ИзоГфгтение относится к сварке я может быть использовано Р свярочных аппаратах лля сварки в среде защитных гатоя.
Целью изобретения являются улучше нис качества сварки, повышение надежности и экономичности работы уст- ройстра путем улучшения условий под- жига дуги, обеспечения ее устойчивого горения в начале цикла сварки и импульсного управления динамическим торможением двигателя подачи электродной проволоки.
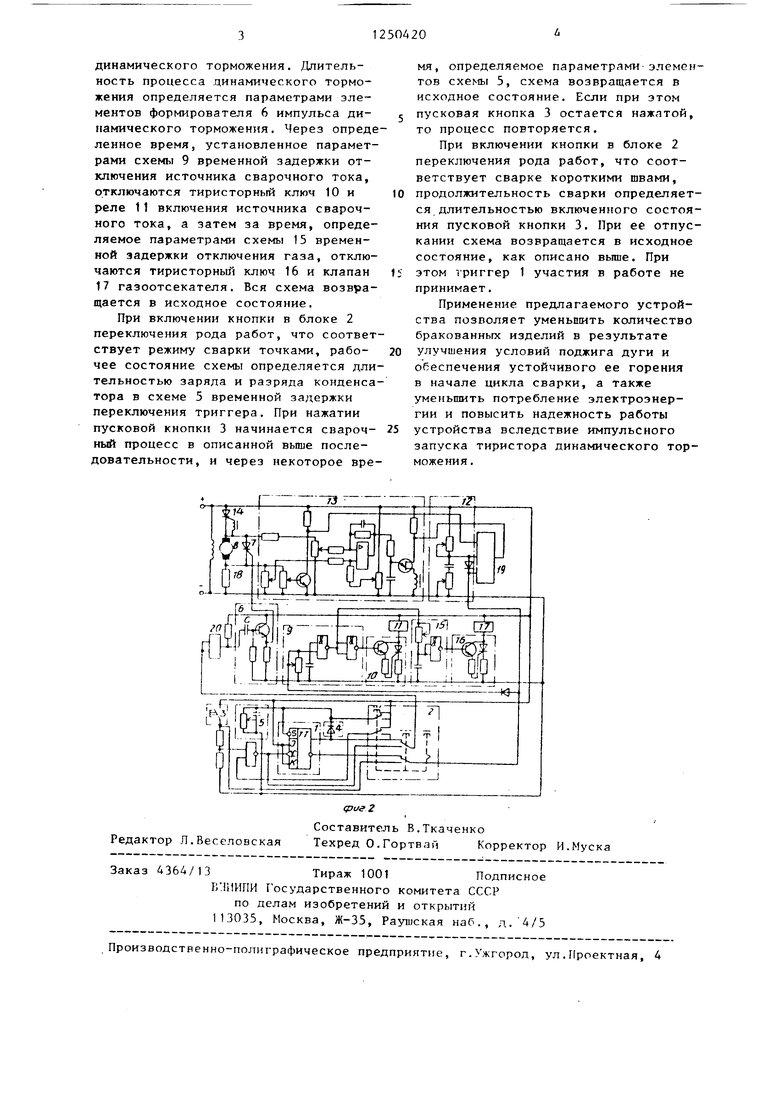
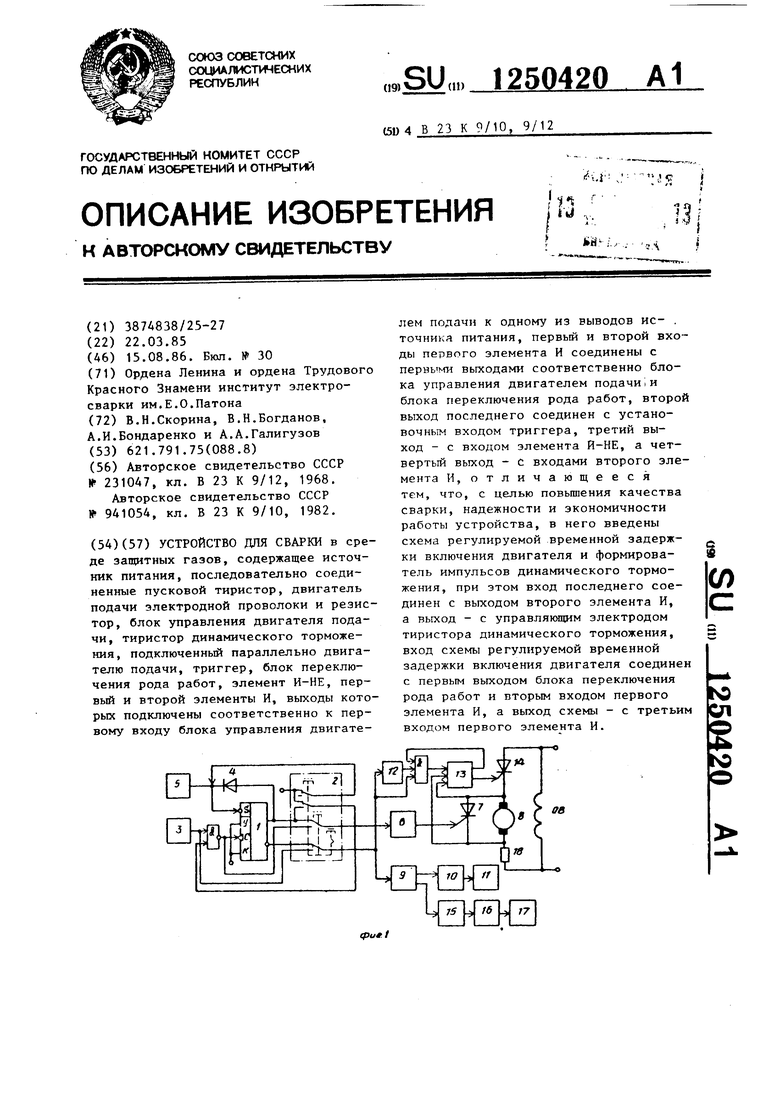
На фиг.1 представлена структурная схема устройства; на фиг,2 - принципиальная схема устройства.
