Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении рабочих элементов штампов, пресс-форм и т.п. с рельефными полостями, получаемыми путем холодного выдавливания.
Известен штамп для выдавливания рельефных полостей в заготовках, содержащий нижнюю плиту, установленную на ней в осевом направлении обойму с коническим, сужающимся книзу отверстием и сменный блок, установленный на входящем в отверстие обоймы выступе основания, состоящий из охвачен.ной пружинным кольцом секцион- -ной втулки и размещенного в направляющем кольце пуансона ,1.
Недостатком известного штампа является трудоемкость извлечения заготовки из штампа, так как после опускания обоймы секционная втулка и заготовка не выступают из обоймы, а выталкиватели в прессах для выдавливания рельефных полостей отсутствуют.
Известен штамп для выдавливания рельефных полостей в заготовках, содержащий пуансон, нижнюю плиту, смонтированные на ней обойму с коническим отверстием, сужающимся книзу, и опору для заготовки, расположенную в
отверстии обоймы секционную цйнговую втулку, а также установленныена нижней плиТе буферы, на которых установлены обоймы и фиксирующие замки.
В эзюм штампе обеспечивается опускание обоймы и фиксация ее в нижнем положении, вследствие чего секционная втулка с заготовкой выступает над верхним торцом обоймы не менее,
10 чем на 20% высоты секционной втулки. За счет этого обеспечивается относительно свободное извлечение заготовки из штампа t 2}.
