Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении витого магни- топровода электрической машины.
Цель изобретения - улучшение качества изготавливаемых изделий за счет повышения точности геометрии пакета.
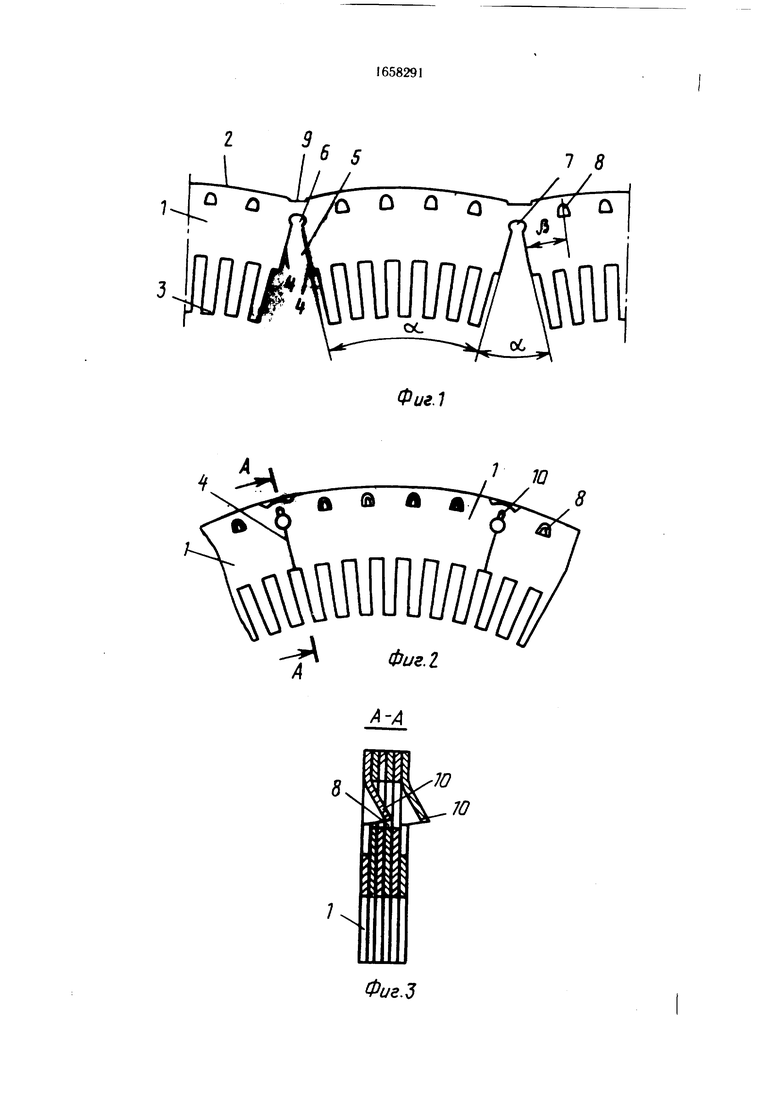
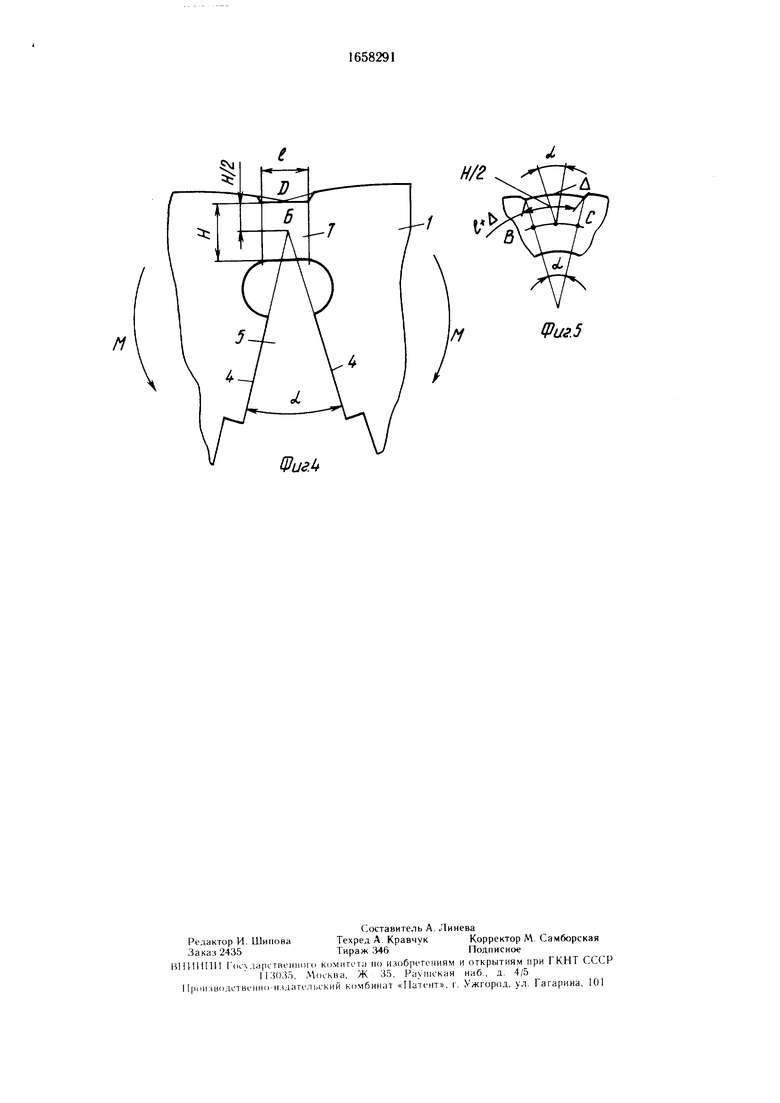
На фиг. 1 изображена заготовка; на фиг 2 - показана часть витого магнитопро- вода; на фиг. 3 показано сечение А-А на фиг. 2; на фиг. 4 - размещение перемычек и отверстий в заготовке до изгиба ленты.
Изготовление витого магнитопровода электрической машины осуществляется следующим образом.
Из ленты электротехнической стали штампуют заготовку, состоящую из сегментов 1 с зубцовой зоной. , Штампованные
сегменты I ограничены большими и малыми дугами 2 и 3 соответственно и линиями торцов 4. Со стороны малых дуг 3 сегменты 1 отделены друг от друга угловыми вырезами 5 со скруглениями 6 у вершины. Со стороны больших дуг 2 сегменты 1 соединены перемычками 7. Вершина Б угла выреза расположена на неподвергающейся деформации нейтральной линии О-О перемычки 7. На сегментах 1 по обе стороны от перемычки 7 выполнены отверстия 8 с угловым шагом р., равным смещению торцов сегментов в соседних витках магнитопровода. Отверстия 8 имеют форму арок с плоскими основаниями. Высота арок h не менее ширины зоны сжатия перемычек 7. Внешняя кромка 9 перемычки 7 со стороны больших дуг 2 выполнена в виде прямолинейного участка. Длина прямолинейо
СЛ
00 N5
СО
