устройство может дополнительно содержать привод шагового перемещения.
При выполнении прижима в виде тарельчатой пружины образуется угол наклона к горизонтали, который обеспечивает контролируемое образование гофров на фланце заготовки в процессе вытяжки с последующим их разглаживанием при воздействии усилия, передаваемого упорами в виде роликов от рабочего органа пресса. Использование всей совокупности признаков позволило упростить конструкцию устройства.
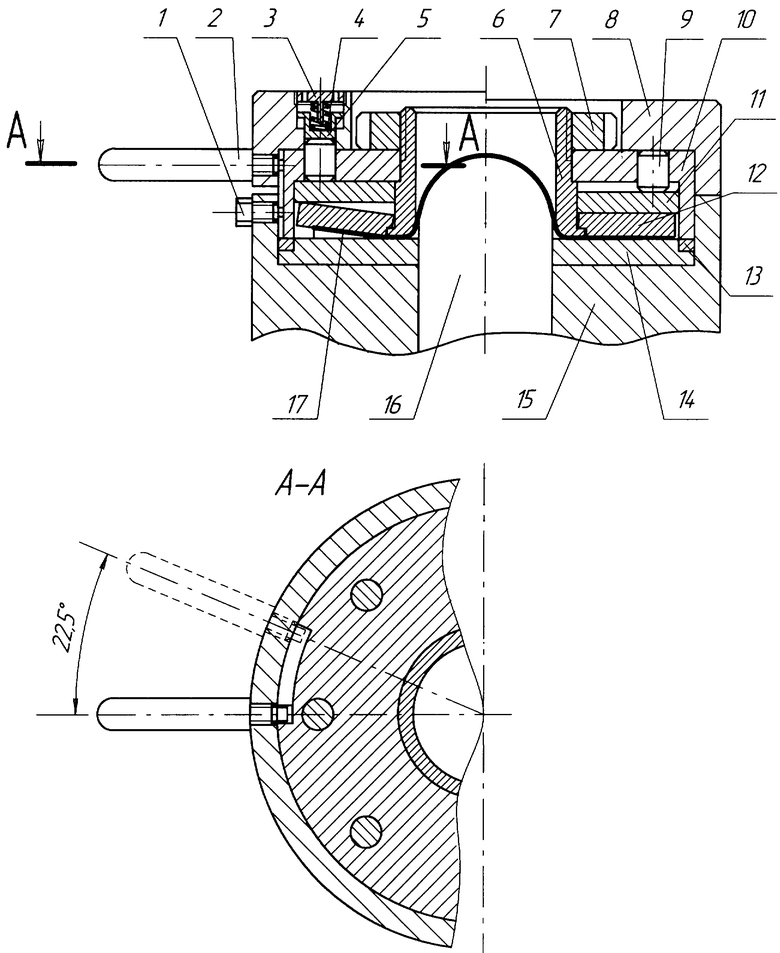
На чертеже изображено предлагаемое устройство, обеспечивающее глубокую вытяжку штампуемой заготовки путем шагового перемещения пуансона с преднамеренным образованием контролируемых гофров на фланце штампуемой детали; где: 1 - стопор; 2 - ручка; 3 - пробка; 4 - пружина; 5 - седло; 6 - матрица, выполненная в виде втулки; 7 - гайка; 8 - крышка корпуса; 9 - упор; 10 - кольцо направляющее, 11 - кольцо нажимное; 12 - пружина тарельчатая; 13 - кольцо установочное; 14 - нижний прижим; 15 - корпус; 16 - пуансон; 17 - вытягиваемая заготовка.