Недостатком известного штампа яв15ляется длительность замены заготовки, поскольку она после опускания обойим окружена секционной втулкой. Кроме того, неудобно манипулирование обоймой , которая держится только на пру20жинах буферов, являясь, как правило, весьма массивной.
.Цель изобретения - ускорение процесса замены заготовок.
Поставленная цель достигается тем,
25 что в штампе для выдавливания рельефных полостей в заготовках, содержащем пуансон, нижнюю плиту, смонтированные на ней обойму с коническим отверстием и опору для заготовки, рас30положенную в- отверстии обоймы секционную цанговую втулку, а также установленные на нижней плите буферы и фиксирующие замки, коническое отверстие обоймн выполнено расширяющимся в направлении нижней плиты, бyфepF т размещены под секциями цанговой втулки, которые установлены с возможностью .вертикального перемещения относитель.но обоймы, в нижней части опоры вы|полнены ступени для разжатия цанговой втулки, а фиксирующие замки расположены против этих ступеней с возможностью взаимодействия с секциями цанговой втулки в ее нижнем положении,
Кроме того, секционная цанговая втулка имеет несколько размещенных по окружности полостей для заготовок, причем плоскости сопряжения отдельных секций втулки расположены в зонах ее минимальных сечений.
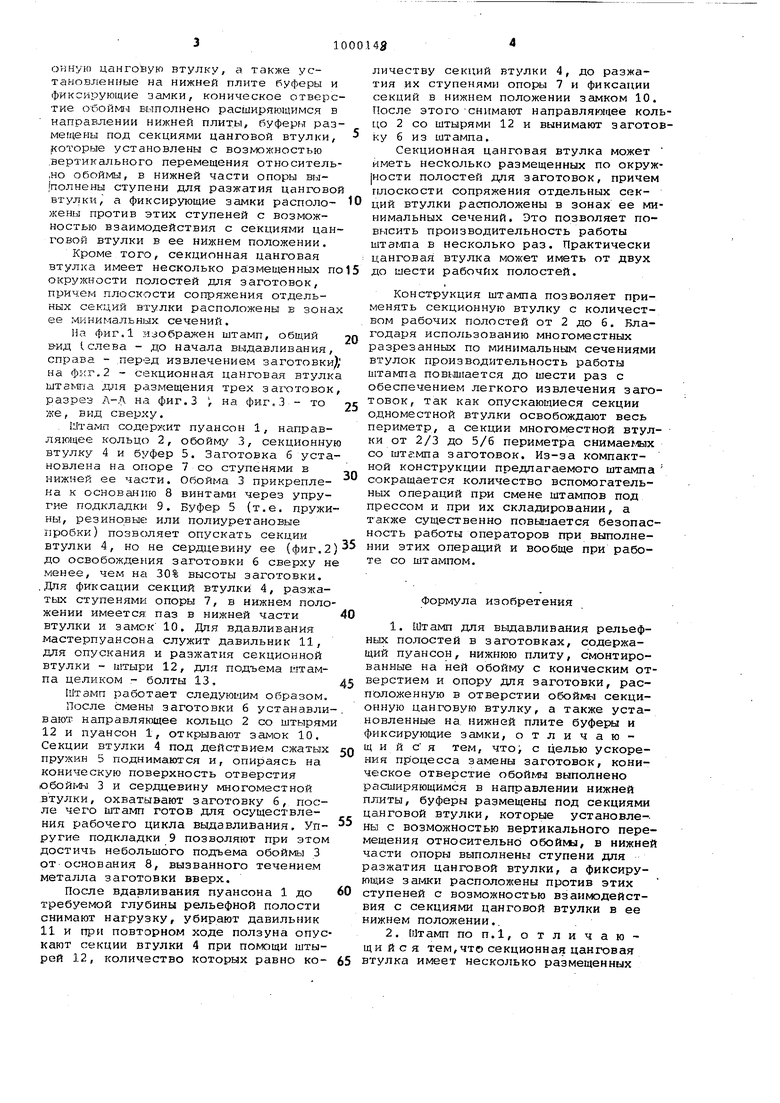
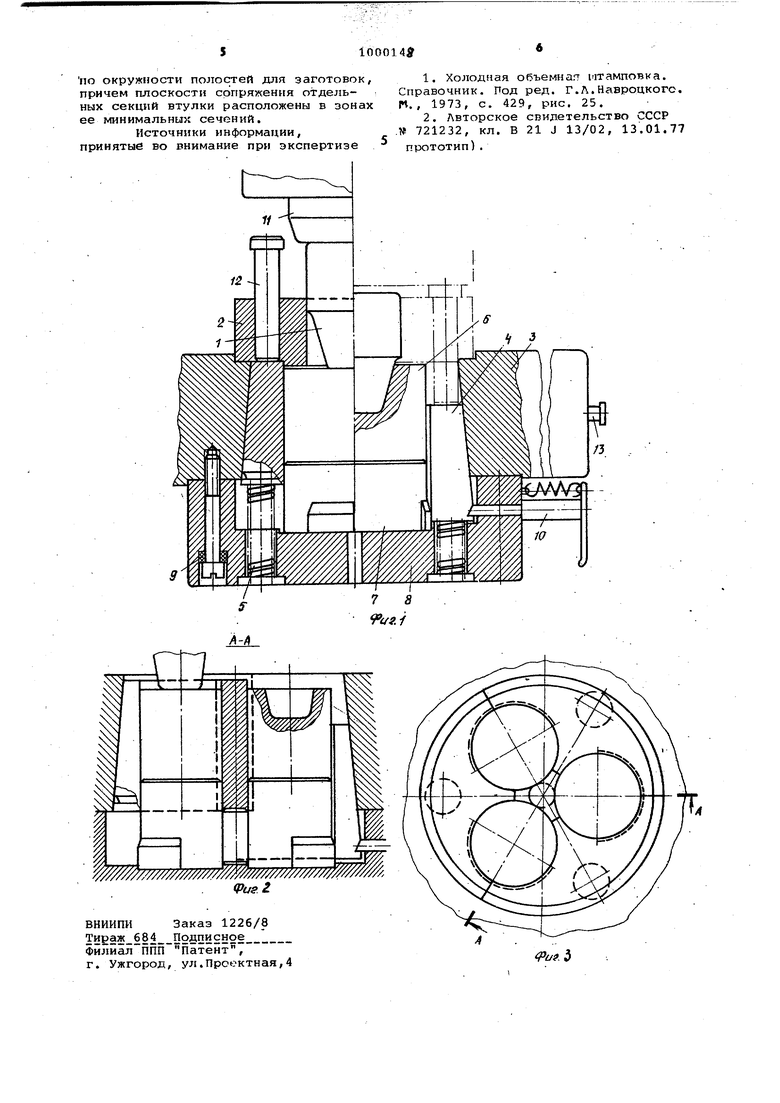
На фиг.1 изображен штамп, общий в-ид (слева - до начала выдавливания, справа - .перед извлечением заготовки, на ф1-;г.2 - секционная цанговая втулка штампа для размещения трех заготовок, разрез Л-Л на фиг.З , на - то же, вид сверху.
