Изобретение относится к литейному производству, а именно к способам изготовления стержней на водорастворимом связующем.
Целью изобретения являете повышение качества поверхности, увеличение газопроницаемости, улучшение вы- биваемости стержней и экономия водорастворимого связующего.
Способ заключается в том, что стержневой ящик заполняют смесью на водорастворимом связующем и устанавливают в нее электрод, затем к стержневому ящи10у и электроду подводят электрическое напряжение и производят обработку заформованного стержня постоянным электрическим напряжением, равным 230-270 В, подводя к электроду положительный и к стержневому ящику отрицательньп полюс источника тока в течение 90-180 с.
Пример 1. Стержневую смесь с установленным в нее kapKacoM уплотняют в металлическом стержневом ящике. К каркасу подводят положительный полюс, а к стержневому ящику - отри- цательный полюс источника тока. Подают к полюсам постоянное напряжение 230-270 В в течение 90-180 с. После обработки стержень в ящике продувают углекислым газом (в качестве связующего стержневой смеси используется натриевое жидкое стекло, количество которого, на 25% меньше, чем предусмотрено технологией) и затем готовый стержень удаляют из ящика.
,П р и м е р 2. На изготовленный в стержневом ящике стержень наносят огнеупорное токопроводящое покрытие, например, на основе графита, которое соединяют с отрицат ельным полюс.ом источника тока. На центр;1.п.ный элекСд О
оо со
31503
трод, установленный в стержне, подают положительное напряжение. Производят обработку постоянным напряжением 230-270 В в течение 90-180 с, после чего удаляют центральный электрод из стержня и стержень направляют на сушку (в качестве связующего смеси применяется сульфитно-дрожжевая бражка, количество которой на 15% меньше по сравнению с количеством, предусмотренньм по основной технологии) .
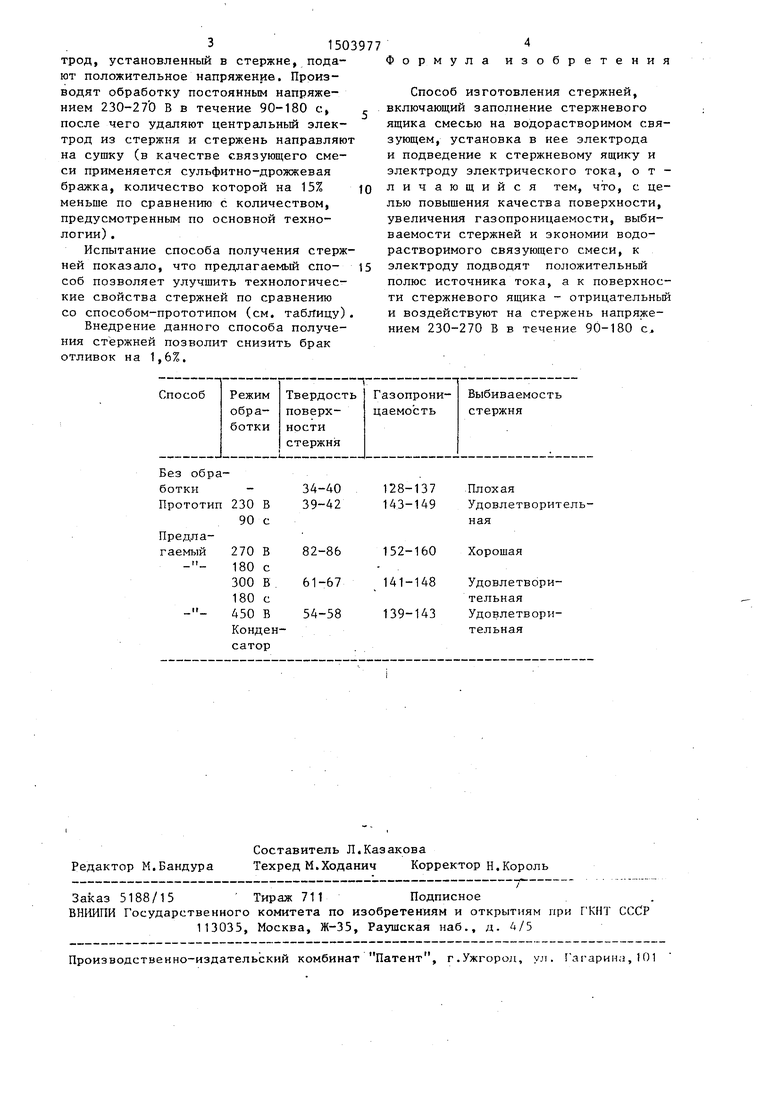
Испытание способа получения стержней показало, что предлагаемый спо- соб позволяет улучшить технологические свойства стержней по сравнению со способом-прототипом (см, таблицу).
Внедрение данного способа получения стержней позволит снизить брак отливок на 1,6%.
Формула изобретения
Способ изготовления стержней, включающий заполнение стержневого ящика смесью на водорастворимом связующем, установка в нее электрода и подведение к стержневому ящику и электроду электрического тока, отличающийся тем, что, с целью повышения качества поверхности, увеличения газопроницаемости, выби- ваемости стержней и экономии водорастворимого связующего смеси, к электроду подводят положительньй полюс источника тока, а к поверхности стержневого ящика - отрицательньй и воздействуют на стержень напряжением 230-270 В в течение 90-180 с.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1996 |
|
RU2094164C1 |
| Способ изготовления литейных цилиндрических стержней | 1981 |
|
SU984634A1 |
| Способ изготовления литейных стержней и форм из жидкостекольных смесей | 2020 |
|
RU2735607C1 |
| Способ получения стержней и форм | 1985 |
|
SU1404157A1 |
| Устройство для определения длительности отверждения литейных стержней | 1979 |
|
SU1004807A1 |
| Способ изготовления пустотелых валков для переработки резины и пластических масс | 1990 |
|
SU1799311A3 |
| Состав для изготовления газопроницаемой модельно-стержневой оснастки | 1982 |
|
SU1036433A1 |
| Установка для изготовления литейных стержней по горячим ящикам | 1988 |
|
SU1577911A1 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ И ФОРМ | 1994 |
|
RU2080956C1 |
| Способ изготовления литейных оболочковых форм и стержней | 1985 |
|
SU1423261A1 |
Изобретение относится к литейному производству , в частности, к способам изготовления стержней на водорастворимом связующем. Целью изобретения является повышение качества поверхности, увеличение газопроницаемости, улучшение выбиваемости стержней и экономия водорастворимого связующего. Способ заключается в том, что стержневой ящик заполняют смесью на водорастворимом связующем и устанавливают в нее электрод, затем производят обработку заформованного стержня электрическим напряжением 230-270В в течение 90-180 с, подводя к электроду положительный, а к стержневому ящику отрицательный полюсы источника тока. Способ обеспечивает высокое качество поверхности стержня и экономию водорастворимого связующего. 1 табл.
| Стержневой ящик для изготовления оболочковых стержней электроосмотическим обезвоживанием смеси | 1977 |
|
SU725783A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
