Изобретение усовергиенетвует станки, служащие для изготовшёдая гибких металлических шлангов из ленты без уплотнения и с упД тиением шва. В качестве уплотнения могут быть приименены нить, провкэлока иэ мягких металлов йл из ола янног10 припоя и т. п. Зай навка уплотняющей нити или проволоки в. шов произвюдитгя одноВрёмейно со СВёртываияем шлаига.
На предлагаемом стгмке гибкий металлйческий шланг «з ленты изготовляется известным уже образтч - путём образования из ленты трубы, причём лента свёртывается |В1Спйра: ль и смежные витки соединяйтся в Д1ВОЙной фальц.
Подобного рода шланги : могут .применяться в качестве трубсйро/вюдов для- транспортировки жидкостей, находящихся при повъяп-екнюм .Д 1зле«ии и, температуре.
Для образо1вания шланга применены, как и в известных уже Втанка,х, шпиндель и. формиругощйя гайка, у которых нарезка имеет шаг, равный шагу вйтков шланга-, а закатывание шва ссущ-ествляется 11ажимными роликами.
При начале работы шпиндель повсра.чивается для затаскивания конца ленты.
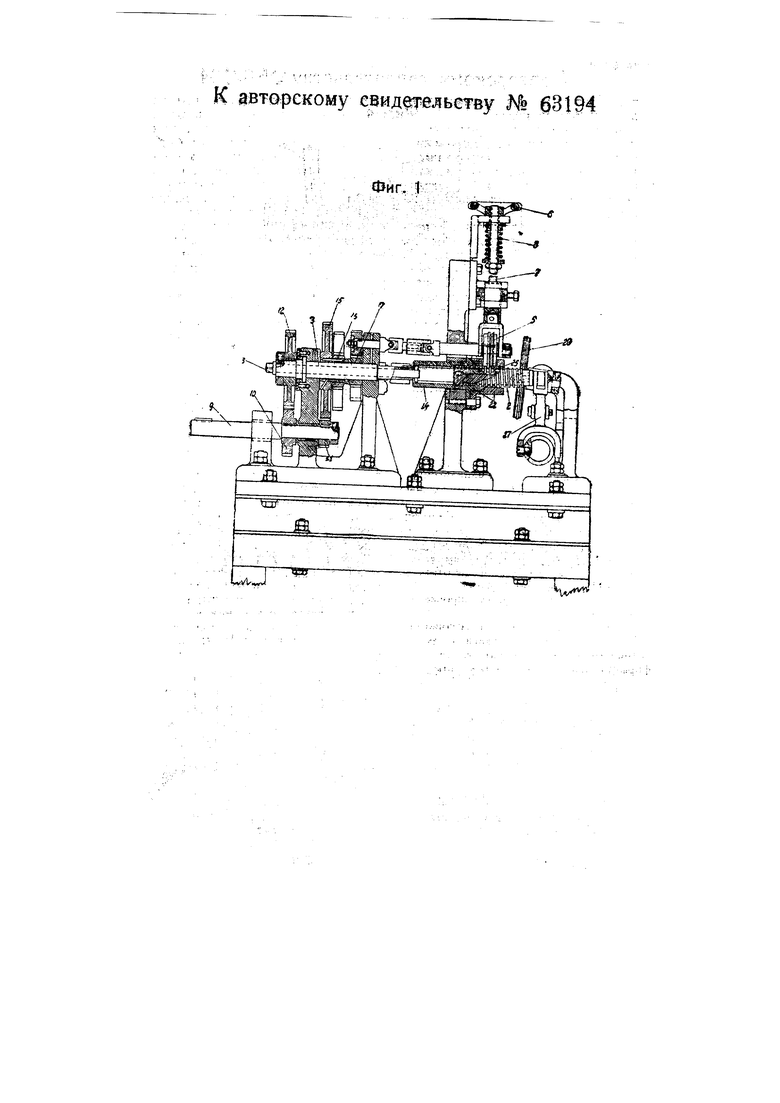
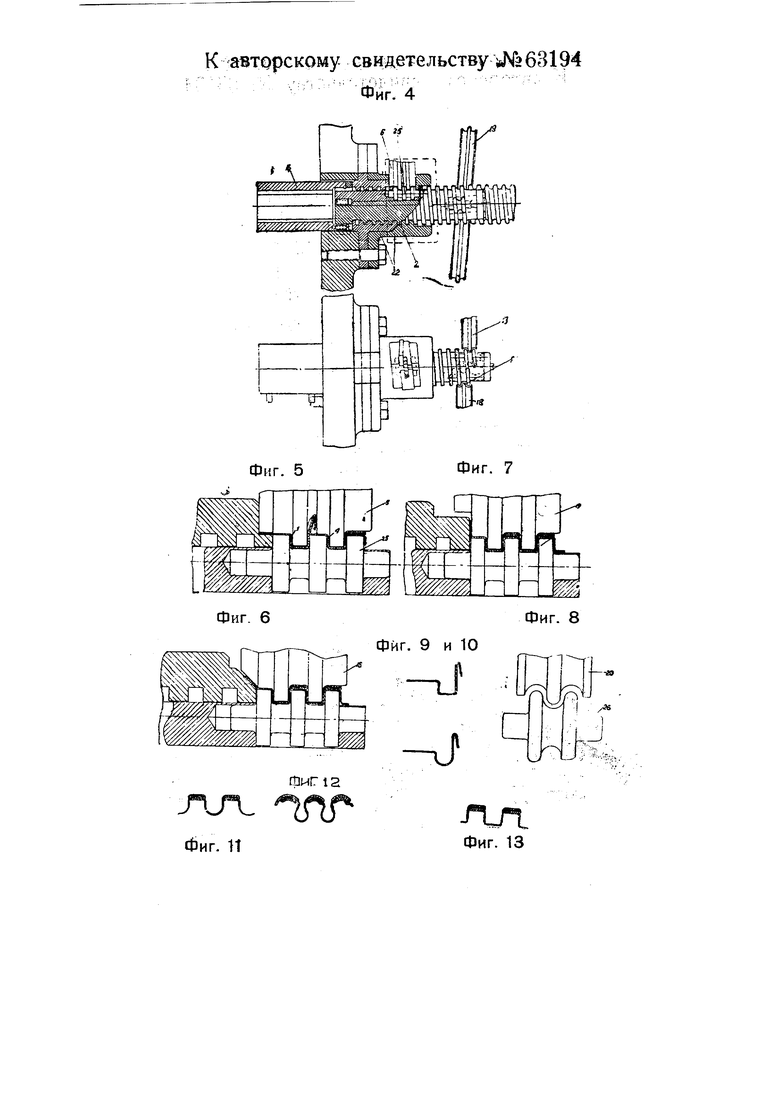
