(54) ПОЛУАВТОМАТ ДЛЯ СВАРКИ НЕПЛАВЩтЩМСЯ
ЭЛЕКТРОДОМ С ПРИСАДОЧНОЙ ПРОВОЛОКОЙ
низм и катушка с проволокой, и трех горелок различной модификации fsj .
Недостатками этого полуавтомата являются наличие относительно тяжелого аппаратного шкафа (20 кг), для питания которого нужно высокое напряжение (380 в), что для монтажа неудобно и опасно, сложная электрическая схема и, в частности, для реверса присадочной проволоки после обрыва сварочной дуги, тяжелый редУкторный механизм подачи (вес.ранца без проволоки 7 кг), так как неоходима болыйая мощность привода для проталкивания проволоки по крутозагнутому тракту горелки молотковог типа, горелку молоткового типа нельзя использовать для сварки алюминия так как проволока не проходит по круто-изогнутому тракту. При подаче толстой стальной проволокинаблюдается неравномерная подача малой продольной жесткости тракта, его пружинения, короткий тракт подачи (1,5 м) .
Цель изобретения - повышение маневренности при работе полуавтомата в монтажных условиях.
Указанная цель достигается тем, что тракт подачи проволоки выполнен жестким, и на одном конце его установлена с возможностью поворота горелка, а другой конец имеет фасонное гнездо, в котором размещена подпружиненная пластина с пазом дл проволоки, электрически связанная с целью управления,
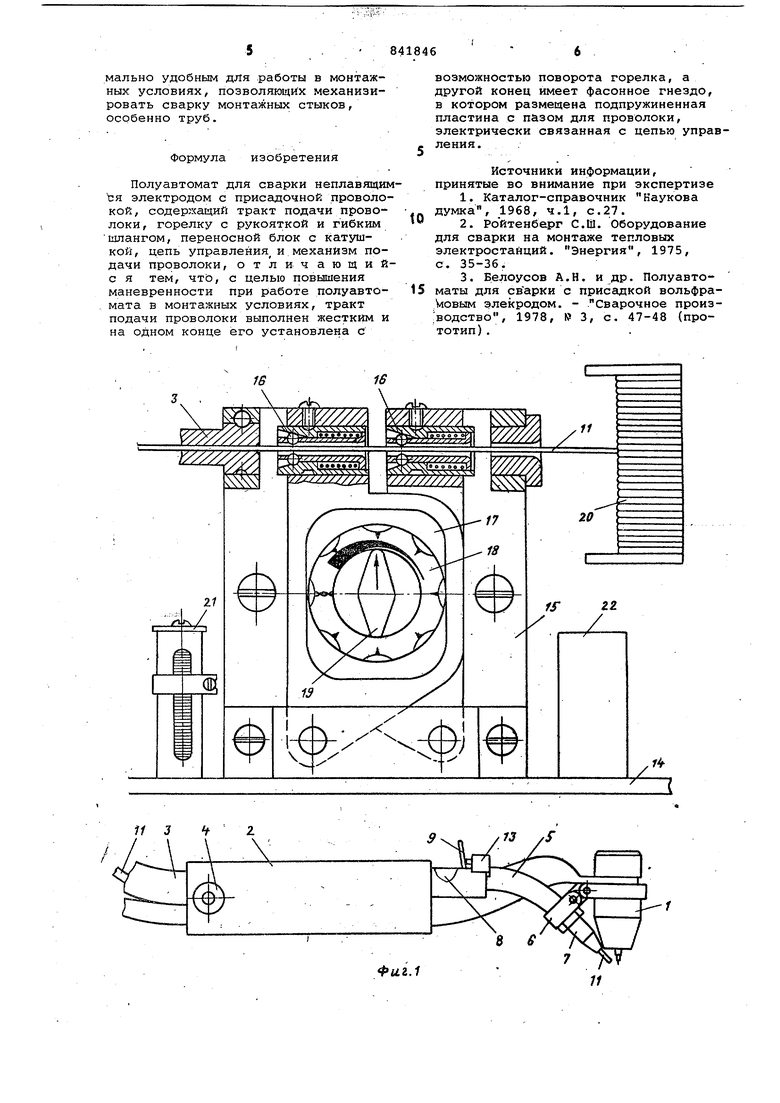
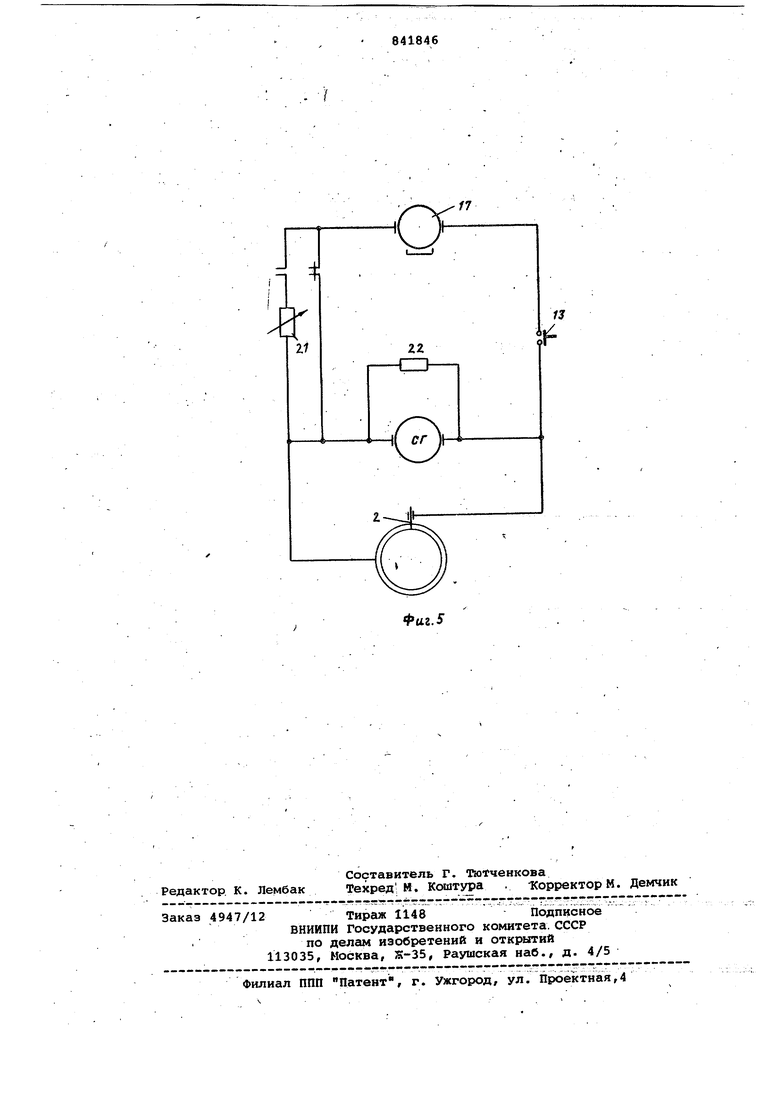
На фиг. 1 изображен предлагаемый полуавтомат, общий вид; на фиг.2 узел установки пластин на тракте; на фиг. 3 - положение пластин в процессе сварки; на фиг. 4 - момент реверса проволоки перед началом сварки-, на фиг.5 - электрическая схема полуавтомата.
