(Л
со
Од СО
00
ж
ж

| название | год | авторы | номер документа |
|---|---|---|---|
| УНИВЕРСАЛЬНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ТРУБНЫХ УЗЛОВ | 2011 |
|
RU2478460C1 |
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| Поточная линия для изготовления сварных изделий | 1979 |
|
SU872146A1 |
| Установка для автоматической сборки и сварки щелевых сит с ребрами жесткости | 1980 |
|
SU1038157A1 |
| Установка для сварки внутренних и наружных швов отводов трубопроводов | 1981 |
|
SU996150A1 |
| Установка для сварки изделий | 1989 |
|
SU1794616A1 |
| Устройство для электролитического нанесения покрытий | 1989 |
|
SU1678911A1 |
| Установка для сварки секционных отводов | 1979 |
|
SU774886A1 |
| КАМЕРА РАЗДЕЛКИ ДВУХПУЧКОВОЙ ТОПЛИВНОЙ СБОРКИ ЯДЕРНОГО РЕАКТОРА | 1992 |
|
RU2031460C1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ И НАПЛАВКИ ДИСКООБРАЗНЫХ И ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ С ОПОРНЫМИ ОСЯМИ | 1998 |
|
RU2162775C2 |

Изобретение относится к сварке, в частности к установкам для сборки и сварки секционных отводов трубопроводов, и может быть использовано в энергетической, нефтяной и газовой пром. Цель изобретения - расширение технологических возможностей и повышение производительности. Установка содержит тележки 2 с опорами 3 для секций 4 отводов. Тележки 2 снабжены телескопическими штангами 13, установленными с возможностью поворота относительно оси стойки 8 портала 5 устройства для подачи секций 4 отводов. Благодаря этому тележки могут перемещаться по кругу радиусом, соответствующим радиусу отвода, и легко, радиальным перемещением перенастраиваться на другой радиус отвода. Установка снабжена манипулятором 24 и механизмом подачи зажимного устройства на отвод. После выверки положения тележек 2 на них устройством для подачи секций 4, выполненным в виде портала 5 и подвижного захвата в виде С-образной скобы 9 с поворотной траверсой 11, укладывают собираемую секцию. Другую секцию укладывают на следующую тележку 2. Затем производят стыковку и прихватку секций 4. Кареткой 18 механизма подачи зажимного устройства в строго ориентированном положении подают зажимное устройство к отводу и закрепляют его на отводе. Затем, ориентируясь по элементам зажимного устройства отвод закрепляют на манипуляторе, где производят автоматическую сварку стыков. 1 з.п. ф-лы, 4 ил.
Фи.1
ворота относительно оси стойки 8 портала 5 устройства для подачи секций 4 отводов, благодаря этому тележки могут перемещаться по кругу радиусом, соответствующим радиусу отвода, и легко, радиальным перемещением,пере- настриваться на другой радиус отвода. Установка снабжена манипулятором 24 и механизмом подачи зажимного устройства на отвод.После выверки положения тележек 2 на них устройство для подачи секдий 4, выполненным в виде портала 5 и подвижного захвата в виде С о6разной скобы 9 с поворотной тра-
Изобретение относится к сварке, частности к установкам для сборк ,и сварки секционных отводов, и может использоваться при прокладке технологических трубопроводов в энергетике, нефтяной и газовой промышленности,
Целью изобретения является рас1пи рение технологических возможностей и повышение производительности путе сокращения межоп ерационного времени при сборке и сварке труб.опроводов различных типоразмеров.
На фиг,1 изображена установка, общий вид; на фиг.2 - разрез А-А на фиг. 1 , на фиг.З - разрез Б-Б на фиг..1; на фиг.4 - манипулятор.
Установка Ьодержит смонтированные на основании 1 тележки 2 с опорами 3 для секций 4 отводов, снабжена устройством для подачи секций 4 ,д вьшолнен}1ым в виде портала 5, стойка 6 которого размещена на кольцевой направляющей 7, а стойка .8 расположена в центре кольцевой направляющей 7 и установлена с возможностью поворота относительно своей оси. На перекладине портала установлен подвижный захват,выполненный в виде С-образной скобы 9, оснащенной цапфой 10, шарнирно закрепленной на ней съемной поворотной траверсой 11 для .секции 4 и противовесом 12 для уравновешивания траверсы и секции отвода.