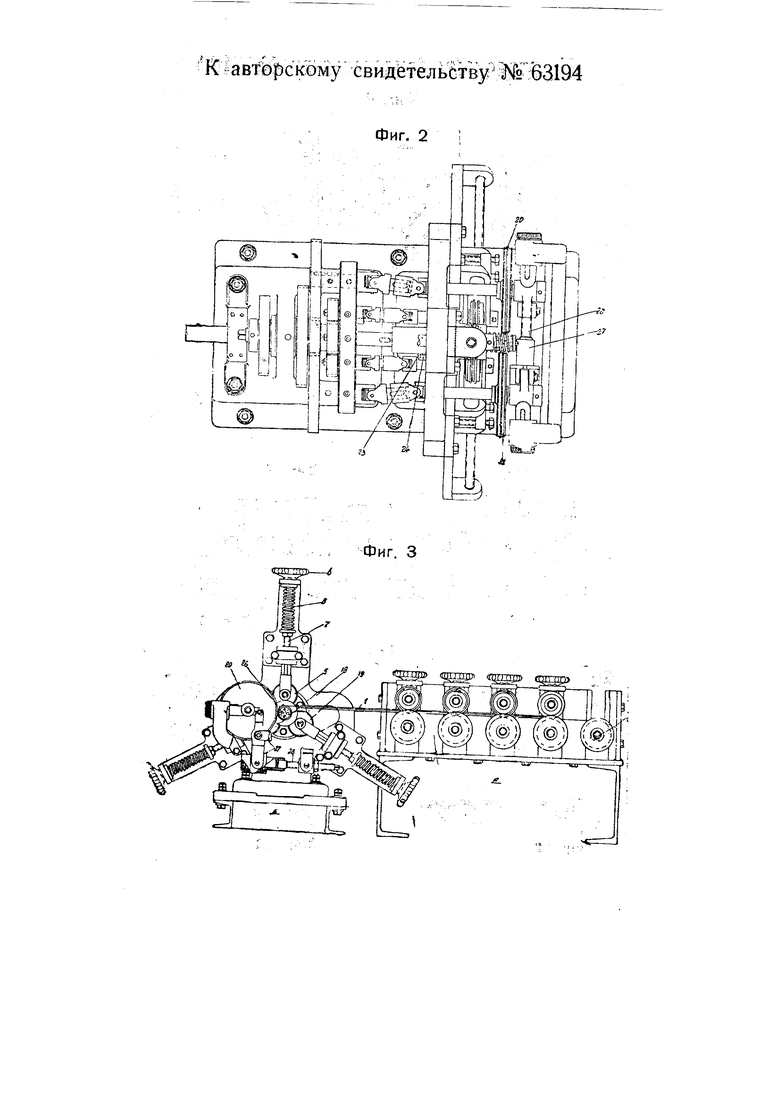
Особенностью стЕ)нка1 является т-о„ что « теле шпинделя против обжимных ролике® установлены свободнов-ращающиеся ролики. Такое устройство Облегчает продвижение Езготавпяемого шланга между шпинделем и формирующей гай-кой.На чертеже фиг. 1 изображает продольный раврез станка фиг. 2 - вид его -сверху, фиг: 3 вид его сбоку с частичным разрезо(; фиг/4 в более крупном масштабе :меха1нйзк образования замка шланга, k|)Hr.;5- 18 - отдельные стадии проц-еЬоа профилирования ленты и образ&ва-кия замки.
Стгнок состоит из двух основ -ных узлов: 1) профилируюЬхе гср ручья, представляющего с йбой: обойму С профилирующими роликами, - имеющими принудите: -й10е вращенке, и 2) голотвки станкгс,. состоящей из шестеренной .передачи с гибкими mapn ptiMMH Bli iMri ролик2М-и, шпинделя с .вйнтс-вой дарезкой и вделанными в нега родиками
-формирующей гайки, о.бжи.мных (фьрмй|)ую1цих роликЬв.;: /; . / , ПрЬфйлирующий ручей : головка ctaHiFcai связаны общей кинемашческбйцепью (не показанной иа чер,-. тежё).
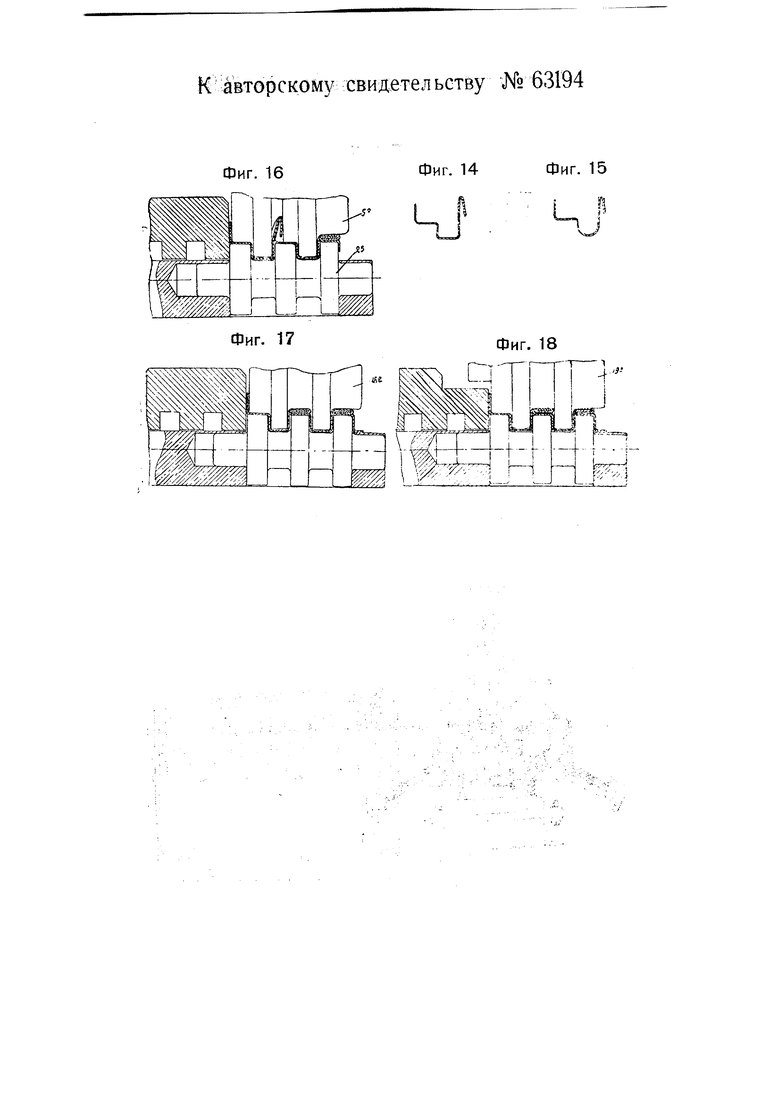