. Штамп содержит пуансон 1, направляющее кольцо 2, обойму 3, секционную втулку 4 и буфер 5. За.готовка 6 установлена на опоре 7 со ступенями в нижней ее части. Обойма 3 прикреплена к основанию 8 винтами через упругие подкладки 9. Буфер 5 (т.е. пружины, резиновые или полиуретановые пробки) позволяет опускать секции втулки 4, но не сердцевину ее (фиг.2) до освобождения заготовки б сверху не менее, чем на 30% высоты заготовки. , Для фиксации секций втулки 4, разжатых ступенями опоры 7, в нижнем положении имеется паз в нижней части втулки и замок 10. Для вдавливания мастерпуансона служит давильник 11, для опускания и разжатия секционной втулки - штыри 12, для подъема итампа целиком - болты 13,
Штамп работает следующим образом.
После смены заготовки 6 устанавливают направляющее кольцо 2 со штырями 12 и пуансон 1, открывают замок 10. Секции втулки 4 под действием сжатых пружин 5 поднимаются и, опираясь на коническую поверхность отверстия обоШиы 3 и сердцевину многоместной .втулки, охватывают заготовку б, после чего штамп готов для осуществления рабочего цикла выдавливания. Упругне подкладки 9 позволяют при этом достичь небольшого подъема обоймы 3 от основания 8, вызванного течением металла заготовки вверх.
После вдавливания пуансона 1 до требуемой глубины рельефной полости снимают нагрузку, убирают давильник 11 и при повторном ходе ползуна опускают секции втулки 4 при помощи штырей 12, количество которых равно количеству секций втулки 4, до разжатия их ступенями опоры 7 и фиксации секций в нижнем положении замком 10. После этого снимают направляющее колцо 2 со штырями 12 и вынимают заготоку б из штампа.
Секционная цанговая втулка может иметь несколько размещенных по окруж|ности полостей для заготовок, причем плоскости сопряжения отдельных секций втулки расположены в зонах ее минимальных сечений. Это позволяет повысить производительность работы штаглпа в несколько раз. Практически цанговая втулка может иметь от двух до шести рабочих полостей.
Конструкция штампа позволяет применять секционную втулку с количеством рабочих полостей от 2 до б. Благодаря использованию многоместных разрезанных по минимальным сечениями втулок производительность работы штампа повышается до шести раз с обеспечением легкого извлечения заготовок, так как опускающиеся секции одноместной втулки освобождают весь периметр, а секции многоместной втулки от 2/3 до 5/6 периметра снимаемых со штампа заготовок. Из-за компактной конструкции предлагаемого штампа сокращается количество вспомогательных операций при смене штампов под прессом и при их складировании, а также существенно повышается безопасность работы операторов при выполнении этих операций и вообще при работе со штампом.
Формула изобретения
1. Штамп для вьщавливания рельефHtJX полостей в заготовках, содержащий пуансон, нижнюю плиту, смонтированные на ней обойму с коническим отверстием и опору для заготовки, расположенную в отверстии обоймы секционную цанговую втулку, а также установленные на нижней плите буферы и фиксирующие замки, отличающий с я тем, что; с целью ускорения процесса замены заготовок, коническое отверстие обойг/и выполнено смиряющимся в направлении нижней плиты, буферы размещены под секциями цанговой втулки, которые установле-ны с возможностью вертикального перемещения относительно обоймл, в нижне части опоры выполнены ступени для разжатия цанговой втулки, а фиксирующие замки располол(ены против этих ступеней с возможностью взаимодействия с секциями цанговой втулки в ее нижнем положении..
