Изобретение относится к определению физико-механических параметров деталей машин разрушающими методами и может быть использовано при определении остаточнь::- напряжений в поверхностном слое зубьев зубчатых колес.
Цель изобретения - упрощение про- цесса изготовления образцов.
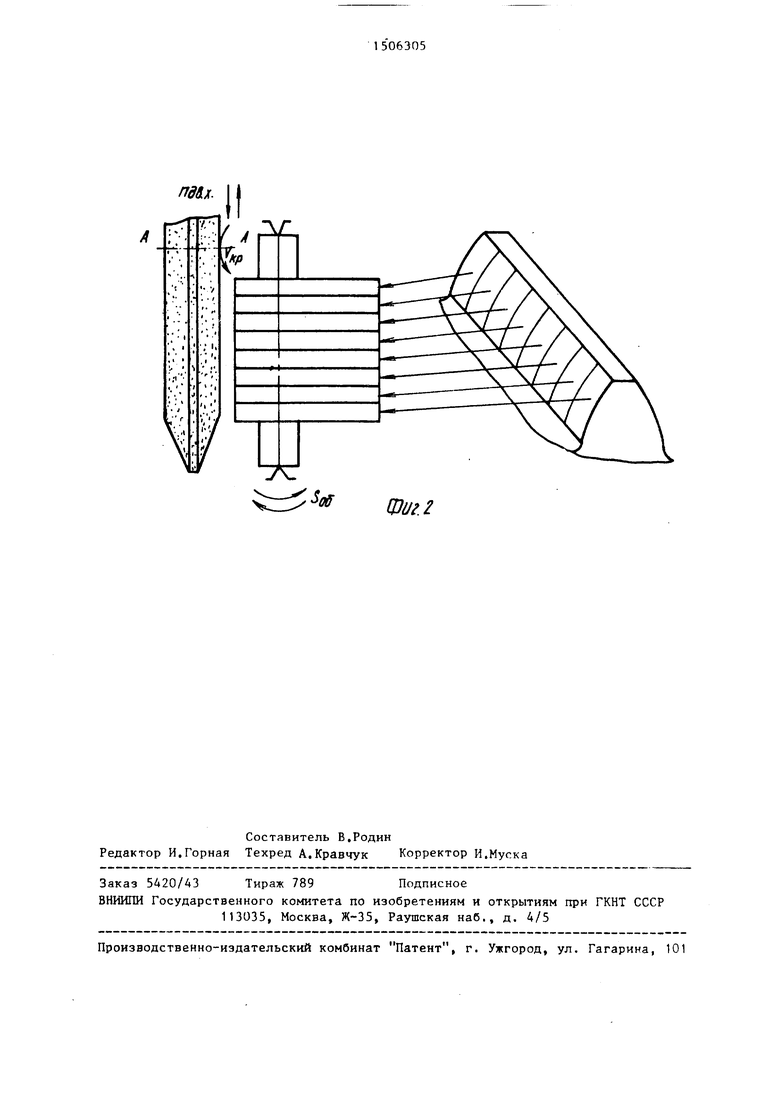
На фиг.1 изображен образец для определения остаточных напряжений и схема соответствия точек активного профиля зуба и точек поверхности образца; на фиг.2 - схема обработки исследуемых образцов на зубообраба- тьшающем станке и схема соответствия расположения образцов при обработке и исследуемой зоны по ширине зубчатого колеса.
Способ осуществляется следующим о образом.
Иэготавливают заготовки в виде цилиндрического образца радиусом, рав- ным радиусу кривизны боковой поверхности зуба исследуемого зубчатого колеса j3j, (фиг,1). Материал образца выбирают такой же, как ч материал зубчатого колеса. Ширина образца 2- 3 мм. В образце вьтолняют базовое отверстие с центром 0,, смещенное относительно центра симметрии образца О,. Это смещение вьтолняют так, чтобы наименьшее расстояние от центра 0/1 до наружной поверхности образца было равно радиусу кривизны профиля зубьев исследуемого колеса в начале его активного участка - рр , а максимальное - радиусу кривизны профи- ля в точке пересечения его с окружностью вершин зубьев - fq. После изготовления образца его устанавливают на зубообрабатывающий станок, используя отверстие с центром 0 за базовое (фиг.2). Образцы набирают пакетом в соответствии с исследуемой зоной по
ширине зубчатого венца или один образец устанавливают на необходимом расстоянии вдоль оси А-А, соответствующем исследуемой зоне. Обработку производят при отключенной гитаре деления, сохраняя все остальные движения заготовки и инструмента, т.е. сохраняя скорость вращения круга V , число двойных ходов штосселя в минуту г и скорость обката (фиг,2), После окончания обработки из образца вырезают внутреннюю его часть и разрезают как показано щтриховой линией В на фиг.1. Измерение остаточных напряжений производят на оставшейся части образца как на разрезном кольце
Формула изобретения
Способ подготовки образцов для определения распределения остаточных напряжений в поверхностном слое зубьев по ширине зубчатых колес, включающий изготовление заготовки, формирование испытываемого поверхностного слоя на зубообрабатывающем станке и вырезание образцов из заготовки зкви- д истантно рабочей поверхности заготовки, отличаю щийс я тем, что, с целью упрощения процесса изго- товления образцов, в качестве заготовки используют пакет цилиндрических роликов с радиусом не меньше радиуса кривизны профиля зуба испытываемого колеса в средней его точке с эксцентрично расположенным базовым отверстием, минимальное расстояние от центра которого до наружной поверхности ролика, принятого в качестве образца, равно радиусу кривизны профиля зуба в начале активного участка, максимальное - радиусу кривизны профиля в точке пересечения его с окружностью вершин зубьев, а обработку роликов производят с отключенной гитарой деления станка.