Лента 1 (фиг., 3) поступает с буЗсты -в профилирующий ручей, В котором ей придаётся профиль, ПОк азанный на фиг. .9. На фиг. 10 по,KasaiH Другой BiapHaHiT профиля ленTbf, -который можНО получ ить в лрсфилирующем ручье. Ленте может быть придан также профкпь, показанный на фиг. 14, 15.
Профя.чирован.ная лента поступает в галовку станка, .где из неё свёртьгоаетоя шлг1Н1г. Для заправки лепты в Головку шпиндель 2 при помощи : :тержня; 3 (фиг. 1) ключём, надетым на его головку, вывертывается .к крайне положение влево (по чертежу). При э.том .косой прорез на конце шпинделя станет точ«о под ролик 5, который при помощи маховичка б и тяги 7 подяйМЯется кверху, давая возможно.сть заложить конеп ленты HI нрорез шпинделя. Это обеспечи1вает протаскивание левты через формиру ощую гайку 22 и захВгЯт ленты роликами 18, 19, 20. и 21. Затем ролик 5 опускается, прижимая, давлением пружины 8. ленту к въктупу шнтавой: нарезки шпи;нделя. В этом «оложении, стаиок готов к работе. . jBaл 9, приводит во вращение шестерни 10 и. 11. Шестерня 10, сцеп.пяясь с. щестернёй 12, привюь дит. .