2 . iJT амп по п.1, отличающий с я тем, что секционная цанговая втулка имеет несколько размещенных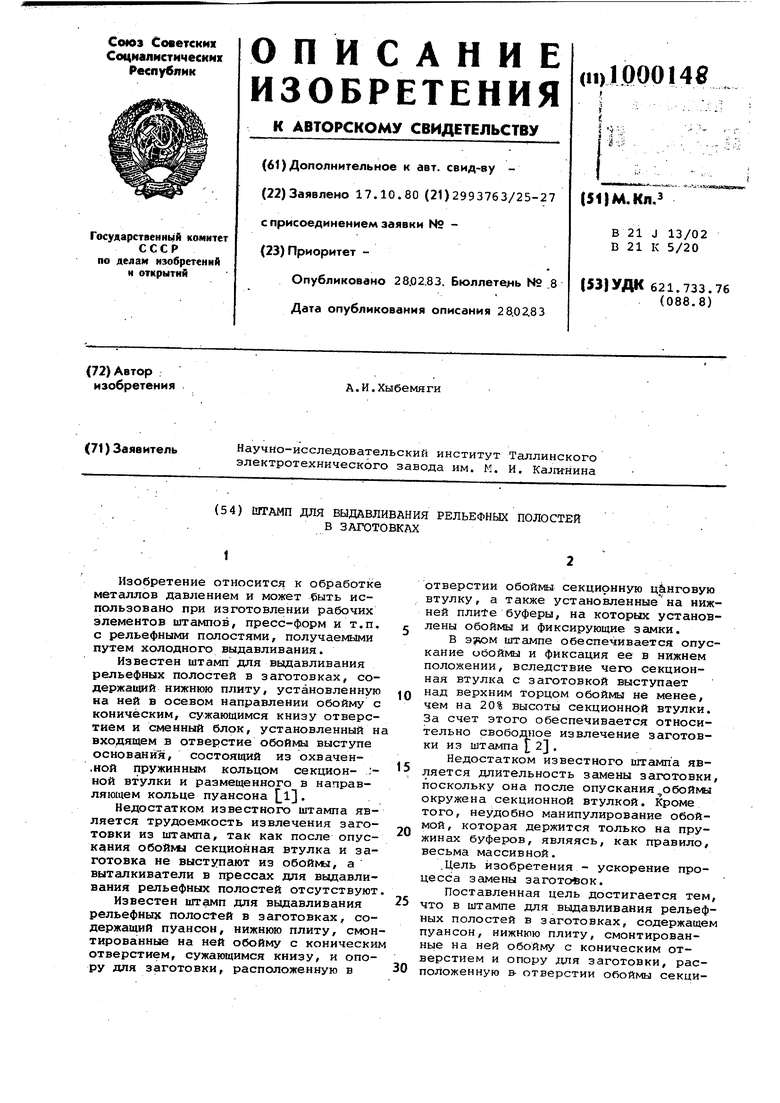
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для выдавливания рельефных полостей в заготовках | 1977 |
|
SU721232A1 |
| Способ выдавливания рельефных полостей в заготовках и штамп для его осуществления | 1988 |
|
SU1599152A1 |
| Штамп для выдавливания деталей коробчатой формы | 1986 |
|
SU1382575A1 |
| ШТАМП ДЛЯ РАЗДАЧИ ПОЛЫХ ЗАГОТОВОК | 1991 |
|
RU2083307C1 |
| ШТАМП ДЛЯ ОСАДКИ ДЛИННОМЕРНЫХ ЗАГОТОВОК | 2023 |
|
RU2815516C1 |
| Штамп для выдавливания полых деталей | 1987 |
|
SU1503963A1 |
| Штамп для обработки деталей с отверстием | 1980 |
|
SU884791A1 |
| Способ получения деталей с рельефными полостями | 1985 |
|
SU1274834A1 |
| Штамп для изготовления деталей сложной конфигурации | 1977 |
|
SU650707A1 |
| Штамп для выдавливания | 1983 |
|
SU1156792A1 |