Полуавтомат содержит горелку 1 ,с рукояткой 2, на втором конце которой закреплен гибкий шланг 3 и вентиль 4, а на выходном - тракт 5, выполненный жестким, например, В виде трубки. На одном конце тракта 5 закреплен с возможностью поворота кронштейн б, в котором с помощью резьбы установлен наконечник 7, выполненный из мягкогоматериала, например из меди. Другой конец тракта 5 имеет фасон.ное гнездо 8,.в котором размещена пластина 9 с пазом 10 дляпроволоки 11, поджатая пружиной 12 к микровыключателю 13, электрически связанному с переносным блоком 14, содержащим нереверсируемый механизм 15 йодачи с шариковыми /захватами 16, электродвигателем 17 постоянного тока, запитанным от сварочной цепи, шкалу 18 скорости со cтpe iкoй-yкaзaтe leм 19/ и катушку 20 с проволокой, а также элементы управления: балластйое сопротивление
21, включаемое последовательное с обмоткой двигателя с помощью реле 22 напряжения в момент холостого хо.да сварочного источника при замыкании микровыключателя 13, для того чтобы .на двигатель 17 поступало номинальное напряжение.
Полуавтомат для сварки неплавящимся электродом с присадочной проволокой работает следующим образом.
Сварщик держит горелку 1 за рукоятку 2, подносит к месту сварки, пальцем отводит на себя по гнезду 8 пластину 9, при этом кромки паза 10 последней захватывают проволоку 11 и вдвигают ее на 8-10 мм внутрь гибкого шланга 3, подготавливая неплавящийся электрод для зажигания дуги SaleM возбуждают дугу, наводят сварочную ванну, после чего освобождают пластину 9. Пластину 9 пальцем с помощью пружины 12 подхшмают к микровыключателю 13, который замыкает цепь питаний электродвигателя 17, подключенного непосредственно к сварочной цепи.
