Изобретение относится к литейному производству, в частности к оборудованию для изготовления стержней из термореактивных смесей в горячих ящиках с вертикальным разъемом.
Цель изобретения - экономия энергии, сокращение простоев при замене оснастки.
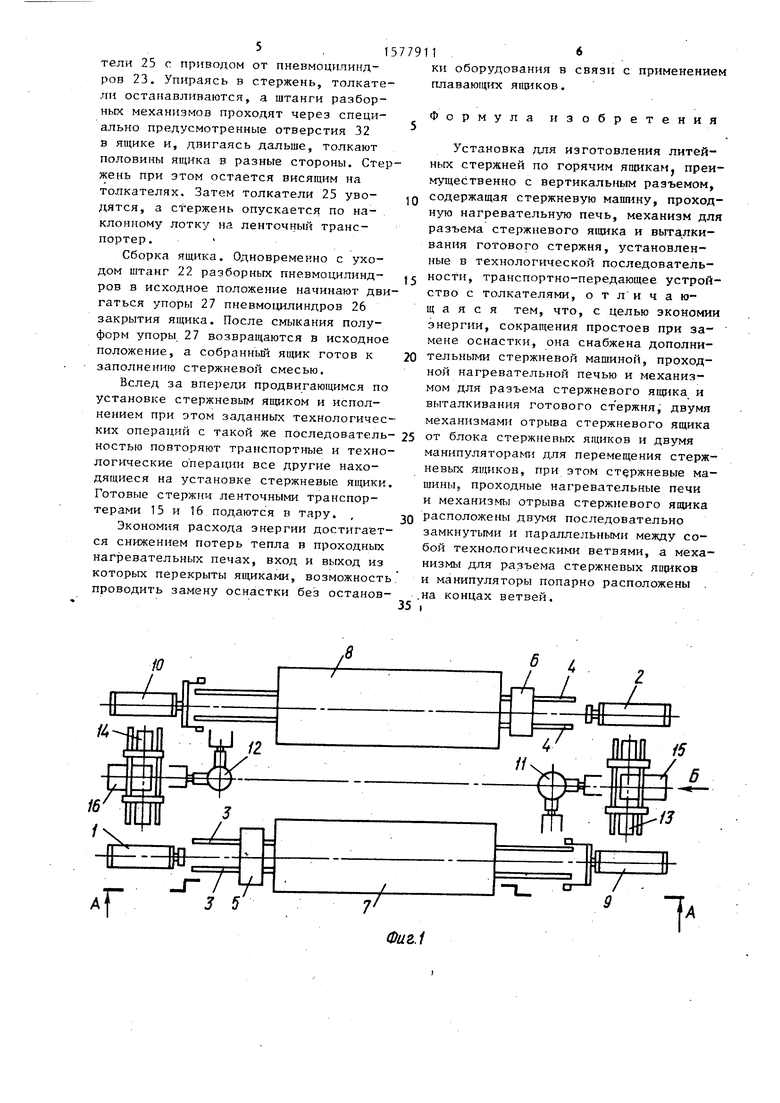
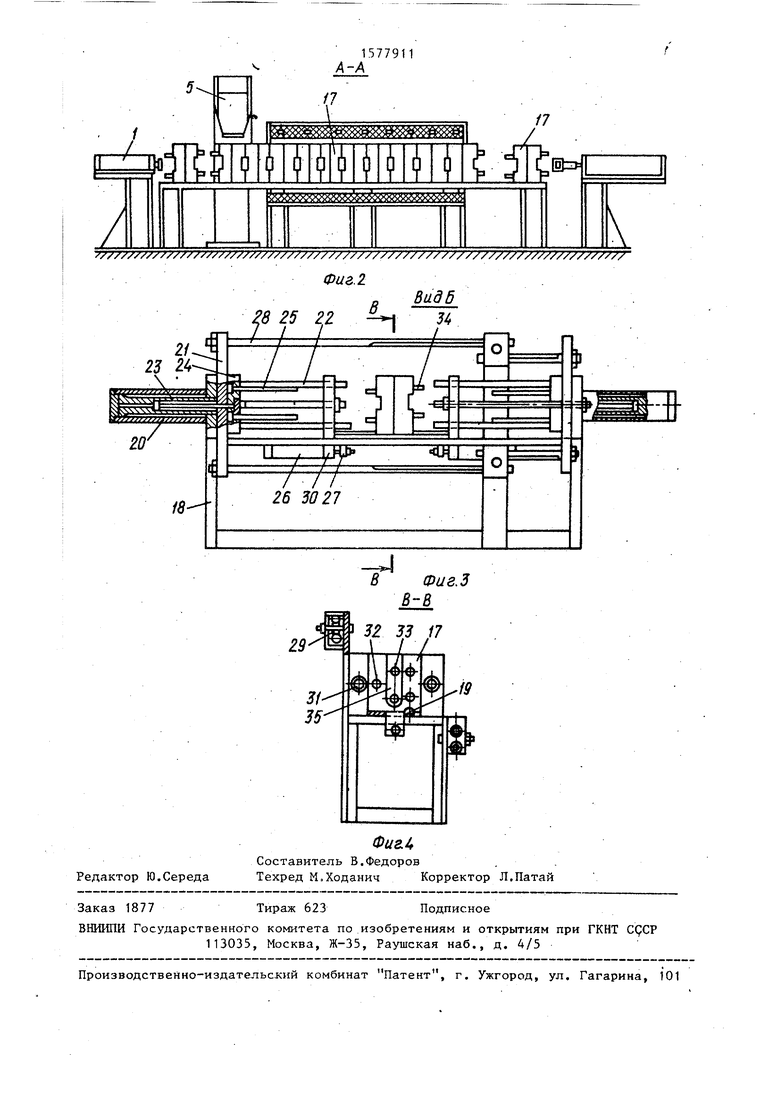
На фиг. 1 схематически изображена предлагаемая установка; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - вид Б на фиг. 1; на фиг. 4 - разрез В-В на Лиг. 3.