Устройство работает следующим образом: в корпусе 15 устройства для шагового перемещения пуансона устанавливается нижний прижим 14 с установочным кольцом 13 и вытягиваемой заготовкой 17. Установочное кольцо 13 обеспечивает зазор между нижним прижимом 14 и матрицей 6, равный δ=t(1+0,1t), где t - толщина штампуемой заготовки. При расположении упоров 9 в отверстиях крышки 8 (чертеж, слева от осевой линии) тарельчатая пружина располагается под углом α к горизонтали, что обеспечивает образование контролируемых гофров на фланце штампуемой заготовки при перемещении пуансона вверх на величину шага его перемещения. Образованные на фланце заготовки гофры в дальнейшем необходимо разгладить, для чего снимается давление с крышки 8; под действием пружин 4 крышка 8 приподнимается до смыкания фланца седла 5 с крышкой 8, после чего крышка с помощью ручки 2 поворачивается по часовой стрелке на фиксированный угол, обеспеченный окружным пазом, профрезерованным в направляющем кольце 10. Длина окружного паза, изготовленного в направляющем кольце 10, выполняется такой, чтобы при повороте крышки 8 упоры 9 разместились в середине между отверстиями в крышке с расположенными в них седлами 5, после чего прикладывают давление к крышке 8 (чертеж, справа от осевой линии). В таком положении упоры 9 передают давление от крышки 8 через нажимное кольцо 11 на тарельчатую пружину 12, которая занимает горизонтальное положение и распрямляет гофры на фланце вытягиваемой заготовки. После этого давление с крышки 8 снимается; она поворачивается против часовой стрелки на фиксированный угол, при котором упоры 9 попадают в отверстия с седлами 5 в крышке 8. При создании давления на крышку 8 седла 5 приподнимаются, преодолевая усилие пружины 4, а тарельчатая пружина 12 занимает положение под углом α к горизонтали (чертеж, слева от осевой линии). После этого производится вытяжка штампуемой заготовки на величину, при этом на фланце вытягиваемой заготовки образуются гофры, которые в дальнейшем распрямляются и т.д.
Использование данного изобретения позволило получить более простое устройство для вытяжки листовых изделий, позволяющее за одну операцию штамповки-вытяжки увеличить глубину вытяжки в 2,3...3 раза по сравнению с вытяжкой без преднамеренного гофрообразования на фланце заготовки.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2003 |
|
RU2241563C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ ДЕТАЛЕЙ ИЗ ТОНКОЛИСТОВЫХ ЗАГОТОВОК И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ (ВАРИАНТЫ) | 2007 |
|
RU2408447C2 |
| СПОСОБ ВЫТЯЖКИ ПОЛЫХ ИЗДЕЛИЙ ИЗ ЛИСТОВЫХ ЗАГОТОВОК | 2001 |
|
RU2217257C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ И ШТАМП ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2008 |
|
RU2367536C1 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 2003 |
|
RU2245207C1 |
| СПОСОБ ГЛУБОКОЙ ИМПУЛЬСНОЙ ВЫТЯЖКИ ДЕТАЛЕЙ | 2001 |
|
RU2242318C2 |
| ШТАМП ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ | 2011 |
|
RU2494830C2 |
| СПОСОБ ГЛУБОКОЙ ВЫТЯЖКИ | 1993 |
|
RU2091190C1 |
| СПОСОБ ШТАМПОВКИ ТОНКОСТЕННЫХ КОЛЬЦЕВЫХ ДЕТАЛЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2009 |
|
RU2428271C2 |
| Способ изготовления коробчатых изделий и штамп для его осуществления | 1978 |
|
SU747577A1 |
Изобретение относится к обработке металлов давлением. Устройство для вытяжки листовых изделий содержит корпус с крышкой, размещенные в нем пуансон, матрицу и нижний прижим, установленные соосно, и верхний прижим. Верхний прижим выполнен в виде тарельчатой пружины и установлен соосно пуансону. Под крышкой установлено направляющее кольцо с упорами, действующими на верхний прижим. В крышке выполнены гнезда, в которых установлены элементы, подпружинивающие упоры, а крышка установлена с возможностью поворота. При этом между верхним прижимом и упорами может быть установлено нажимное кольцо. Упоры могут быть выполнены в виде роликов. Устройство может дополнительно содержать привод шагового перемещения. Достигается упрощение конструкции. 3 з.п. ф-лы, 1 ил.
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 1990 |
|
RU1751913C |
| Штамп для вытяжки | 1986 |
|
SU1400723A1 |
| Устройство для глубокой вытяжки | 1982 |
|
SU1049141A1 |
| ГИДРАВЛИЧЕСКИЙ ПРЕСС ДВОЙНОГО ДЕЙСТВИЯ | 1991 |
|
RU2013165C1 |
| СПОСОБ МОДЕЛИРОВАНИЯ ЭКСПЕРИМЕНТАЛЬНОГО ЦИРРОЗА ПЕЧЕНИ | 2024 |
|
RU2828542C1 |
| US 3769824 А, 06.11.1973. | |||