Устройство включает в себя триггер 1, к счетном входу которого и к третьему входу блока 2 переключения рода работ через элемент И-НЕ подключена пусковая кнопка 3, Пусковая кнопка 3 соединена также с пятым входом блока 2, третий выход которого подключен к второму входу элемента И-НЕ.
Первый вход блока 2 и 1,К-входы триггера 1 подключены к одному из выводов источника питания.
Инверсный выход триггера 1 ттодклю- чен к четвертому входу блока 2. Прямой выход триггера 1 соединен с вторьгм входом блока 2 переключения рода работ и через развязьшающий диод 4 со схемой 5 временной задержки переключения триггера. Прямой выход триггера 1 соединен также через развязывающий диод с вторым выходом блока 2 и со своим S-входом. Четвертый выход блока 2 переключения рода работ через формирователь 6. импульса динамического торможения соединен с уп- равляю(цим электродом тиристора 3 динамического тормог:ения, подключенного параллельно двигателю 8 подачи электродной проволоки.
Первый выход блока 2 переключения рода работ через первый выход схемы 9 временной задержки отключения источника сварочного тока и тиристор- ный ключ 10 соединен с реле 11 включения источника сварочного тока, а через схему 12 регулируемой временной задержки включения двигателя - с блоком 13 управления двигателем подачи и с управляющим электродом пускового тиристора 14. Второй выход схемы 9 через схему 15 временной задержки отключения газа и тиристорный
50420:
ключ 16 подключен к электромагнитному клапану 17 отсекателя газа. Двигатель 8 подачи электродной проволоки подключен к источнику питания 5 через пусковой тиристор 14 и резистор 18. Первый выход блока 2 соединен также с третьим входом первого элемента И 19, первый вход которого подключен к первому выходу блока 13
10 управления двигателем подачи. Между вторым и третьим входами блока 13 включены параллельно тиристора 7 динамического торможения и двигатель 8. Вход формирователя 6 через второй
t5 элемент И 20 соединен с четвертым выходом блока 2.
Устройство работает следуклцим образом.
В режиме сварки длинными швами
20 (включена кнопка в блоке 2 переключения рода работ) после нажатия пусковой кнопки 3 сигнал включения через схему И-НЕ поступает на счетньг : вход триггера 1 и устанав25 ливае. его в нулевое состояние (фиг.2). Сигнал с инверсного выхода триггера 1 через схему 9 временной задержки отключения источника сварочного тока включает тиристорный ключ
30 10, который, в свою очередь, управляет реле 11 включения источника сварочного , а через схему 9, схему 15 временной задержки отключения газа, тиристорный ключ 16 включает
, клапан 17 газоотсекателя. Кроме того, сигнал с инверсного выхода триггера 1 с задержкой по времени, определяемой схемой 12 регулируемой временной задержки включения двигателя и доста Q точной для получения устойчивого обдува зоны сварки газовой смесью, через элемент И 19 с помощью блока 13 управления двигателем подачи и пускового тиристора 14 включает двига j тель 8 подачи электродной проволоки. Начинается процесс сварки.
После отпускания пусковой кнопки 3 описанное состояние схемы сохраняется .
При повторном нажатии пусковой кнопки 3 триггер 1 переключается в исходное состояние. Нулевой сигнапс инверсного выхода триггера 1 через схему 12, элемент И 19 и блок 13 55 управления двигателем подачи отключает пусковой тиристор 14, а через формирователь 6 имп :1ьса динамического торможения включает тиристор 7
динамического торможения. Длительность процесса динa raчecкoгo торможения определяется параметрами элементов формирователя 6 импульса динамического торможения. Через определенное время, установленное параметрами схемы 9 временной задержки отключения источника сварочного тока, отключаются тиристорный ключ 10 и реле 11 включения источника сварочного тока, а затем за время, определяемое параметрами схемы 15 временной задержки отключения газа, отключаются тиристорньш ключ 16 и клапан 17 газоотсекатепя. Вся схема возвращается в исходное состояние.