Установка состоит из толкателей 1 и 2 для сборки стержневых ящиков в блок и передвижения блока по направляющим 3 и 4, стержневых машин 5 и 6,
проходных нагревательных печей 7 и 8, для нагрева стержневых ящиков, механизмов 9 и 10 отрыва ящика от блока ящиков на выходе из печей, манипуляторов 11 и 12, предназначенных для изменения направления движения стержневых ящиков под углом 90°, механизмов 13 и 14 разъема стержневых ящиков и выталкивания стержня и устройств 15 и 16 для приема и выдачи готового стержня.
Механизм 13 и 14 разъема стержневого ящика 17 и .выталкивания стержня (фиг. 3 и 4) состоит из станины 18, на которой крепятся направляющие 19, предназначенные для установки на них стержневого ящика 17, пневмоцилиндСЛ 1 1
&
315
ров 20, на подвижной плите 21 которых закреплены штанги 22 для разъема ящика и штанги 28 синхронизаторов, пневмоцилиндров 23, привода плит 24 с толкателями 25 для удерживания стержня, пневмоцилиндров 26 с упорами 27 для сборки ящика. Синхронизатор движения плит 21 пневмоцилиндров 20 состоит из штанг 28 с зубчатыми рейками и шестерен 29. Стойки 30 служат для направления штанг 22 и толкателей 25, в них крепятся направляющие колонки 31. Стержневой ящик 17 имеет отверстия 32 для прохождения через них штанг 22, отверстия 33 для толкателей. Штыри 34 (фиг. 3) перекрывают отверстия 33 при надуве стержневой смеси в полость 35 ящика.
Комплект стержневых ящиков состоит из одинаковых по габаритным размерам стержневых ящиков. Па нижней плоскости ящиков имеется паз для возможности перемещения по направляющим печей и механизмов разъема. На внешней поверх ности половин ящика имеются пазы под захваты манипуляторов и захваты механизмов отрыва ящиков от блока ящиков на выходе из печей, там же крепятся штыри 34, предназначенные для перекрытия отверстий под толкатели при сборке ящиков в блок, при этом штыри на половинах ящика смещены относительно друг друга. Обе половины ящика подвижные . Замена ящиков возможна на позициях и у толкателей 1 и 2, на выходе из печей 7 и 8, на механизмах 13 и 14 В каждой из поповин ящика имеется три отверстия для возможности прохода через них штанг 22 разборного механизма при этом отверстия 32 (фиг. 4) в одно половине смещены относительно отверстий другой половины ящика.
Установка работает следующим образом.
Стержневой ящик находится на исходной позиции на направляющих 3. Толкателем 1 ящик продвигается, поджимается к блоку впереди находящихся ящиков и, продвигаясь совместно с блоком становится перед надувным устройством стержневой машины. Одновременно механизм 9 отрыва ящиков от блока ящиков подходит к выходу печи 7, захватывает выдвигающийся из печи ящик и упирается в блок ящиков. При зажатом с двух сторон блоке ящиков надувная головка стержневой машины 5 поджимается к стержневому ящику и производится
Q
Q п
50 55
0
114
заполнение полости нагретого ящика стержневой смесью 1. После некоторой выдержки головка надувного аппарата, поднимается, механизм 9 с захваченным ящиком отходит в зону действия манипулятора 11, возвращается в исходное положение плита толкателя 1, на исходную позицию на направляющие 3 поступает очередной ящик. Стержневой ящик с отвержденным стержнем, доставленный механизмом 9, манипулятором 11 переносится на механизм 13 разъема, стержневых ящиков. После разъема ящика, удаления стержня и сборки ящика манипулятор 11 передает пустой ящик на направляющие 4 возвратного потока установки, на котором синхронно выполняются те же операции. Операция по нагреву ящиков и отверждению смеси производится в электрических проходных нагревательных печах.
Манипулятор работает следующим образом.
