фиг 4
Изобретение относится к обработке металлов давлением, в частности к оснастке для холодной щтамповки, и может быть использовано для изготовления деталей типа пружинных проволочных колец с отогнутыми наружу короткими концами.
Цель изобретения - расширение технических возможностей за счет отгибки наружу коротких концов колец.
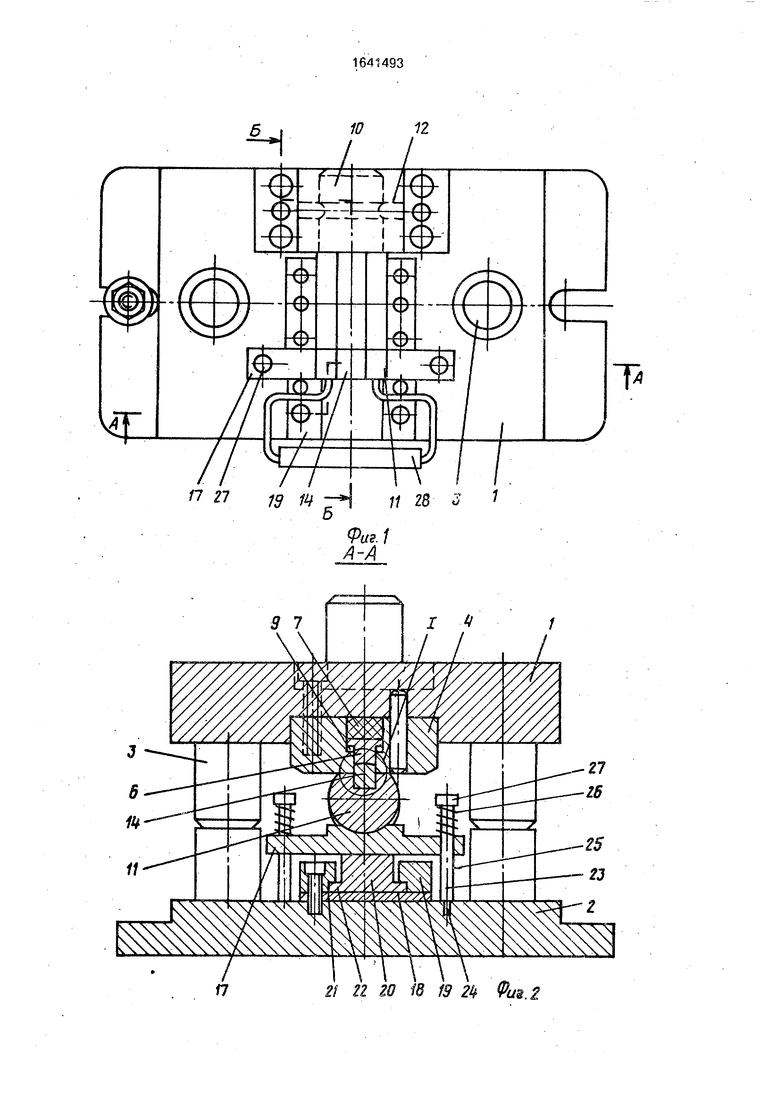
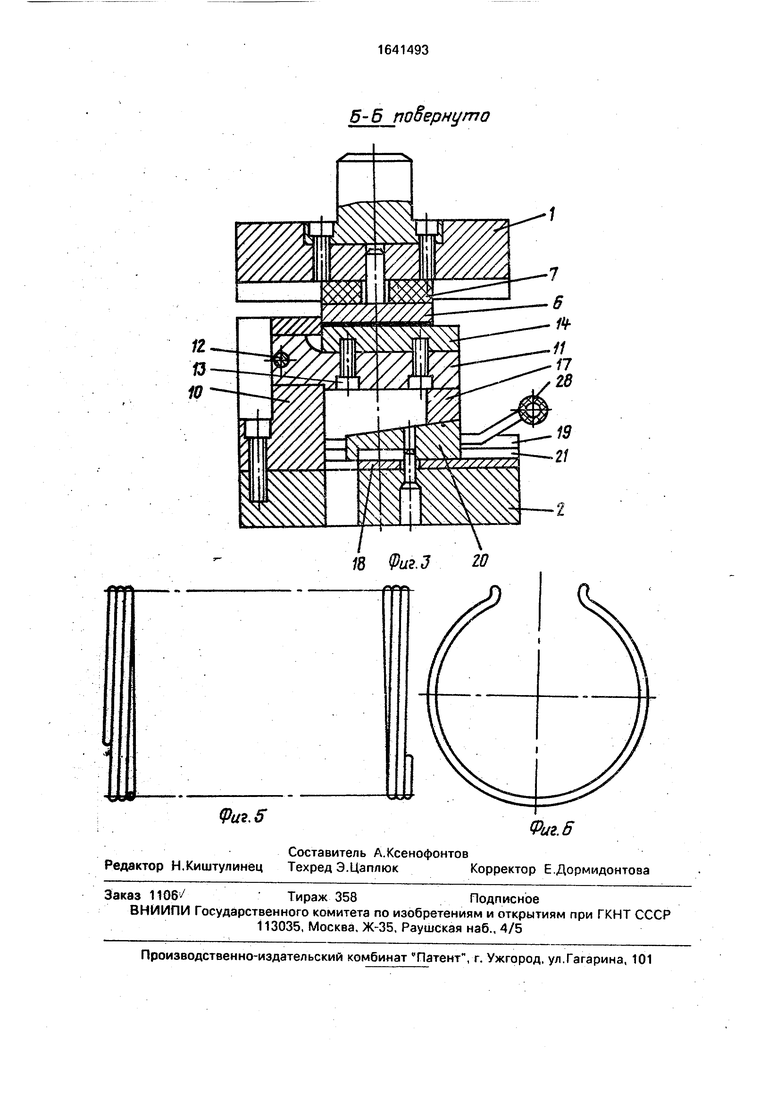
На фиг.1 изображен штамп совмещенного действия, общий вид; на фиг.2 - разрез А - А на фиг.1; на фиг.З - разрез Б - Б на фиг,1; на фиг.4 - узел t на фиг.2; на фиг.5 - заготовка; на фиг.6 - готовая деталь,
Штамп совмещенного действия содержит верхнюю плиту 1 и нижнюю плиту 2 с направляющими колонками 3. В верхнюю плиту врезан и жестко прикреплен к ней пуансон 4, в центральной части которого выполнен паз 5. В паз 5 установлен прижим-выталкиватель б. Прижим-выталкиватель 6 подпружинен в вертикальной плоскости, для этого в зазор между верхней плоскостью прижима-выталкивателя 6 и нижней плоскостью верхней плиты 1 помещен буфер 7 в виде пружины или упругого вещества. При этом заплечикя 8 прижима-выталкивателя б контактируют со ступеньками 9 пуансона 4, а нижняя кромка прижима 6 расположена на уровне или ниже нижней плоскости пуансона 4,
К нижней плите 2 прикреплен кронштейн 10, на котором консольно закреплена цилиндрическая оправка 11, например, посредством штифта 12. В верхней части оправки 11 имеется продольный паз, в котором жестко закреплена посредством винтов 13 вставка 14, выступающая над поверхностью оправки 11 с образованием ступеньки. Ширина встав ки 14 соответствует ширине прижима 6.
В нижней части пуансона 4 по обе стороны от прижима-выталкивателя б выполнены симметрично ступеньки 15 и 16. Ступенька 15 пуансона 4, выступающая часть вставки и оправка 11 образуют гибочный узел, при этом высота ступеньки 15 соответствует высоте огибаемого конца. Ширина ступеньки 16 соответствует толщине проволоки. Верхняя ступенька 16 образует с боковой кромкой выступающей части вставки 14 режущую пару.
