(Л
с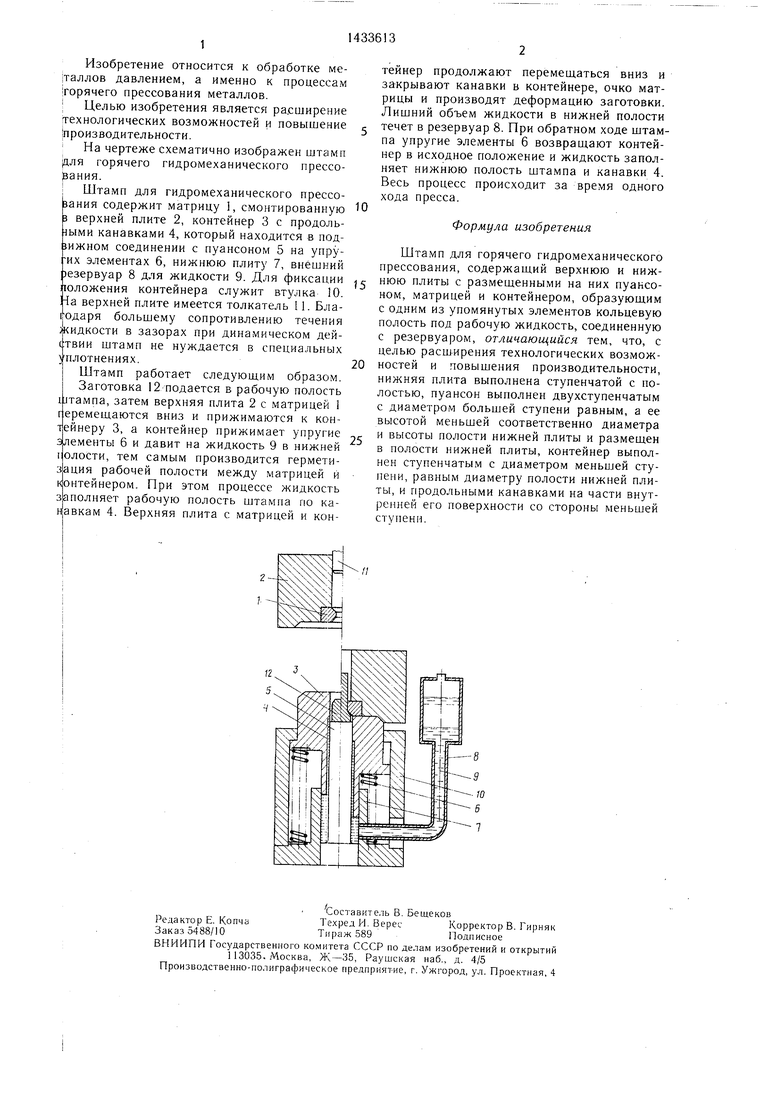
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для гидропрессования | 1987 |
|
SU1433612A1 |
| Устройство для изготовления изделий с продольными ребрами | 1985 |
|
SU1335353A1 |
| Штамп для вырезки деталей из листового материала | 1974 |
|
SU490535A1 |
| СПОСОБ ГИДРОПРЕССОВАНИЯ ТОЧНЫХ ПРОФИЛЕЙ ИЗ СПЛАВОВ ЦВЕТНЫХ И БЛАГОРОДНЫХ МЕТАЛЛОВ | 1995 |
|
RU2084304C1 |
| Штамп для обжима концевых утолщений на полых деталях | 1989 |
|
SU1803245A1 |
| Штамп для получения заготовок изделий с осевой полостью | 1988 |
|
SU1703237A1 |
| Штамп для прямого выдавливания стержневых деталей | 1985 |
|
SU1311834A1 |
| Способ гидромеханической вытяжки листовых заготовок | 1990 |
|
SU1750801A1 |
| Штамп для изготовления деталей типа втулок | 1985 |
|
SU1400752A1 |
| Устройство для холодной штамповки сферических монтажных шайб | 2021 |
|
RU2775242C1 |
Изобретение относится к обработке металлов давлением, в частности к устройствам для горячего гидромеханического прессования. Цель изобретения - расширение технологических возможностей и повышение производительности. При перемеш,е- нии вниз ползуна пресса матрица воздействует на контейнер, который, сжимая упругие элементы, герметизирует рабочую полость, одновременно производя ее заполнение жидкостью из резервуара по канавкам на боковой поверхности своей полости. При дальнейшем перемещении ползуна происходит деформирование заготовки. 1 ил.
N
оо со
О5
Изобретение относится к обработке ме- ;таллов давлением, а именно к процессам |Горячего прессования металлов. Целью изобретения является расширение технологических возможностей и повышение производительности.
На чертеже схематично изображен штамп для горячего гидромеханического прессо- рания.
Штамп для гидромеханического прессо- аания содержит матрицу 1, смонтированную 3 верхней плите 2, контейнер 3 с продоль- ыми канавками 4, который находится в под- зижном соединении с пуансоном 5 на упру- их элементах 6, нижнюю плиту 7, внешний )езервуар 8 для жидкости 9. Для фиксации положения контейнера служит втулка 10. На верхней плите имеется толкатель 11. Бла- | одаря большему сопротивлению течения ;« идкости в зазорах при динамическом действии штамп не нуждается в специальных уплотнениях.
Штамп работает следуюш,им образом.
Заготовка 12 подается в рабочую полость фтампа, затем верхняя плита 2 с матрицей 1 геремешаются вниз и прижимаются к контейнеру 3, а контейнер прижимает упругие
о
ементы 6 и давит на жидкость 9 в нижней ||олости, тем самым производится гермети- ация рабочей полости между матрицей и рнтейнером. При этом процессе жидкость заполняет рабочую полость штампа по ка- авкам 4. Верхняя плита с матрицей и кон
г
0
5
тейнер продолжают перемеш,аться вниз и закрывают канавки в контейнере, очко матрицы и производят деформацию заготовки. Лишний объем жидкости в нижней полости течет в резервуар 8. При обратном ходе штампа упругие элементы 6 возвращают контейнер в исходное положение и жидкость заполняет нижнюю полость штампа и канавки 4. Весь процесс происходит за время одного хода пресса.
Формула изобретения
Шта.мп для горячего гидромеханического прессования, содержаший верхнюю и нижнюю плиты с размещенными на них пуансоном, матрицей и контейнером, образующим с одним из упомянутых элементов кольцевую полость под рабочую жидкость, соединенную с резервуаром, отличающийся тем, что, с целью расширения технологических возможностей и повышения производительности, нижняя плита выполнена ступенчатой с полостью, пуансон выполнен двухступенчатым с диаметром большей ступени равным, а ее высотой меньшей соответственно диаметра и высоты полости нижней плиты и размещен в полости нижней плиты, контейнер выполнен ступенчатым с диаметром меньшей ступени, равным диаметру полости нижней плиты, и продольными канавками на части внутренней его поверхности со стороны меньшей ступени.
| Штамп для обработки труднодеформируемых металлов | 1979 |
|
SU871990A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
