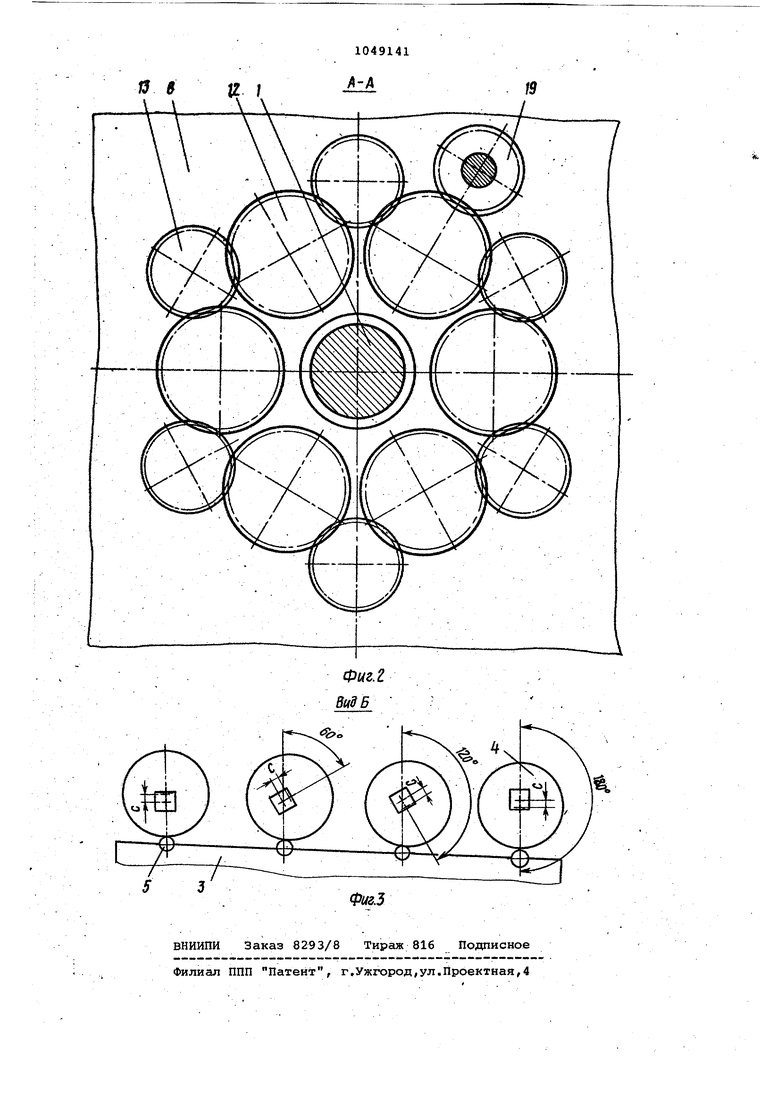
СО Изобретение относится к обработк металлов давлением, в частности к листовой штамповке, и может быть ис пользовано в различных отраслях машиностроения для изготовления полых деталей. Известно устройство для глубокой вытяжки, содержащее пуансон, матрицу, конический прижим, установленный на верхней плите над матрицей с возможностью кругового качания и пр вод перемещения прижима ij . Недостатком известного устройств является его низкая надежность. Целью изобретения является повыш ние-надежности устройства. Поставленная цель достигается тем, что в устро.йстве для глубокой вытяжки, содержащем пуансон, матрицу, конический прижим,- установленный на верхней плите над матрицей с возможностью кругового качания и привод перемещения прижима, последний выполнен в виде равномерно расположенных по окружности над прижимом и закрепленных в верхней плите при помощи кронштейнов, по меньшей мере, трех эксцентриковых кулач ков, связа.нных С приводом их вращения и установленных один относи.тельно другого со смещением их эксцентриситета на угол, 360 , гдеп п --число кулачков. . Кроме того, привод вращения ку.лачков вьлполнен в виде равномерно расположенных на верхней плите по окружности с центром на оси пуансона и взаимодейст вующих между собой через паразитные шестерни цилиндрических шестерен, каждая из которых кинематически связана с.соответствующим кулачком. . При этом устройство сна;бжено телами качения, размещенными, на прижимной поверхности матрицы, а прижим выполнен с лунками под тела качения. .. На фиг. 1 представлено устройст во для глубокой вытяжки .(общий вид) на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1. . Устройство содержит пуансон 1, матрицу 2, конический прижим 3/ при водимый в колебательное движение во руг оси пуансона 1 при помощи трех кулач ков 4, равномерно расположенны по периметру прижима 3 со стороны, .противоположной рабочей и кЬнтактирующих с роликами 5, установленными на прижиме 3 с возможностью их вращения. Кулачки 4 установлены на осях 6, закрепленных в кронштейнах 7, установленных неподвижно, на верхней пли те 8, через которую проходят оси 9 привода вращения имекхцие с одной стороны конические шестерни 10, свя данные с коническими шестернями 11, установленными на общей оси с кулачками 4, ас другой стороны - pais-r номерно расположенные на верхней плите 8 по окружности с центром на оси пу ансонй 1 цилиндрические шестерни 12, связанныемежду собой паразитными промежуточными шестернями 13. Шестерни 12 и 13 установлены с обеспечением смещения эксцентриситета кулачков друг относительно друга на угол, равный величине,полученной от деления 360° на число кулачков. . Для предотвращения вращения прижима 3 относительно ма.трицы 2,на их рабочих поверхностях, обращенных друг к другу, выполнены лунки 14, в которых установлены тела качения, например, шарики 15. Прижи З связан с верхней плитой 8 при помощи пружин 16, позколяющих удерживать его во взаимодействии с верхней плитой 8 при ее ходе вверх. Устройство работает следующим образом. Устройство устанавливается на . гидропрессе двойного действия (не показано) с обеспечением крепления пуансона 1 к внутреннему ползуну пресса. Заготовгсу 17 устанавливают на матрицу 2. Прижгал 3 с п риводом его перемещения опускается вдоль оси устройства до соприкосновения с поверхностью заготовки 17. Затем включается привод перемещения пуансона 1. Под действием усилия со стороны пуансона 1 во фланце заготовки 17 при втягивании ее в матрицу 2 возникают гофры,П§и включении двигателя 18 шестерня 19, кинематически связанная с шестернями 12 через шестерни 13, передает свОе вращёние..