Для предотвращения прогиба оправки 14 ее свободный конец поддерживается снизу подпружиненной опорой 17 узла поддержки консоли. Этот узел включает также жестко прикрепленные к нижней плите 2 через прокладку 18 направляющие планки 19 и клиновую ползушку 20. В направляющих планках 19 выполнены параллельно продольной оси оправки 11 лазы 21, ъ которые установлены
,-
10
15
20
25
30
35
40
45
50
выступы 22 ползушки 20, которая может перемещаться в горизонтальной плоскости. Опора 17 расположена над ползушкой 20, при этом ее верхняя поверхность соответствует форме оправки 11 в месте контакта, а нижняя наклонена вдоль продольной оси ползушки 20 в направлении от закрепленного конца оправки к свободному. Угол наклона нижней плоскости опоры соответствует углу наклона верхней плоскости ползушки 20 и не превышает угла самоторможения, а направление наклона противоположное.
Опора 17 связана с нижней плитой 2 посредсгвом по меньшей мере двух направляющих элементов 23 Элемент 23 имеет резьбовой участок 24, который ввинчен в плиту 2, и гладкий участок 25, который проходит сквозь отверстие в опоре 17. На гладкий участок 25 надета нижняя пружина 26, которая расположена между головкой 27 направляющего элемента 23 и верхней плоскостью опоры 17 и воздействует на опору 17. Полэушка 20 снабжена ручкой 28.
Штамп работает следующим образом.
Ползушку 20 за ручку 28 выдвигают из под оправки 1 по направляющим планкам 19 (или же при обратном угле наклона вдвигают). Наклонная поверхность ползушки 20 скользи по наклонной поверхности опоры 17, при этом под воздействием пружины 26 опора 17 опускается по направляющим элементам 2G вниз, освобождая пространство для установки заготовки.
Заготовку для колец, выполненную в виде пружины из определенного количества витков проволоки (в зависимости от длины оправки и толщины проволоки), надевают на оправку 11 со вставкой 14 до упора в кронштейн 10.
Вдвигают ползушку 20 по направляющим планкам 19, при этом наклонная поверхность ползушки 20 скользит по наклонной поверхности опоры 17, в результате чего последняя, перемещаясь вверх по направляющим элементам 23, сжимая пружину 26, контактирует своей верхней поверхностью со свободным концом оправки 11, в результате чего создается надежная опора свободного конца оправки 11 и увеличивается жесткость системы.
При ходе верхней плиты 1 вниз прижим- выталкиватель 6 доходит до заготовки, расположенной на оправке 11 со вставкой 14, и останавливается, прижимая заготовку к вставке 14. Плита 1 продолжает опускаться, при этом подпружиненный прижим-выталкиватель 6 остается на месте, за счет сжатия буфера 7 еще плот: ее прижимая заготовку
к вставке 14, а ступеньки 15, вступив в контакт с заготовкой, при дальнейшем опускании плиты 1 осуществляют гибку заготовки на оправке 11 и вставке 14. При этом за счет наличия в верхней части оправки 11 ступеньки, образованной выступающей частью вставки 14, и ступенек 15 в пуансоне 4 происходит образование выступов, отогнутых наружу. При дальнейшем опускании плиты 1 ступеньки 16 и боковые кромки вставки 14 начинают надрезку материала, а процесс гибки продолжается. В конце хода плиты 1 происходит полное отделение отхода от детали и формирование отогнутых наружу концов пружинного проволочного кольца.
При движении плиты 1 вверх прижим-выталкиватель б, перемещаясь вниз под действием буфера, выталкивает отход. Выдвигают ползушку 20 и после опускания опоры 17 снимают с оправки 11 готовые детали.
Предлагаемый штамп может быть использован не только при работе с заготовками в виде проволочных пружин, но, например, для отбортовки коротких краев в заготовке типа трубы или любого другого профиля, а также для получения отбортовок различной высоты с двух сторон.
