(Л
СП
о
СП
О5
«ч
Изобретение относится к металлообработI ке и может быть использовано при закреплении деталей в центрах станка.
; Целью изобретения является повышение
точности закрепления деталей за счет рав; номерного зажима.
I На фиг. 1 изображен центр, продольный осевой разрез; на фиг. 2 - конусная вставка, аксонометрия.
Технологический центр состоит из упругой втулки 1, содержащей рабочие элемен- ты2, равномерно расположенные по окруж- iHocTH, соединенные гибкими перемычками 3 I с заходной частью 4 и фланцем 5, наружная 1 поверхность 6 втулки 1 выполнена цилиндрической, а внутренняя 7 конусной, при этом рабочие элементы 2 разделены между собой посредством замкнутых прорезей 8, выполненных между внутренними торцами заходной части 4 и фланца 5 и параллель- I ных оси центра. Конусная поверхность 7 взаимодействует с соответствующей поверхностью конусной вставки 9, име.ющей резьбовой конец 10, на котором расположена отжимная гайка 11 и центровое отверстие 12. Технологический центр работает следующим образом.
Разрезная втулка 1 устанавливается в отверстие на торце детали 13 до упора во фланец 5. В отверстие втулки 1 с конусной поверхностью 7. устанавливается конусная вставка 9 с навинченной на резьбовой конец I 10 отжимной гайкой 11.
В центровое отверстие 12 вставки 9 входит задний центр пиноли задней бабки станка, посредством которого она поджимается. Под действием заднего центра конусная вставка входит в отверстие втулки 1, а ее конусная поверхность 7 взаимодействует с конусной поверхностью вставки 9, при этом за счет деформации гибких перемычек 3 цилиндрические поверхности рабочих эле- ментов 2 перемещаются в строго радиальном направлении, равномерно зажимая деталь 13.
После обработки детали 13 задний центр отводится и конусная вставка 9 отжимается гайкой 11 из разрезной втулки 1, после чего втулка 1 и вставка 9 извлекаются из отверстия детали.
Формула изобретения
