Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении изделий с глубокими, преимущественно, рельефными полостями.
Цель изобретения - расширение технологических возможностей штампа за счет повышения продольной устойчивости пуансона на изгиб.
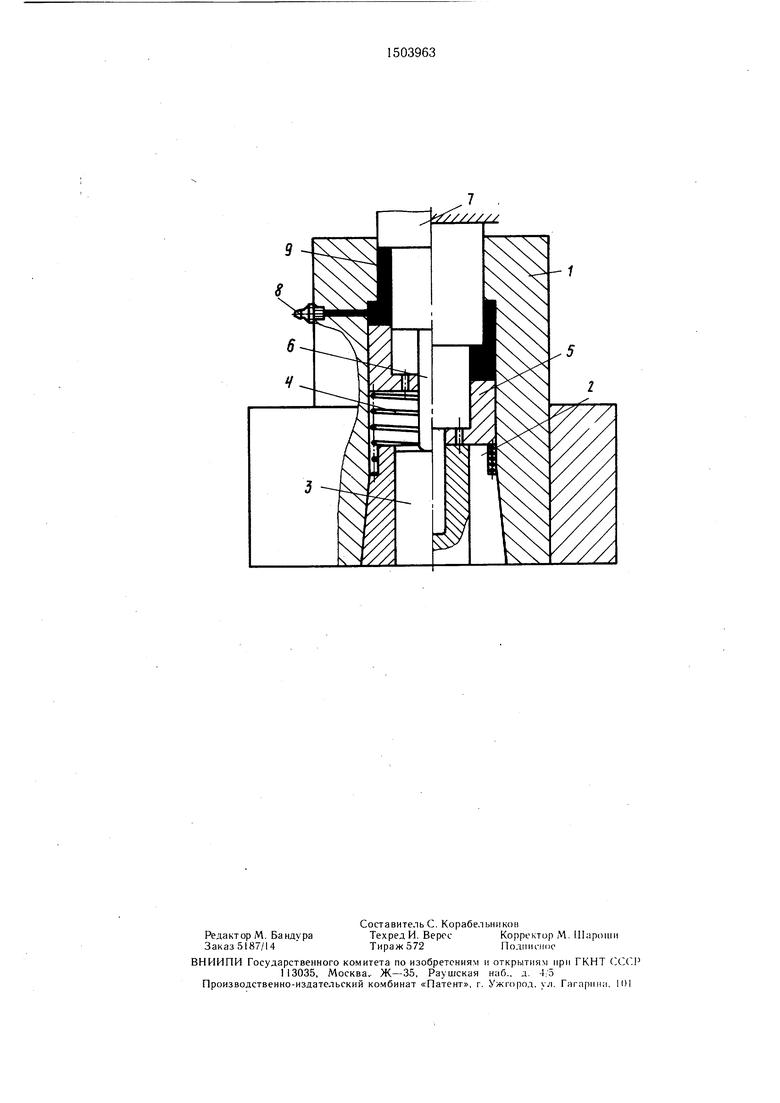
На чертеже схематично показан штамп.
Штамп содержит бандажированный контейнер 1, в нижней части цилиндрического отверстия которого размешена секционная втулка 2 для установления заготовки 3. Над секционной втулкой расположен кольцевой пружинный буфер 4, на котором лежит подвижный стаканообразный направляющий элемент 5. Над заготовкой 3 через центральное отверстие в дне стакано- образного направляющего элемента 5 проходит пуансон 6.
Сверху в отверстие контейнера 1 беззазорно вставлен ступенчатый толкатель 7 пуансона. Нижняя ступень меньшего диаметра этого толкателя, торец стаканообраз- ного направляющего элемента 5 и стенка ступенчатого контейнера 1 образуют замкнутую кольцевую двухступенчатую полость, сообщающуюся радиальным каналом, выполненным в стенке контейнера с масленкой 8. В дне стакана имеются отверстия для отвода воздуха.
ел
о оо
со
О5
оо
Штамп работает следующим образом.
Штамп устанавливают на рабочий стол кузнечно-прессового . оборудования, а в замкнутую кольцевую полость вводят вязкую жидкость 9, например смесь мелко- дисперсного графита с машинным маслом, до полного заполнения свободного пространства. После этого воздействием исполнительного органа пресса на торец толкателя 7 происходит вдавливание пуансона 6 в рабочий торец заготовки 3, а вязкая жидкость 9 под воздействием выступа верхней ступени (большего диаметра) толкателя 7 одновременно перемеш,ает вниз направляющий элемент 5, сжимая пружинный буфер 4.
Если сечение кольцевой полости в верхней ее части до уровня перехода одной ступени контейнера в другую выбрано вдвое меньше сечения в нижней части полости, скорость перемещения вязкой жидкости при переходе из верхнего участка в нижний уменьшается в два раза. Следовательно, направляющий элемент 5 будет иметь два раза меньшую скорость перемещения, чем пуансон 6. Тем самым обеспечивается условие, при котором в процессе выдавлива- имя направляющий поясок направляющего элемента 5 постоянно будет находится в средней части по длине пуансона, выступающей над заготовкой. Такое положение обеспечивается в том случае, если не происходит интенсивного перемещения выдавливае- мого металла навстречу пуансону. Это позволяет пользоваться пуансонами, у которых соотношение длины к диаметру достигает 3,0-4,0, в зависимости от механических свойств обрабатываемого материала.