®о/ вращ-ерие ©тулку 13,. на койДе . 1| оторой находится шпонкау входящая В прорезь втулк1И 14, связанной со щпинделем. Следовательftio, при вращении шестерни 12 будет вращаться шпиндель до тех mssip, пока шпонка не выйдет из 1пр.ореза втулки 14. Шестерня 11 :ц пляется с шестерней 15, .видящей «а общей втулке с шестернями 16 и 17. Следовательно, при вращении адестерни 15 будут -вращаться также шестереи 16 и 17, передавая зеращение через щарнирные валы на IpofflMCH 5, 18, 19, 20 и/21. Ролики и шпиндель захватывают ленту и протгайКдаают её через; формирующую гайку 22.
;,111пиндель,.,, вращаясь, движется поступательно. .вправо до имеющейе. гв.гайх. винтовой нарезке с .шaгpw,..p;г(8Hым . щагу . витков шланга, до .тех йор, пока палец 23 не дойдёт до упррэ, 24, (на чертеже показайо крайцее, положение шпинделя). При этом ролики 25, монтированные а шпинделе, нстанут соот:В(етственно против РОЛИКОВ 5, 18 н 19, а роЛйки. 26 «станут против обжимных роликов: .20, 2L Таким образом, шланг, будуч И захвачен пятью роликами, непрерывно свёртывается со шпшнде.та.
