315ПАПи
осиовлиии 2. Обя коицл попоротного рычага 4 снабжсш.л элементами качения 6 и 7, вчяимодействующими соответственно с рабочей новерхностью 8 копира 9, установленного на основании, и нлитой 10, закренленной на нолзуне пресса. В дополнительном рычаге 5 ВЕЛюлпен паз П , по которому может перемещаться ось 13. Вел1-Г4ина |0 перемещения оси 13 регулируется упором 14. Механизм возврата выполнен в виде нружины 15. При резке прутков
рабочее уси;н1е от пресса nepevi TOTcn на верхний конец поворотного рычат а 4. При этом Н 3 поворачивается отно- сите;пзНо прутка до тех пор, пока oci 13 не упрется в упор 14 паза I1. После зтого вращательное движение Н 3 сопровождается его поступательным движением в горизонтальной плоскости по поверхности 8 копира 9. Происходи резка прутка по схеме нагружения сдвиг с кручением. 4 з.п.ф-лы, 4 ил.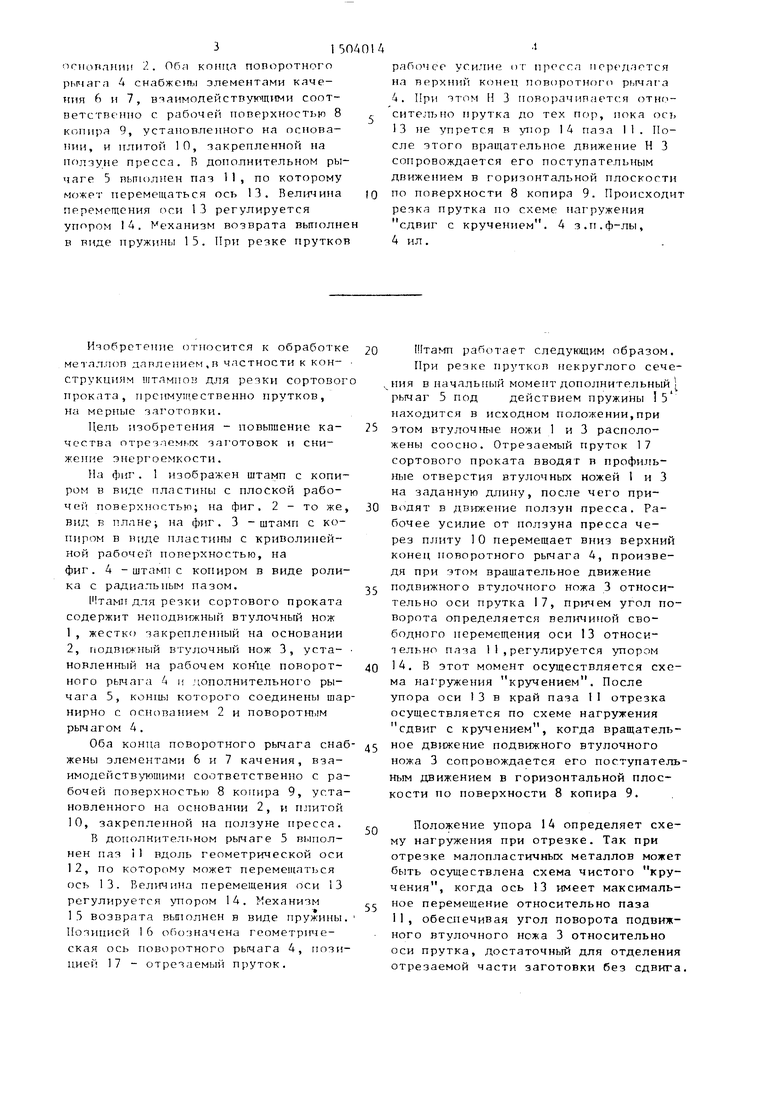
| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп для резки сортового проката | 1980 |
|
SU933306A1 |
| Штамп для резки проката круглого поперечного сечения | 1983 |
|
SU1151380A1 |
| Штамп для разделения сортового проката | 1986 |
|
SU1362574A1 |
| Штамп для резки проката | 1979 |
|
SU837621A1 |
| УСТРОЙСТВО ДЛЯ РЕЗКИ ПРУТКОВ КРУГЛОГО СЕЧЕНИЯ | 2013 |
|
RU2532654C2 |
| ШТАМП ДЛЯ РЕЗКИ ПРУТКОВОГО МАТЕРИАЛА | 1992 |
|
RU2015863C1 |
| Способ разделения сортового проката | 1989 |
|
SU1731475A1 |
| Устройство для разделения сдвигом сортового проката | 1987 |
|
SU1648645A1 |