Манипулятор имеет два вилочных захвата, исходное положение первого у выхода из печи 7, второго - у механизма разъема стержневых ящиков. Захваты имеют возможность производить синхронно три движения: выдвижение и возврат, подъем и опускание, перемещение на угол 90 . Изменение направления движения потока ящиков производится следующим образом. Захват, находящийся у печи, выдвигается и входит в специально предусмотренные пазы на внешней поверхности сторон половин ящика, затем осуществляется подъем захвата и ящика с целью переноса ящика над направляющими печи, далее захват с ящиком возвращается в исходное положение и производится поворот на 90° к механизму 13. Одновременно второй захват выдвигается и поднимает собранный ящик над направляющими механизма 13, затем возвращается с ящиком в исходное положение и поворачивается на 90 к печи 8. После выполнения перемещения захваты выдвигаются и ставят ящик со стержнем на направляющие механизма 13, а пустой ящик - на направляющие печи 8, после чего возвращаются и поворачиваются на 90 в свое исходное положение.
Механизм разъема стержневого ящика работает следующим образом. К ящику 17 со стержнем, находящемуся на наг- правляющих 19, подводятся штанги 22 разборных пневмоцилиндров 20 и толка-
515
тели 25 с приводом от пневмоцилинд- ров 23. Упираясь в стержень, толкате- тш останавливаются, а штанги разборных механизмов проходят через специально предусмотренные отверстия 32 в ящике и, двигаясь дальше, толкают половины ящика в разные стороны. Стержень при этом остается висящим на толкателях. Затем толкатели 25 уводятся, а стержень опускается по наклонному лотку на ленточный транспортер.
Сборка ящика. Одновременно с уходом штанг 22 разборных пневмоцилинд- ров в исходное положение начинают двигаться упоры 27 пневмоцилиндров 26 закрытия ящика. После смыкания полуформ упоры 27 возвращаются в исходное
положение, а собранный ящик готов к
заполнению стержневой смесью.
Вслед за впереди продвигающимся по установке стержневым ящиком и исполнением при этом заданных технологических операции с такой же последователь- ностью повторяют транспортные и технологические операции все другие находящиеся на установке стержневые ящики. Готовые стержни ленточными транспортерами 15 и 16 подаются в тару. ,
Экономия расхода энергии достигается снижением потерь тепла в проходных нагревательных печах, вход и выход из которых перекрыты ящиками, возможность проводить замену оснастки без останов
0
5
0
5
0
11
ки оборудования в связи с применением плавающих ящиков.
Формула изобретения
Установка для изготовления литейных стержней по горячим ящикаму преимущественно с вертикальным разъемом, содержащая стержневую машину, проходную нагревательную печь, механизм для разъема стержневого ящика и выталкивания готового стержня, установленные в технологической последовательности, транспортно-передающее устройство с толкателями, отличающаяся тем, что, с целью экономии энергии, сокращения простоев при замене оснастки, она снабжена дополнительными стержневой машиной, проходной нагревательной печью и механизмом для разъема стержневого ящика и выталкивания готового стержня, двумя механизмами отрыва стержневого ящика от блока стержневых ящиков и двумя манипуляторами дття перемещения стержневых ящиков, при этом стержневые машины, проходные нагревательные печи и механизмы отрыва стержневого ящика расположены двумя последовательно замкнутыми и параллельными между собой технологическими ветвями, а механизмы для разъема стержневых ящиков и манипуляторы попарно расположены на концах ветвей.
| название | год | авторы | номер документа |
|---|---|---|---|
| Блок стержневой оснастки и установка для изготовления литейных стержней | 1990 |
|
SU1759525A2 |
| Автоматическая линия для изготовления стержней | 1987 |
|
SU1503996A1 |
| Многопозиционный автомат для изготовления литейных стержней | 1980 |
|
SU910316A1 |
| Автомат для изготовления крупногабаритных литейных стержней | 1983 |
|
SU1196110A1 |
| УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ | 1999 |
|
RU2153949C1 |
| Пескодувная машина | 1977 |
|
SU944751A1 |
| Линия для изготовления стержней | 1981 |
|
SU1025481A1 |
| Пескодувная машина | 1974 |
|
SU728979A1 |
| Полуавтомат для изготовления оболочковых стержней | 1977 |
|
SU738751A1 |
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
Изобретение относится к литейному производству, в частности к оборудованию для изготовления стержней из термореактивных смесей в горячих ящиках с вертикальным разъемом. Цель изобретения - экономия энергии, сокращение простоев при замене оснастки. Установка содержит два технологических потока изготовления стержней, последовательно замкнутых между собой, расположенных параллельно друг другу и связанных между собой на противоположных концах двумя манипуляторами и для перестановки стержневых ящиков с одного технологического потока на другой. Каждый поток содержит установленные в технологической последовательности толкатель для прижима стержневого ящика к блоку стержневых ящиков и перемещения блока по направляющим, стержневую машину, проходную нагревательную печь, механизм отрыва стержневого ящика от блока и механизм разъема стержневого ящика и выталкивания готового стержня. 4 ил.
дГ
3 5
13
7
Фиг1
Т
| Механизм выталкивания готовых стержней | 1963 |
|
SU278050A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