При использовании изобретения по сравнению с прототипом достигается изготовление в штампе за один ход ползуна деталей типа пружинных проволочных колец с отогнутыми наружу короткими концами и повышение производительности штампа.
Выполнение очень коротких отогнутых наружу концов проволоки или краев других заготовок осуществляется за счет установки в паз оправки выступающей вставки, обес
5
0
0
5
0
0
5
печивающей совместно с оправкой и пуансоном отгибание выступа в верхней части заготовки и совместно с отрезными ступеньками пуансона удаление отхода.
Это позволяет механизировать технологическую операцию, осуществляющуюся ранее только вручную при помощи слесарного инструмента, и тем самым повысить производительность труда.
Формула изобретения Штамп для изготовления пружинных стопорных колец с отогнутыми концами, содержащий верхнюю плиту сжестко закрепленным ступенчатым гибочно-отрезным пуансоном, а также связанный с верхней плитой подпружиненный в вертикальной плоскости прижим-выталкиватель и нижнюю плиту, нз которой консольно закреплена оправка, имеющая в верхней части продольный паз с размещенной в нем вставкой с режущей кромкой, отличающийся тем, что, с целью расширения технических возможностей за счет отгибки наружу коротких концов колец, прижим-выталкиватель размещен в пазу, выполненном в центральной части пуансона, ступеньки пуансона выполнены на внутренней поверхкссти паза по обе стороны прижима-выталкивателя, при этом нижние ступеньки имеют гибочные участки, а верхние - режущие кромки, вставка выступает над поверхностью оправки с образованием ступенек, причем боковые поверхности выступающей части вставки образуют с верхними ступеньками пуансона режущие пары, а нижние ступеньки пуансона совместно с верхней поверхностью оправки образуют гибочные узлы.
со от
Ч
о
5-6 повернуто

| название | год | авторы | номер документа |
|---|---|---|---|
| Штамп последовательного действия для изготовления деталей типа скоб | 1983 |
|
SU1143494A1 |
| Штамп последовательного действия | 1990 |
|
SU1733167A1 |
| Штамп для изготовления пружинных стопорных колец | 1982 |
|
SU1177014A1 |
| Последовательный штамп для изготовления лепестков контактов электрических разъемов | 1988 |
|
SU1595611A1 |
| Гибочный штамп | 1981 |
|
SU958009A1 |
| Штамп для гибки деталей из листового материала | 1987 |
|
SU1484404A1 |
| Штамп для гибки | 1978 |
|
SU764787A1 |
| Универсально-гибочный автомат с приводом от центральной шестерни | 1984 |
|
SU1245381A1 |
| Штамп совмещенного действия | 1978 |
|
SU697229A1 |
| Штамп для изготовления деталей с отогнутыми концами | 1977 |
|
SU774688A1 |
Изобретение относится к штампам для изготовления пружинных стопорных колец и позволяет расширить технические возможности за счет отгибки наружу коротких концов колец. Штамп содержит верхнюю н нижнюю плиты. На верхней плите жестко закреплен пуансон 4, в центральной части которого выполнен паз 5. В паз 5 установлен прижим- вьпалкиватель 6. На нижней плите закреплена опраака 11 с продольным пазом, в котором жестко закреплена встззкэ 14. В нижней части пуансона 4 по обе стороны от прижима-вы- тзлкмвзтеля выполнены ступеньки 15 и 16. Нижние ступеньки 15 имеют гибочные участки, а верхние ступеньки 16 - режущие кромки. Вставка 14 выступает над поверхностью справки i ,образованием ступеньки. Боковые поверхности выступающей части вставки 14 обрао/ют с верхними ступеньками 16 режущее пары, а нижние ступеньки 15 пуансонз 4 совместно с верхней поверхностью оправки образуют гибочные пары. 6 ил.
Фиг. &
18 Фм.З 20
Фиг. 6
| Штамп для изготовления пружинных стопорных колец | 1982 |
|
SU1177014A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