| Устройство для резки прутка на мерные заготовки | 1971 |
|
SU406425A1 |
| Штамп для резки сортового проката | 1980 |
|
SU902996A1 |
Изобретение относится к обработке металлов давлением , в частности, к конструкции штампов для резки сортового проката, преимущественно прутков, на мерные заготовки. Цель изобретения - повышение качества отрезаемых заготовок и снижение энергоемкости. Штамп содержит неподвижный втулочный нож, жестко закрепленный на основании 2, и подвижный втулочной нож (Н) 3. Н 3 установлен на рабочем конце поворотного рычага 4, который шарнирно соединен с дополнительным рычагом 5, шарнирно закрепленными на основании 2. Оба конца поворотного рычага 4 снабжены элементами качения 6 и 7, взаимодействующими соответственно с рабочей поверхностью 8 копира 9, установленного на основании, и плитой 10, закрепленной на ползуне пресса. В дополнительном рычаге 5 выполнен паз 11, по которому может перемещаться ось 13. Величина перемещения оси 13 регулируется упором 14. Механизм возврата выполнен в виде пружины 15. При резке прутков рабочее усилие от пресса передается на верхний конец поворотного рычага 4. При этом Н 3 поворачивается относительно прутка до тех пор, пока ось 13 не упрется в упор 14 паза 11. После этого вращательное движение Н 3 сопровождается его поступательным движением в горизонтальной плоскости по поверхности 8 копира 9. Происходит резка прутка по схеме нагружения "сдвиг с кручением". 4 з.п. ф-лы, 4 ил.