Электродвигатель 17 с возбуждением от постоянного магнита с напряжением питания 12 В в процессе сварки питают непосредственно от напряжения, дуги, величина которого для агронодуговой сварки 8-12 В. Скорост подачи проволоки 11 подбирают путем поворота шкалы 18 скорости до совмещения со стрелкой-указателем 19 за счет изменения эксцентриситета эксцентриков механизма 15 подачи.
Шариковые захваты 1б механизма 15 подачи подают проволоку 11 с катушки 20 только в одном направлении (в зону сварки). При замыкании микровыключателя 13 при невозбуисденной сварочно« дуге в цепь питания двигателя 17 подходит высокое напряжение холостого -хода сварочного источника (порядка 50-60 В), срабатывает реле 22 напряжения, которое последсва ельно с обмоткой двигателя 17 подключает балластное сопротивление 21. Таким .образом,можно предварительно подбирать скорость подачи проволоки 11 без зажигания сварочной дуги.
Направление проволоки 11 в зону сварки осуществляют путем подгиба направляющего наконечника 7. Поворотом кронштейна 6, удерживающего горелку 1, вокруг жесткого тракта 5 выбирают направление сварки.Вентилем 4 устанавливают расход газа.
В предлагаемом полуавтомате применен безредукторный механизм для импульсной подачи проволоки- с сообщением ей поперечных колебаний, обладающий высоким КПД и м,алыми массой и габаритами с питанием двигателя 17- от сварочной цепи, простое устройство для реверса проволоки, удобная для работы горелка 1, что делает полуавтомат максимально удобным для работы в монтажных условиях, позволяющих механизировать сварку монтажных стыков, особенно труб.
Формула изобретения
Полуавтомат для сварки неплавящимЪя электродом с присадочной проволокой, содер:: ащий тракт подачи проволоки, горелку с рукояткой и гибким шлангом, переносной блок с катушкой, цепь управления и механизм подачи проволоки, отличающийс я тем, что, с целью повышения маневренности при работе полуавтомата в монтажных условиях, тракт подачи проволоки выполнен жестким и на одном конце его установлена с
возможностью поворота горелка, а другой конец имеет фасонное гнездо, в котором размещена подпружиненная пластина с пазом для проволоки, электрически связанная с цепьа управления. .
Источники информации, принятые во внимание при экспертизе
1.Каталог-справочник Каукова думка, 1968, Ч.1, с.27.
o
2.Ройтенберг С.Ш. Оборудование для сварки на монтаже тепловых электростанций. Энергия, 1975, с. 35-36.
3.Белоусов А.Н. и др. Полуавтоматы для сварки с присадкой вольфра 1овым элекродом. - Сварочное произ;ВОдство, 1978, № 3, с. 47-48 (прототип) .
11 3 V 2
13 /f
а
Фи.гЛ
13
.-
Фиг.
ся
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической двухдуговой сварки неплавящимися электродами | 1976 |
|
SU859077A1 |
| Устройство для полуавтоматической сварки неплавящимся электродом с подачей присадочной проволоки | 1978 |
|
SU743808A1 |
| Устройство для дуговой связки по криволинейному контуру | 1979 |
|
SU891284A1 |
| ГОЛОВКА ДЛЯ ОРБИТАЛЬНОЙ СВАРКИ ТРУБОПРОВОДОВ | 2015 |
|
RU2624577C2 |
| Устройство для дуговой сварки неплавящимся электродом с подачей присадочной проволоки | 1984 |
|
SU1249793A1 |
| СВАРОЧНАЯ ГОЛОВКА | 1990 |
|
RU2048281C1 |
| ШЛАНГОВЫЙ ПОЛУАВТОМАТ ДЛЯ СВАРКИ ПЛАВЯЩИМСЯ ЭЛЕКТРОДОМ В СРЕДЕ УГЛЕКИСЛОГО ГАЗА | 1966 |
|
SU179398A1 |
| Устройство для сварки неповоротных стыков труб | 1978 |
|
SU778973A1 |
| Способ автоматической электродуговой сварки | 1990 |
|
SU1808560A1 |
| СПОСОБ СВАРКИ КОРПУСНЫХ КОНСТРУКЦИЙ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 1996 |
|
RU2089364C1 |

гг