При этом такое соотношение можно достичь только в случае обработки относительно пластичных материалов, при обработке которых в пуансонах не возникают критические напряжения сжатия. Скорость пере- мощения направляющего элемента можно изменять в пжроких пределах, варьируя размерами сечений полости.
В момент достижения необходимой глубины выдавливания толкатель 7 приходит в контакт с дном стаканообразного направ-
ляющего элемента 5 и секционной втулкой 2, на что указывают силоизмеритель- ные приборы используемого оборудования.
После завершения операции выдавливания обработанную заготовку совместно со секционной втулкой выпрессовывают из контейнера и производят замену заготовки.
Испытания штампа показывают, что при обработке малоуглеродистых сталей с твердостью не превыщающей 120-123 единиц по Бринеллю можно пользоваться пуансонами с соотношением длины к диаметру 3,5-4,0. Это значительно расширяет технологические возможности штампа.
Формула изобретения
Штамп для выдавливания полых деталей, содержащий контейнер, размещенную в нем секционную втулку для заготовки, пуансон и охватывающий его, контактирующий со стенкой контейнера направляющий элемент, а также входящий в контейнер толкатель пуансона, отличающийся тем, что, с целью расширения технологических возможностей за счет повышения устойчивости пуансона на изгиб, направляющий элемент пуансона выполнен в виде стакана со сквозным отверстием в его дне, через которое пропущен пуансон, толкатель пуансона выполнен ступенчатым по длине, причем его меньшая ступень обращена к пуансону, а внутренняя поверхность стенки контейнера на участке между большей ступенью толкателя и торцом направляющего элемента пуансона также выполнена ступенчатой, при этом стенка стаканообразного направляющего элемента расположена между поверхностями большей ступени контейнера и меньшей ступени толкателя, а между торцом направляющего элемента и ступенчатыми поверхностями контейнера и толкателя образована замкнутая кольцевая двухступенчатая полость, заполненная вязкой жидкостью, в стенке контейнера выполнен радиальный канал для подвода этой жидкости, а между дном направляющего элемента и торцом секционной втулки установлен буфер в виде кольцевого упругого элемента.
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Устройство для гидростатического выдавливания полостей в заготовках | 1988 |
|
SU1696078A1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| СПОСОБ ПОЛУЧЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 1996 |
|
RU2113309C1 |
| Штамп для выдавливания рельефных полостей в заготовках | 1980 |
|
SU1000148A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ТИПА СТАКАНА ИЛИ ЧАШИ ИЗ АЛЮМИНИЕВОГО СПЛАВА | 2011 |
|
RU2532678C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГИЛЬЗ ПАТРОНОВ СТРЕЛКОВОГО ОРУЖИЯ | 2010 |
|
RU2433012C1 |
| Устройство для штамповки деталей | 1986 |
|
SU1357111A2 |
| Штамп для горячего гидромеханического прессования | 1987 |
|
SU1433613A1 |
Изобретение относится к обработке металлов давлением и может использоваться при получении изделий с глубокими рельефными полостями. Цель изобретения - расширение технологических возможностей штампа благодаря применению длинных тонких пуансонов. Штамп содержит контейнер с секционной втулкой для заготовки, вставленный в него сверху ступенчатый толкатель пуансона, воздействующий своим торцом на пуансон. Над секционной втулкой расположен буфер в виде кольцевого упругого элемента (пружины), упирающийся в стаканообразный направляющий элемент. Последний обеспечивает продольную устойчивость длинного пуансона в процессе выдавливания. Стенка направляющего элемента расположена беззазорно между большей ступенью контейнера и меньшей ступенью толкателя, а пуансон пропущен через сквозное отверстие в дне направляющего элемента. В штампе имеется двухступенчатая кольцевая замкнутая полость, образованная торцом направляющего элемента и ступенчатыми поверхностями толкателя и контейнера. Эта полость заполнена вязкой жидкостью. Под действием выступа большей ступени толкателя вязкая жидкость перемещает направляющий элемент со скоростью, меньшей скорости толкателя, благодаря тому, что она перетекает из участка полости меньшего сечения в участок полости большего сечения. Варьируя размерами сечений, можно регулировать скорость направляющего элемента с тем, чтобы он всегда находился посередине между торцами заготовки и толкателя. 1 ил.
| Холодная объемная штамповка | |||
| Справочник/Под ред | |||
| Г | |||
| А | |||
| Навроцкого | |||
| М., 1973, с | |||
| Способ получения снабженных окрашенными узорами формованных изделий из естественных или искусственных смол | 1925 |
|
SU429A1 |
| Видоизменение пишущей машины для тюркско-арабского шрифта | 1923 |
|
SU25A1 |
| КОПИРОВАЛЬНЫЙ СТАНОК ДЛЯ ДЕРЕВА | 1921 |
|
SU447A1 |
| Устройство для устранения мешающего действия зажигательной электрической системы двигателей внутреннего сгорания на радиоприем | 1922 |
|
SU52A1 |