ного участка / л//а/3606,где Н - ширина перемычки 7, а - угол, образованный прямыми, проходящими через торцы 4 двух соседних сегментов, б - относительное удлинение образца из электротехнической стали, используемой для изготовления магнитопро- вода, при разрыве. При навивке непрерывной ленточной заготовки сегменты 1 смыкаются по торцам 4 в направлении стрелок М (см. фиг. 4). Так как сегменты укладываются в виток на угловой шаг р, образовавшиеся при навивке первого витка гофры 10 (см. фиг. 3) располагаются в отверстиях 8 .и обеспечивают плотное сжатие соседних витков изготавливаемого магннто- провода и не нарушают его геометрию, что повышает качество изготавливаемого магни- топровода. Так как вершина А угла а расположена на неподвергающейся деформации нейтральной линии О-О, торцы 4 соседних сегментов точно стыкуются по всей длине, не деформируя друг друга. Выполнение кромки перемычки со стороны больших дуг прямолинейной позволяет устранить концентрацию напряжений в этой части непрерывной ленточной заготовки и облегчить деформацию перемычки при навивке заготовки в спираль. При наличии прямолинейного участка (см. фиг. 4) на внешней кромке перемычки границы сечений, обладающих значительно большей жесткостью, чем перемычка, раздвигаются, а расстояние между этими сечениями является длиной перемычки, которая должна соответствовать длине прямолинейного участка. При изгибе такой перемычки растягивающая тангенциальная деформация распределяется по всей длине прямолинейного участка (см. фиг. 4). Длина растянутого участка после гибки будет равна
/1 /+Д.
А относительная деформация растяжения 6| равна
f
где / - первоначальная длина прямолинейного участка, мм;
- абсолютная тангенциальная деформация внешней кромки перемычки, мм.