VN.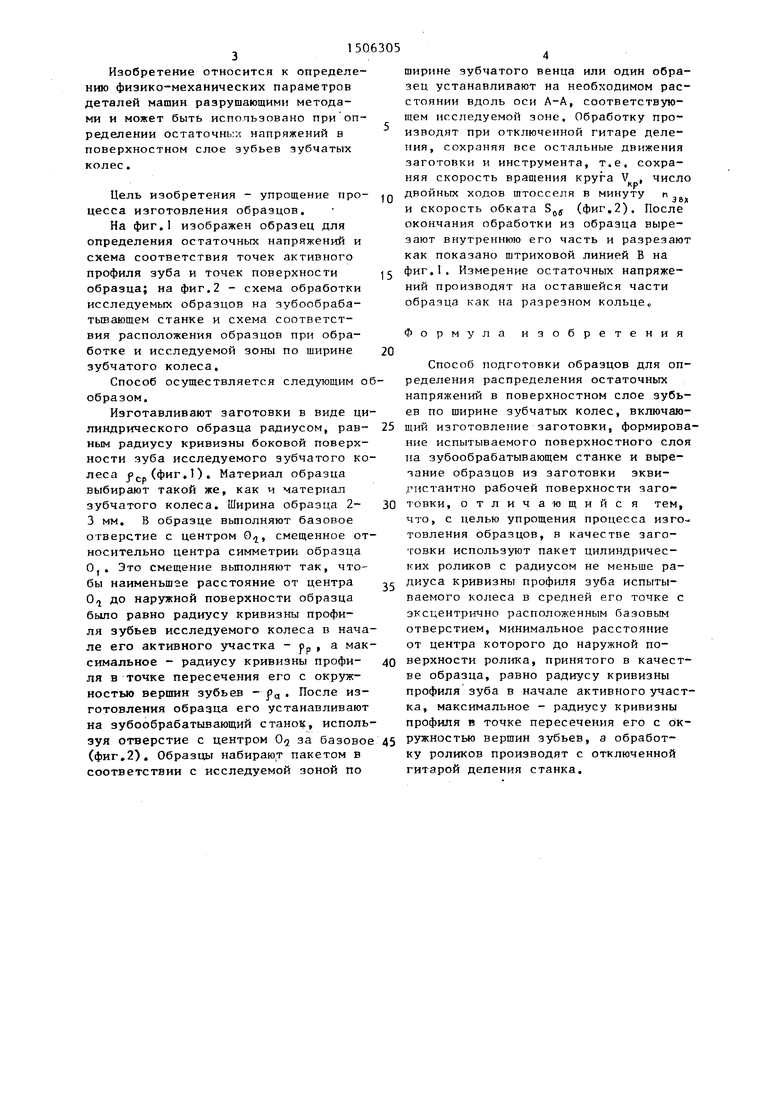
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ подготовки образцов для определения распределений остаточных напряжений в поверхностном слое зубьев зубчатых колес по высоте | 1986 |
|
SU1506327A1 |
| Способ моделирования процесса электромеханической обработки зубчатых колес | 1987 |
|
SU1412862A1 |
| Способ нарезания зубчатых колес | 1983 |
|
SU1146151A2 |
| ЗУБЧАТОЕ КОЛЕСО | 2006 |
|
RU2371275C2 |
| УСТРОЙСТВО к ЗУБООБРАБАТЫВАЮЩЕМУ СТАНКУ | 1972 |
|
SU335051A1 |
| КОСОЗУБАЯ ЦИЛИНДРИЧЕСКАЯ ЗУБЧАТАЯ ПЕРЕДАЧА ВНЕШНЕГО ЗАЦЕПЛЕНИЯ | 2002 |
|
RU2224154C1 |
| Способ обработки зубчатых колес | 1983 |
|
SU1234078A1 |
| Дисковый шевер | 1989 |
|
SU1708551A2 |
| СПОСОБ И ИНСТРУМЕНТ ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКИХ ЗУБЧАТЫХ КОЛЕС | 2010 |
|
RU2542040C2 |
| Зубчатая передача смешанного или эвольвентного зацепления | 1989 |
|
SU1710893A1 |
Изобретение предназначено для определения физико-механических параметров деталей машин разрущающим методом и упрощает процесс изготовления образца для определения распределения остаточных напряжений в поверхностном слое зубьев по ширине зубчатых колес. В качестве заготовки образца