Изобретение (ггносится к обработке (5В давлением, в частности к кон- струкциям штампом для резки сортовог проката, преимущественно прутков, на мерные заготовки.
Пель изобретения - повышение ка- чества отрозпемьгх заг отовок и снижение энергоем ;ости.
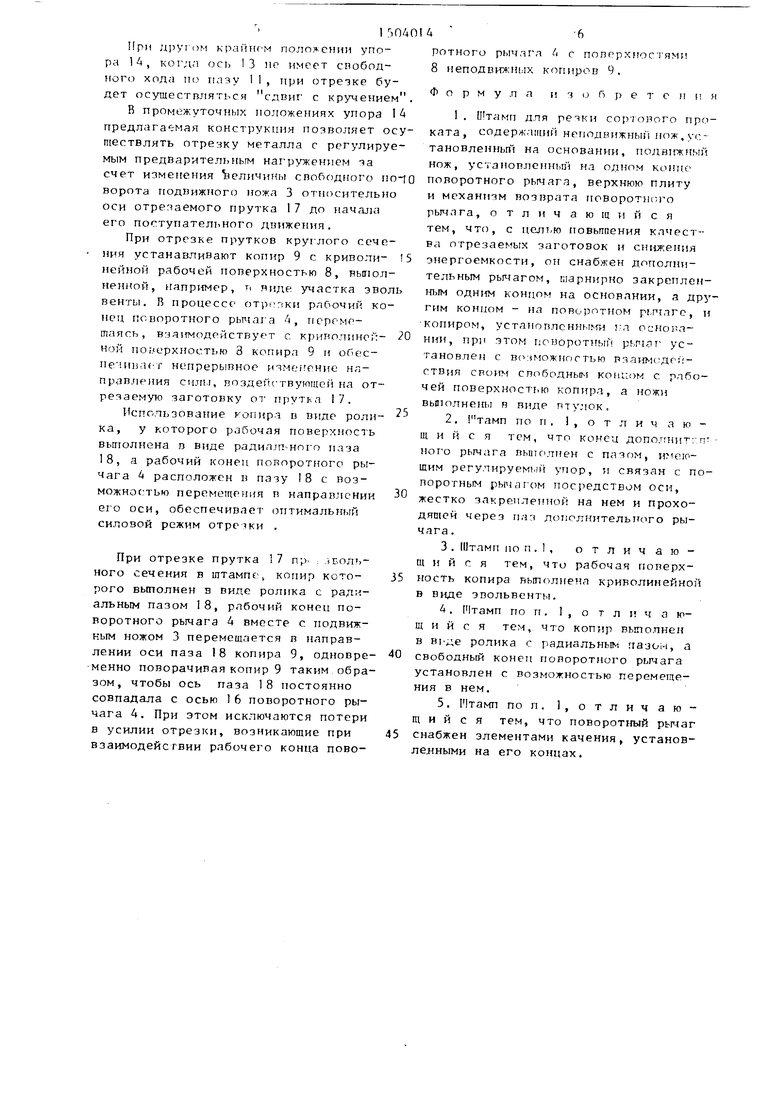
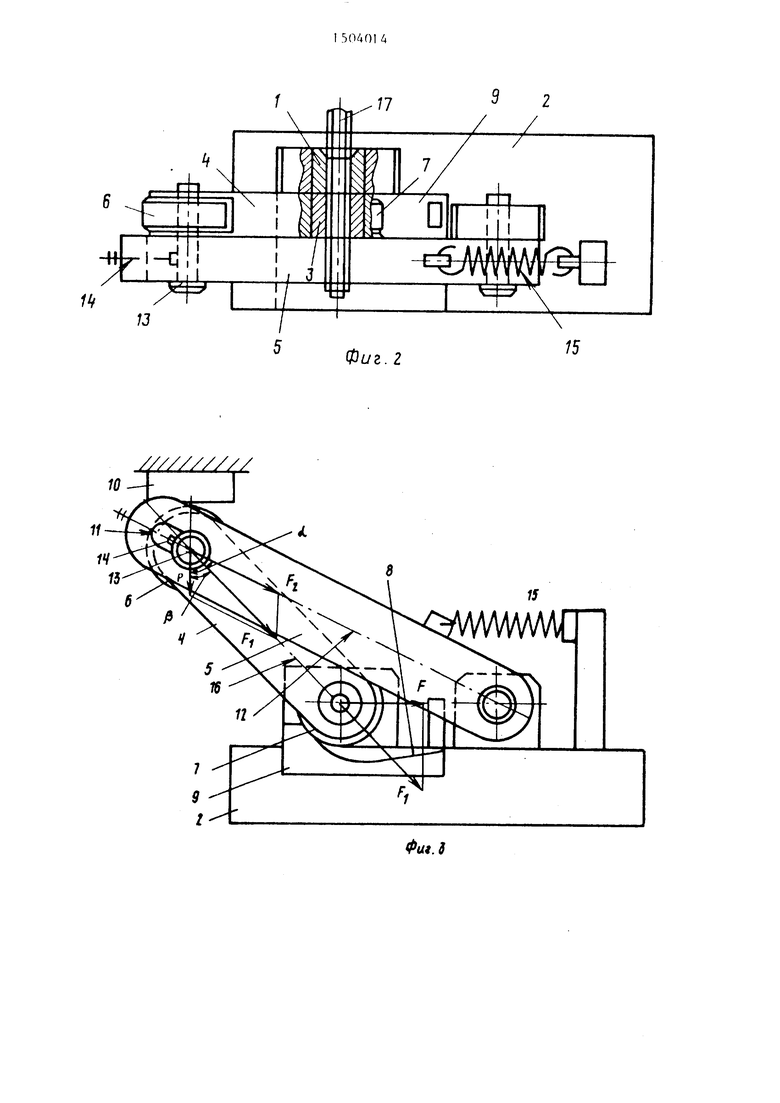
Па фиг. 1 изображен штамп с копиром в виде пластины с плоской рабочей поверхжтстью; на фиг. 2 - то же, вид в планеi на фиг. 3 -штамп с копиром в Виде пластиш с криволинейной рабочей новерхностью, на фиг. 4 - штамп с копиром в виде ролика с радиальпым пазом.1 1тамп для резки сортового проката содержит неподвижный втулочный нож 1 , жестко закрепленный на основании 2, подвижный втулочный нож 3, уста- новленный на рабочем кон це поворот- ного рычага 4 и пополнительного рычага 5, концы которого соединены шар нирно с основанием 2 и поворотн1,М рьмагом 4 .
Оба конца поворотного рычага снаб жены элементами 6 и 7 качения, взаимодействующими соответственно с рабочей поверхностьн) 8 копира 9, установленного на основании 2, и плитой 10, закрепле}жой на ползуне пресса.
В дополнительном рьмаге 5 выполнен паз i) вдоль геометрической оси 12, но которому может перемещаться ось 13. Величина перемещения оси 13 регулируется упором 14. Механизм 13 возврата выполнен в виде пружины Позицией 1 6 обозначена геометр гче- ская ось поворотного рычага 4, позицией 17 - отрезаемый пруток.
0
5
0 0
0
5
Штамп работает следующим образом.