Каждая тележка 2 оснащена теле- скюпической штангой 13, установленной одним концом на стойке 8 с возможностью поворота относительно ее
версой 11, укладывают собираемую секцию. Другую секцию укладывают на следующую тележку 2. Затем производят стыковку и прихватку секций 4. Кареткой 18 механизма подачи зажимного устройства в строго ориентированном положении подают зажимное устройство к отводу и закрепляют его на отводе. Затем,ориентируясь по элементам зажимного устройства, отвод закрепляют на манипуля торе, где .производят автоматическую сварку стыков. 1 з.п.ф-лы, 4 ил.
5
оси. Благодаря такому соединению тележки со стойкой производится круговое перемещение тележки и ее радиальное перемещение при переналадке
5 на другой типоразмер Трубопровода.
Установка снабжена зажимным устройством, которое включает два об- . Ж3.1МНЫХ рычага 14, замок 15 и призматическую стяжку 16 с коническим на0 ружным выступом 17 и резьбовым отверстием в выступе (не показано), механизмом подачи зажимного устройства, который содержит каретку 18, установленную с возможностью радиального перемещения относительно стойки 8 портала 5, смонтированный на каретке корпус 19, установленный с возможностью подъема, и размещенную в корпусе 19 оправку 20 с коническим отверстием для конического выступа 17 зажимного устройства и с фиксируюц51М винтом 21 для резьбового отверстия этого выступа. Продольное перемещение оправки 20 производится
5 рукояткой 22. Фиксация положения
каретки 18 производится фиксатором 23.
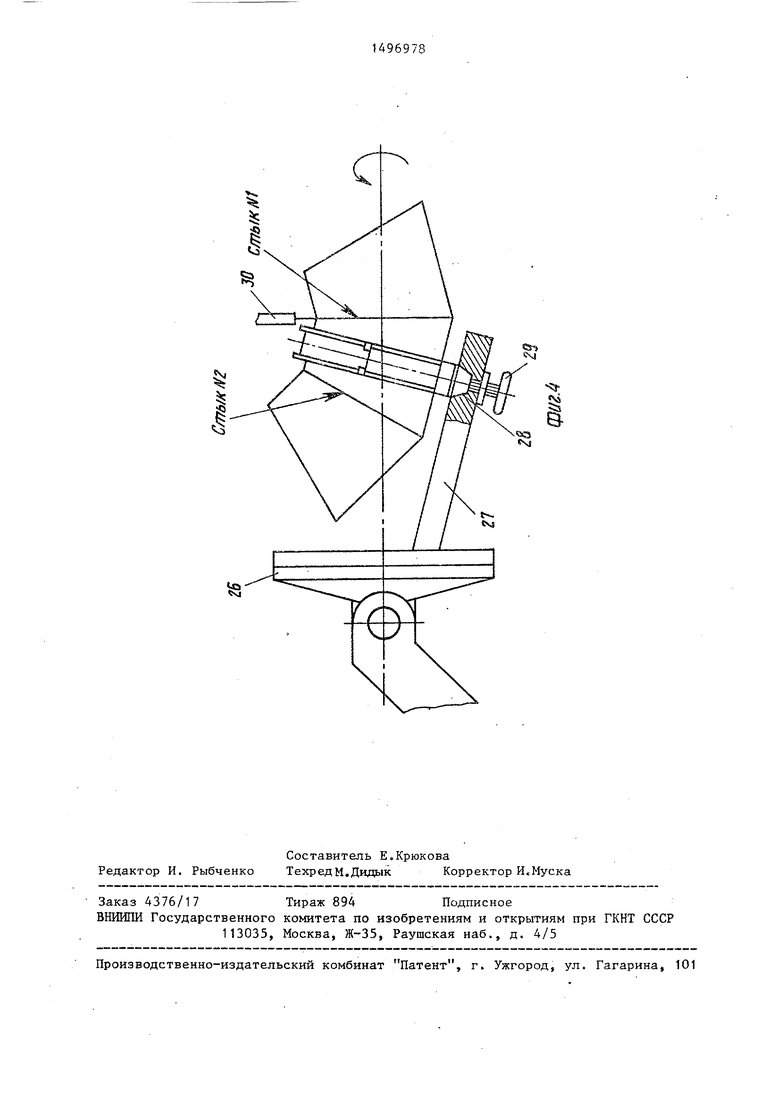
Манипулятор 24 оснащен платформой 25 для тележек 2, установленной с возможностью радиального перемещения относительно стойки 8. На планшайбе 26 манипулятора 24 смонтирован кронштейн 27 с коническим отверстием 28 и фиксируюшим винтом 29. Сварочный автомат изображен условно и обозначен позицией 30,
Установка работает следующим образом.