Образо1ван1ие шва происходит в формирующей гайке следующим образом. Лента профиля, показанного на фиг. 9 или 10, поступает в формирующую гайку И ,3аХ1В1аченная .тремя роликами 5, 18, 19, протаскивается через завор между формирующей .гайко) и нарезкою шпинделя, свёртыв-аясь в спираль. При этом одновременно, благодаря особому профилю зырезов формирующей гайк1И1 происходит отбортовка ленть.,
.На фиг. 5, 6, 7 показаны последовательные положения ленты при прохождении её а формирующей гай-ке Bi местах прижима ленты роликами 5, 18, 19. Лента, обойдя шпиндель 1на полный оборот, перейдёт из. положввия ленты 1 в поло/KeiHiHe ленты 4, причём борт ленты 4 войдет 1й пай ленгы 1 (фиг. 5). Следовательно, произойдет соединение кромок смежных ВИТКОВ . Соединение кромюй ленты при1 дальнейшем движении в формирующей гайке обжимается «а грейне витка резьбы, щпинделя тремя роликами 5, 18, 19.
Из гайки выходит щланг, имеющий профиль, показанный иа фиг. 13 ИЛИ И (BI зависимости от того, какой профиль получит лента в профилирующем ручье фиг. 9 и 10) и поютупает под обЖИМНые ролики 20, 21 .и ролики 26, монтировинные шпинделе (фкг. 8), которые к придают окончапгельную форму |В(Иткам щяанга.(фйг. 12). Благода1ря вьюо.кому да-влени1ю обжимных роликов 2§ и 2 ма шов и рациональной формы
витков получаётгй герметичнбе; 6единенМбшиткolБtdлaнгa;
Давлейие обжимных роликов 20 и 21 на шой шлйнга производится одновременно с двух сторон шпинделя и осуществляется при помйЩй шарнирного MexaiHWSMa 27. Давлениена ШОВ) регулируется винтом 28 (фиг. 2). -:}(-:-
В .случае предеарйтельной профилировки- ленты по фиг. 14 ш 15, формирующая гайюа 22 и ролики 5, 18, 19 будут иметь вид, показанный на фиг. 16, 17, 18. Процесс образования щва (в формирующей гайке-идёт тг« же, Kaii .И:Впервом случае. При этом, однако, .не требуется делать отбортовку.:ленть1 формирующей Уайке, так как это уже сделано о профилирующем ручье.. . :
Для уме-ньшеиия тренич лента при входе в профилирующий ручей смачивается эмульсией; кроме того, эмульсия подаётся ,в формирующую гайку головки стайка.
Процесс -Изготовления шланра -из ленты можетбыть как непрерывный, так и разделённый па отдельные этапы, как то:.
1)профилировка ленты & профилирующем ручье; IBI этом случае профилирующий ручей устанавливается и работает как самостоятельный агрегат, выпускающий заготовку прО|филирО1ваздной:
2)термообработка профилированной ленты;
3)свертьшаМие шланга В головке.
При изготавшении шланга с .уплотнением ШВЕ, запраскв ленту в формирующую гайку, поворачивают
Шпиндель , немного ;более, н( один оборот, поднимают .верхний ролик 5, ийдрезают борт ленты (надрез борта ленты может произведён и до заправки в формирующую гайку) и, отгибая вниз, зажимают нейрезанным бортом конец нити или проволоки. После этого опускают ролик и запускают станок. Таким образом уплотняющая нить ИЛИ пр01волока будет втялйваться « .формирующую гайку о.дно.временно с ленто11, попадая в угоЛ шва. В случае надобности уплотнение может .быть дано, в оба угла шва.
В случае применения уплотнения кв олй(В янного припоя получают иропайку шва шланга по всей длине, давая тер мическую обработку ГОТОВО.МУ шлангу.
Предмет изобретения
Ставок .для изготовления гибких: шла1нго в ИЗ металлической ленты,. срабжёшьи..... для- ссединения и фальцеван-ия кромок, ленты шпинделем и формирующей гайкой, -имеющими винтовую нарезку с шагом ВИТКОВ шланг,а;, а также с использо1В121нием обжимных ролико,в, отлич а ю щ « й1 с я тем, что, с цельЮ облегчения протаскивания изготовляемого шланга между .витками шпинделя и формируюшей гайки, а тело, поворотного при «ачале работы для затаскиваиия конца; лейты, шпинделя 2 вмоитировайы свободно вращающиеся ролики 25 и 26, расположенные протий обжимных роЛККОВ.
к авторскому- свидетельству 63194
fe. 4
Фиг. 5
Фиг. 7
Фиг. 6
Шип 2
Фиг. 11
Фиг. 8
9 и 10
nJ
. /« J
AJT
Фиг. 13
Фиг. 3