При резке Прутков некруглого сечения в начальный момент дополнительный рычаг 5 под действием пружины 15 находится в исходном положении,при этом втулочные ножи 1 и 3 расположены соосно. Отрезаемый пруток 17 сортового проката вводят в профильные отверстия втулочных ножей 1 и 3 на заданную длину, после чего приводят в движение ползун пресса. Рабочее усилие от ползуна пресса через HJniTy 10 перемещает вниз верхний конец новоротного рычага 4, произведя при этом вращательное движение подвижного втулочного ножа 3 относительно оси прутка 17, причем угол поворота определяется величиной свободного перемещения оси 13 относительно паза 11,регулируется упором 14. В этот момент осуществляется схема нагружения кручением. После упора оси 13 в край паза II отрезка осуществляется по схеме нагружения сдвиг с кручением, когда вращательное двюкение подвижного втулочного ножа 3 сопровождается его поступательным движением в горизонтальной плоскости по поверхности 8 копира 9.
Положение упора 14 определяет схему нагружения при отрезке. Так при отрезке малопластичных металлов может быть осуществлена схема чистого кручения, когда ось 13 имеет максимальное перемещение относительно паза 11, обеспечивая угол поворота подвижного втулочного нежа 3 относительно оси прутка, достаточный для отделения отрезаемой части заготовки без сдвига.
KSnAOU
При другом крайнг М упора 14, когда ос1 13 не имеет снобод- ногсл хода по пазу 1 1 , при отрезке будет осуществляться сдвиг с кручением.
В промежуточных ноложениях упора 14 предлагаемая конструкция позволяет осуществлять отрезку металла с регулируемым предварительным нагружением за
счет изменения величины споГюдного iio-fo поворотного рычага, верхнюю плиту
ворота подвижного пожа 3 относительн оси отрезаемого прутка 17 до начала его поступател11ного движения.
При отрезке прутков круг-лого сечения устанавливают копир 9 с криволм- нейной рабочей поверхностью 8, выполненной, например, Т) виде участка эво венты. В процессе отрепки рабочий конец поворотного рычаг а , ггергмр- таясь, взаимодействует с криволинейной поверхностью 3 копира 9 и обес- (:т непрерывное изменение ил- правления счлы, воздействующей на отрезаемую заготовку от прутка 17.
Использование копира в виде роли- ка, у которого рабочая поверхность выполнена в виде радиального паза 18, а рабочий конец поворотного рычага 4 расположен в пазу 8 с возможностью перемещения в направлении его оси, обеспечивает оптимальный силовой режим отрезки .
При отрезке прутка 1 7 пр : ЛБОЛЬ- ного сечения в штампе копир кото- роге выполнен в виде ролика с радиальным пазом 18, рабочий коней поворотного рычага А вместе с подвижным ножом 3 перемещается в направлении оси паза 18 копира 9, одновре- менно поворачивая копир 9 таким образом, чтобы ось паза 18 постоянно совпадала с осью 16 поворотного рычага 4. При этом исключаются потери в усилии отрезки, возникающие при
взаимодействии рабочего конца поворотного рычлгл t с поперхнос гями 8 неподв етсных копиров 9.
Формула
6 р е т е II и я
0
- 0
и механизм возврата поворотно1 о рычага, отличающийся тем, что, с целью повышения клчест-- ва отрезаемых заготовок и снижения энергоемкости, он снабжен дополнительным рычагом, шарнирно закрепленным одним концом на основании, а другим концом - tia поворотном prniarc, и копиром, устанопленны ги --л ocuoi a- нии, при зтом поБОротттый рьпьзт установлен с вс зможностью взаимсдг; ;- ствия cpojrM cпoбoдны концом с рабочей поверхностью копира, а ножи выполнеШ) в виде лтулок.
А. Чтамп поп. 1 , о т л и ч а ю- щ и и с я тем, что копир выполнен в В1 де ролика с радиальньпч пазом, а свободный конец поворотного рычага установлен с возможностью перемещения в нем.
13
//////////
10
Фиг.2
///////////////
ю
15
Фм.Ч
| Солонцов С.С | |||
| Безотходная разрезка сортового проката в шта-члах | |||
| : М.: Машиностроение, 1985, с | |||
| Приспособление с иглой для прочистки кухонь типа "Примус" | 1923 |
|
SU40A1 |
| Видоизменение прибора для получения стереоскопических впечатлений от двух изображений различного масштаба | 1919 |
|
SU54A1 |