Технологический центр, содержащий упругую втулку с наружной цилиндрической и внутренней конической поверхностями и фланец, конусную вставку, контактирующую с соответствующей конусной поверхностью втулки и имеющую резьбовой конец с центровым отверстие.м, на котором установлена отжимная гайка, отличающийся тем, что, с целью повышения точности закрепления деталей, на упругой втулке равномерно по окружности выполнены рабочие элементы с гибкими перемычками, соединенными с заход- ной частью и фланцем, при этом между рабочими элементами выполнены замкнутые прорези, параллельные оси центра.
5
Фи2.2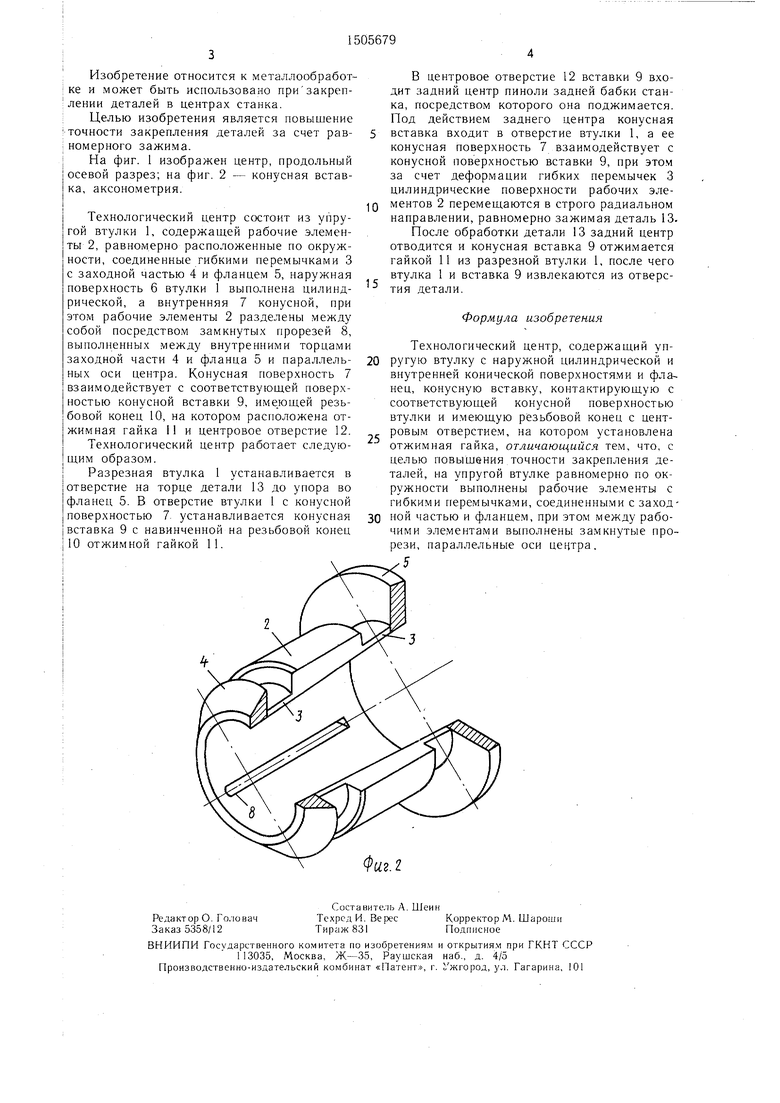
| название | год | авторы | номер документа |
|---|---|---|---|
| РАЗЖИМНАЯ ОПРАВКА | 1992 |
|
RU2030257C1 |
| Приспособление для протягивания шпоночных пазов | 1990 |
|
SU1818175A1 |
| УСТРОЙСТВО ДЛЯ НАРЕЗАНИЯ РЕЗЬБ МЕТЧИКАМИ И ПЛАШКАМИ НА ТОКАРНОМ СТАНКЕ | 1997 |
|
RU2173615C2 |
| Токарный станок для обработки деревянных деталей | 1973 |
|
SU438527A1 |
| Задняя бабка | 1983 |
|
SU1202724A1 |
| Вращающийся центр | 1988 |
|
SU1526914A1 |
| РАЗЖИМНАЯ ОПРАВКА | 2013 |
|
RU2519708C1 |
| Поводковый токарный патрон | 1958 |
|
SU117014A1 |
| УСТРОЙСТВО ДЛЯ ЗАКРЕПЛЕНИЯ ДЕТАЛЕЙ | 1999 |
|
RU2149078C1 |
| Поводковый патрон | 1983 |
|
SU1110556A1 |
Изобретение относится к металлообработке и может быть использовано при закреплении деталей в центрах станка. Целью изобретения является повышение точности закрепления деталей за счет равномерного зажима. В отверстие детали 13 устанавливается упругая втулка 1, в отверстие которой вводится коническая вставка 9, взаимодействующая с конической поверхностью 7 втулки 1 и имеющая резьбовой конец 10 с центровым отверстием 12 и отжимной гайкой 11. Задний центр пиноли задней бабки токарного станка входит в отверстие 12 и поджимает вставку 9 внутрь втулки 1. При этом рабочие элементы 2 втулки 1 с цилиндрическими поверхностями за счет деформации гибких перемычек 3, соединяющих рабочие элементы 2 с заходной частью 4 и фланцем 5, перемещаются строго в радиальном направлении, равномерно зажимая деталь 13. Рабочие элементы 2 разделены между собой замкнутыми прорезями 8. 2 ил.
| Горошкин А | |||
| К | |||
| Приспособления для металлорежущих станков | |||
| - М.: Машиностроение, 1971, с | |||
| Пишущая машина для тюркско-арабского шрифта | 1922 |
|
SU24A1 |