используют пакет цилиндрических роликов радиусом ρCP не меньше радиуса кривизны профиля зуба колеса в средней его точке. В роликах эксцентрично выполнены отверстия, минимальное расстояние от центра о2 которых до наружной поверхности ролика равно радиусу кривизны ρP профиля зуба в начале активного участка, а максимальное - радиусу кривизны ρA профиля в точке пересечения его с окружностью вершин зубьев. Обработку роликов производят с отключенной гитарой деления станка, а эксцентричные отверстия принимают за базовые. После окончания обработки из образца вырезают внутреннюю его часть и разрезают. Измеряют остаточные напряжения на оставшейся части образца как на разрезном кольце. 1 илл.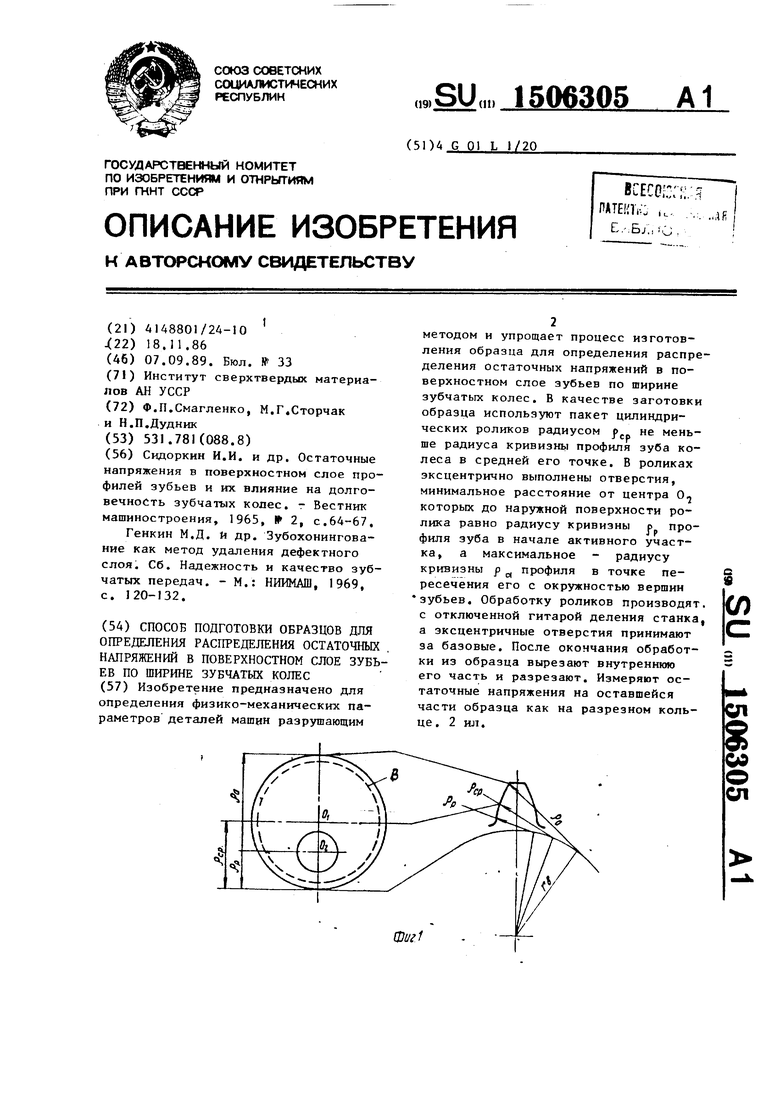
Шиг.2
| Сидоркин И.И | |||
| и др | |||
| Остаточные напряжения в поверхностном слое профилей зубьев и их влияние на долговечность зубчатых колес | |||
| - Вестник машиностроения, 1965, № 2, с.64-67, Генкин М.Д | |||
| Я др | |||
| Зубохонингова- ние как метод удаления дефектного слоя | |||
| Сб | |||
| Надежность и качество зубчатых передач | |||
| - М.: НИИМАШ, 1969, с | |||
| Кровля из глиняных обожженных плит с арматурой из проволочной сетки | 1921 |
|
SU120A1 |