При подготовке установки к работе предварительно устанавливают
0
0
5
длину те:;ескопических штанг 13 равной радиусу кривизны отвода. Затем балансируют скобу 9, ставят траверсу 11, предназначенную для данных секций, закрепляют каретку 18 механизма подачи зажимного устройства в заданном положении, ось оправки 20 устанавливают на необходимую высоту и винтом 21 прижимают стяжку 16 к оправке 20.
На участке промежуточного складирования в секцию 4 отвода устанавли вают траверсу 11, в отверстие которой вводят цапфу 10 С-образной скобы 9 портала 5. Так как ось поворота траверсы 11 совпадает с суммарным центром тяжести траверсы 11 и секции 4 отвода, последняя без труда устанавливается на опоры 3 тележки 2 в требуемое положение (позиция I). После установки второй секции отвода две тележки с секциями сближают и стыкуют установленные секции 4,а затем прихватывают их между собой.Если при стыковке зазор в стыке превьшает допустимый, тележку отводят и обрабатывают секции на требуемую величину.
Таким образом полностью собирают секционный отвод при этом нет необходимости контролировать радиус кри визны отвода, так как длина штанг 13 обеспечивает постоянство радиуса. На других участках установки (позиции 11, III) производят другие операции (уварку внутреннего шва,контроль и f.n.).j .После подготовки отвода к сварке тележки 2 с отводом перемещают к механизму подачи зажимного устройства (позиция IV) таким образом, чтобы стяжка 16 зажимного устройства была расположена против средней секции отвода. . Рукояткой 22 подводят оправку 20 вместе со стяжкой 16 к отводу и прижимают последнюю к отводу, устанавливают рычаги 14 и замком 15 фиксируют зажимное устройство на отводе. Затем выводят винт 21 из конического выступа стяжки 16 и отводят оправку 20, тем самым освобождая коническую стяжку. Таким образом, зажимное устройство устанавливается на отвод и ось конического выступа 17 фиксируется точно в горизонтальной плоскости на требуемой высоте. Тележки 2 с отводом и зажимным устройством перемещают на платформу 25 (позиция V), где они отсоединяются
от стойки 8 портала 5, н платформа перемещается в сторону манипулятора 24, при этом конический выступ стяжки 16 входит в коническое отверстие 28 кронштейна 27 и винтом 29 крепится к кронштейну. Маготпулятор 24 устанавливает отвод в положение сварки, при этом плоскость стыка № 1 выставляется перпендикулярно оси вращения. После сварки стыка № 1 винтом
освобождают стяжку 16, ее с отводом на 180 и репляют, при этом стык
29
разворачивают винт 29 зак- № 2 занимает
положение стыка № 1 для последующей сварки.
Установка позволяет изготавливать сек1шонные отводы трубопроводов различных типоразмеров, повысить производительность изготовления отводов за счет исключения подгоночных операций при установке секций отводов на сборочные тележки и при установке стыков отвода под сварку, а также за счет механизации подачи секций, собранного отвода и оснастки.
Формула изобретения
Фаг. 2
Фиг.З
| Установка для сварки секционных отводов | 1979 |
|
SU774886A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| БУКСИРУЕМЫЙ ПОДВОДНЫЙ АППАРАТ | 2010 |
|
RU2419574C1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Патент Великобритании № 1360186, кл.В 23 К 37/04, 1974. | |||