через конические шестерни 10 и 11 кулачкам 4, обеспечивая тем самым . силовое воздействие через ролики 5 и конический прижим 3 на заготовку 17 в. зоне смыкания прижима 3 и матрицы 2, что позволяет разглаживать с офрированный.фланец непрерывно по ходу перемещения пуансона 1 до требуемой глубины вытяжки. I . .- Применение предлагаемого устройства позволяет уменьшить износ кулачков за счет снижения деформирующих усилий и локализации их приложения вдоль образующей конического прижима, что повышает надежность устройства в 2 - 3 раза, ft i4ecTBO изготовляемых деталей и снижает-расход мощности на разглаживание фланца заготовки. Кроме того, предлагаемо.е устройство позволяет, устранить появление вмятин, канавок, рисок и т.п. на поверхности деталей за счет
уменьшения усилия прижима, что зна- чительно повышает качество штампуемых деталей, и исключить дополнительные по(;ледующие операции по устранению дефектов путем механической обработки и полировки, что снижает трудоемкость изготовления полых деталей; а также расширить технологические возможности устройства для глубо- кой вытяжки полых деталей за счет
устранения зазоров на фланцевой час ти заготовки, приводящих к увеличению предельно допустимой величины .коэффициента вытяжки.
. Экономический эффект от использования предлагаемого изобретения при программе выпуска- 100000 деталей в год составит 32600 руб. (расчет прилагается). .

| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для глубокой вытяжки | 1984 |
|
SU1194537A1 |
| УСТРОЙСТВО ДЛЯ ВЫТЯЖКИ ЛИСТОВЫХ ИЗДЕЛИЙ | 1990 |
|
RU1751913C |
| Устройство для глубокой вытяжки | 1989 |
|
SU1733163A1 |
| Устройство для глубокой вытяжки | 1984 |
|
SU1224044A1 |
| Устройство для глубокой вытяжки | 1989 |
|
SU1667987A1 |
| Штамп для вытяжки цилиндрических изделий | 1985 |
|
SU1276394A1 |
| Штамп для глубокой вытяжки | 1978 |
|
SU764785A1 |
| Способ вытяжки полых изделий из листовых заготовок и устройство для его осуществления | 1984 |
|
SU1214279A1 |
| Устройство для испытания листовых материалов на двухосное растяжение в процессе вытяжки | 1980 |
|
SU896495A1 |
| Устройство для вытяжки полых деталей из листовых заготовок | 1987 |
|
SU1503937A1 |
1.УСТРОЙСТВО ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ, содержащее пуансон, матрицу, конический прижим, установленный на верхней ппите над матрицей с возможностью кругового качания и привод перемещения прижима,, о тличающееся тем, что, с повышения надежности, привод перемещения прижима выполнен в виде равномерно расположенных по окружности над прижимом и закрепленных, в верхней плите при помощи кронштей«osTf по меньшей мере, трех эксцентриковых кулачков, связанных с приводом- их вращения и установленных один относительно другого со смещением их эксцентриситета на угол, равный , где п - число кулачков. 2.Устройство по п,1-, отличающееся тем, что привод вращения кулачков выполнен в виде равномерно расположенных на верхней плите по окружности с центром на оси пуансона и взаимодействующих между собой через параз-итные шестерни цилиндрических ше.стерен, каждая изкоторых кинематически связана с соответствующим. кулачком. .. 3.Устройство по ПП.1 и 2, о тГ личающееся тем, что,-с целью предотвращения кругового смещения прижима относительно матрицы в процессе вытяжки, оно снабжено те1лами качения, размещенными на пркжнм ной поверхности матрицы, а прижим I выполнен с лунками под тела качения, g
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ изготовления полых изделий из листовых заготовок | 1977 |
|
SU700237A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