При включении кнопки в блоке 2 переключения рода работ, что соответствует режиму сварки точками, рабочее состояние схемы определяется длительностью заряда и разряда конденсатора в схеме 5 временной задержки переключения триггера. При нажатии пусковой кнопки 3 начинается сварочный процесс в описанной выше последовательности, и через некоторое время, определяемое параметрами элементов схемы 5, схема возвращается в исходное состояние. Если при этом пусковая кнопка 3 остается нажатой, то процесс повторяется.
При включении кнопки в блоке 2 переключения рода работ, что соответствует сварке короткими швами,
продолжительность сварки определяется длительностью включенного состояния пусковой кнопки 3. При ее отпускании схема возвращается в исходное состояние, как описано выше. При
этом триггер 1 участия в работе не принимает.
Применение предлагаемого устройства позволяет уменьпить количество бракованных изделий в результате
улучшения условий поджига дуги и обеспечения устойчивого ее горения в начале цикла сварки, а также уменьшить потребление электроэнергии и повысить надежность работы
устройства вследствие импульсного запуска тиристора динамического торможения.
Редактор Л.Веселовская
2
Составитель В.Ткаченко
Техред О.Гортвай Корректор И.Муска
Заказ 4364/13Тираж 1001Подписное
В ШИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4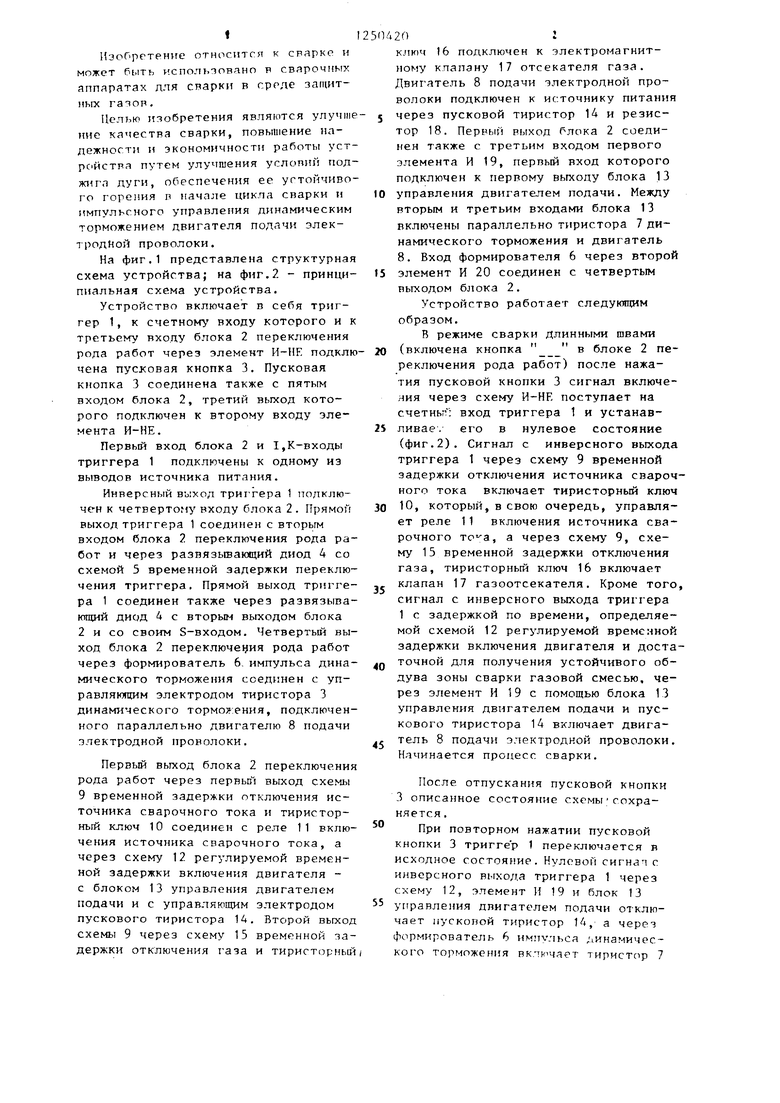
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сварки | 1979 |
|
SU941054A1 |
| Устройство управления дуговой сваркой | 1987 |
|
SU1505705A1 |
| Сварочный полуавтомат | 1988 |
|
SU1556840A1 |
| Устройство для управления сварочным полуавтоматом | 1985 |
|
SU1292960A1 |
| Устройство для подачи сварочной проволоки | 1985 |
|
SU1269937A1 |
| Устройство для подачи сварочной проволоки | 1983 |
|
SU1119800A1 |
| Устройство для дуговой сварки | 1985 |
|
SU1232413A1 |
| Сварочный полуавтомат | 1990 |
|
SU1754363A1 |
| Устройство для сварки | 1988 |
|
SU1590260A1 |
| Устройство для подачи электродной проволоки | 1990 |
|
SU1816594A1 |
| Приспособление для выталкивания болванок из расширяющихся книзу изложниц | 1923 |
|
SU2310A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Устройство для сварки | 1979 |
|
SU941054A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