Реальный материал имеет некоторую предельную относительную деформацию, после которой наступает разрушение. За предельную относительную деформацию 6 принимается относительное удлинение стандартного образца при растяжении в момент разрыва. Так как относительное удлинение зависит от первоначальной длины, то длина прямолинейного участка / выбирается такой, чтобы относительная дефорация б: внешней кромки после изгиба была бы меньше величины 6. Эта длина определяется на фиг. 4.
Л 2
где а - угол в радианах..
Если угол а выражен в градусах, то уравнение (2) имеет вид
л-f
2л л-Я-а 360 а 360 Подставляя (3) в (1), получают п-Н-а.
б.
360/
10
откуда
/
л-Н-а
3606,
Подставляя вместо б| предельную относи тельную деформацию 6 получают окончательно
п-Н-а
1
3606
20
Формула изобретения
Способ изготовления витого магнитопро- вода электрической машины, по которому из ленты электротехнической стали штампуют
25 заготовку в виде сегментов с зубцовой зоной и вырезами между ними, соединенных в зоне больших дуг перемычками, и навивают заготовку в спираль со смещением Topufbe сегментов в соседних витках магнитопровода и с образованием пакета магнитопровода,
30 отличающийся тем, что, с целью улучшения качества изготавливаемых изделий за счет повышения точности геометрии пакета, при штамповке сегментов вершину угла выреза, образованного линиями торцов соседних сегментов, располагают на нейтральной ли35 нии перемычки, на сегментах по обе стороны от перемычки выполняют отверстия в форме арок с угловым шагом, равным угловому шагу смещения торцов сегментов в соседних витках магнитопровода, основания арок располагают на внутреннем радиусе перемычек, а на стороне перемычек, противоположной зубцовой зоне, выполняют прямолинейные участки, расположенные симметрично относительно точки пересечения внешних радиусов сегментов и проходящие
45 через эту точку, при этом длина прямолинейного участка определяется по формуле
, 360-6
56
где Н - ширина перемычки;
а - угол, образованный прямыми, проходящими через торцы двух сосед них сегментов;
б - относительное удлинение образца из электрической стали, используемой для изготовления магнитопровода при разрыве.
7 8
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витого сердечника электрической машины | 1988 |
|
SU1647778A1 |
| Способ имитации процесса изготовления магнитопровода статора электрической машины | 1987 |
|
SU1504742A1 |
| Способ изготовления витого сердечника электрической машины | 1985 |
|
SU1760602A1 |
| Способ изготовления витого сердечника статора электрической машины | 1985 |
|
SU1350765A1 |
| Магнитопровод электрической машины | 1985 |
|
SU1292111A1 |
| Способ изготовления витого штампованного магнитопровода со скосом зубцов | 1988 |
|
SU1739440A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 1997 |
|
RU2142191C1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| Магнитопровод ротора электрической машины | 1984 |
|
SU1334276A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНОГО МАГНИТОПРОВОДА ТОРЦОВОЙ ЭЛЕКТРИЧЕСКОЙ МАШИНЫ | 2004 |
|
RU2269857C1 |
Изобретение относится к электротехнической промышленности и может быть использовано при изготовлении витого магни- твпровода электрической машины. Целью изобретения является улучшение качества изготавливаемых изделий за счет повышения точности геометрии пакета. Из ленты электротехнической стали штампуют заготовку, состоящую из сегментов 1 с зубцовой зоной. При штамповке вершину А угла выреза 5, образованного линиями торцов 4 соседних сегментов 1, располагают на нейтральной линии перемычки 7. По обе стороны от перемычки выполнены отверстия, имеющие форму арок с плоскими основаниями. При навивке непрерывной ленточной заготовки сегменты 1 Смыкаются пб торцам в направлении стрелок М, не деформируя друг друга. 5 ил. и (Л
8
Фиг.1
Ю
70
Фиг.З
/
И
Фиги
-1 в
м
Фиг.5
| Патент США № 4365180, кл | |||
| Солесос | 1922 |
|
SU29A1 |
| Устройство для видения на расстоянии | 1915 |
|
SU1982A1 |
| СПОСОБ ИЗМЕРЕНИЯ НАПРЯЖЕННОСТИ ФИЗИЧЕСКИХ ПОЛЕЙ | 1996 |
|
RU2109301C1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Способ изготовления магнитопроводов электрических машин | 1972 |
|
SU997187A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
