Известные приспособления для хромирования внутренних поверхностей цилиндрических деталей имеют ряд существенных недостатков и не отвечают современным техническим требованиям.
В указанных приспособлениях центровка анода осуществляется с помощью верхних и нижних направляющих изоляционных колец, которые в процессе хромирования подвергаются агрессивному воздействию электролита, вследствие чего быстро разрущаются, нарущая центровку анода и дают большой процент брака при хромировании. Приспособления рассчитаны только на процесс хромирования и не могут быть использованы для нанесения пористого хромирования поверхностей путем анодной обработки. Контактирование анода осуществляется с помощью гибких проводников, что осложняет монтаж приспособления, требует частых ремонтов и создает излищнее сопротивление между анодной штангой ванны и анодом. Процесс монтажа таких приспособлений является одной из трудоемких операций и требует высококвалифицированных монтажников.
Предлагаемое приспособление устраняет указанные недостатки и дает возможность быстро и точно произвести монтаж приспособления и центровку анода неквалифицированными рабочими.
Достигают это тем, что центровку, контактирование и фиксацию анода производят одновременно с помощью трехточечного контактного опорного устройства, представляющего собой три опорные контактные втулки, укрепленные на анодном конце приспособления. Во избел ание разрущения изоляционных материалов опорных втулок последние вынесены на поверхность электролита. Конструктивное рещение предлагаемого приспособления предусматривает возможность использования его для плотного и пористого хромирования методом анодной обработки.
Отличительной особенностью предлагаемого приспособления для пористого и плотного хромирования является то, что для центровки и контактирования анода при покрытии внутренней поверхности цилиндров используют трехточечный контакт.
№ 91635- 2 -
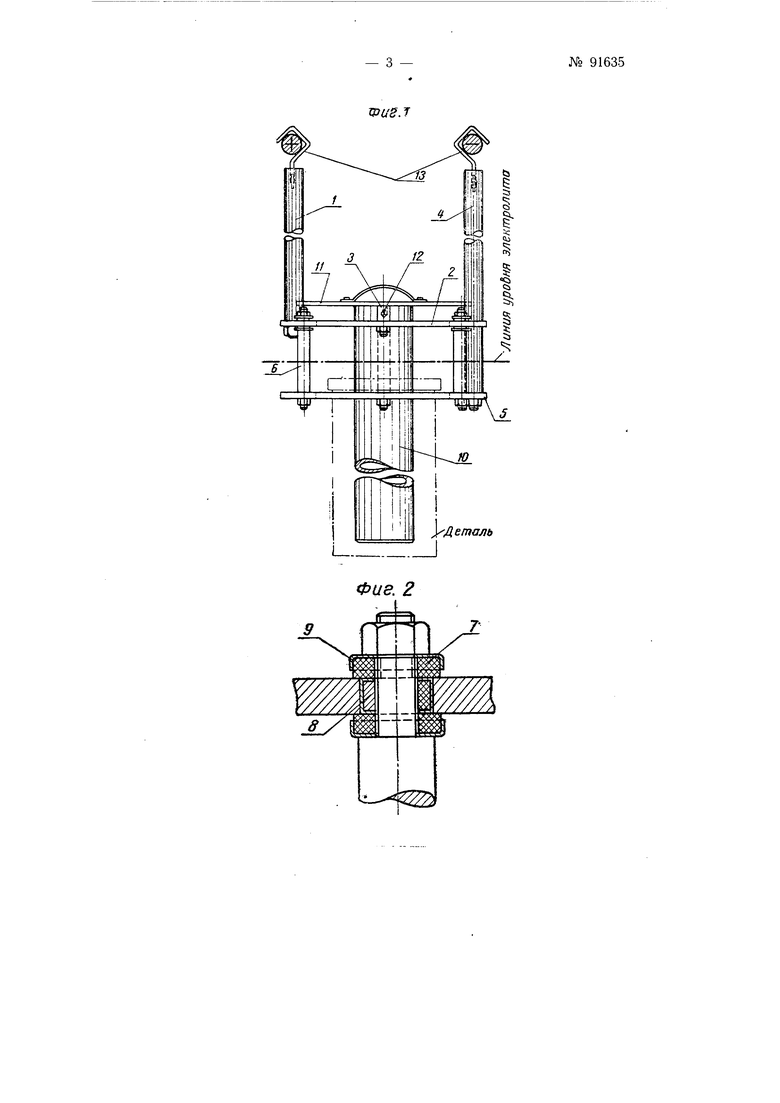
На фиг.Л и 2 изображена схема предлагаемого приспособления для пористого и плотного хромирования внутренних поверхностей цилиндрических деталей. Приспособление в основном состоит из анодной и катодной частей. Анодная часть приспособления состоит из штанги /, прикрепленной к кольцу 2, имеющему на своей поверхности три жестко заделанные опорные направляющие контактные втулки 3, одновременно служащие для фиксации и для центровки анода. Катодная часть приспособления аналогична анодной и состоит из штанги 4, прикрепленной к кольцу 5, на которое монтируется обрабатываемая деталь. При помощи трех стоек 6, связывающих анодную и катодную части приспособления, обеспечивается жесткость всей конструкции. Изоляция анодной части приспособления от катодной осуществляется с помощью изоляторов, состоящих из двух эбонитовых щайб 7 и одной втулки 8, монтируемых в местах крепления стоек к анодно,му кольцу. Во избежание разрушения эбонито вого кольца последнее заключается в металлическую оправку 9. Анод 10 представляет собой стальную освинцованную трубу, приваренную к опорному фланцу 11, имеющему три направляющие шпильки 12. К верхней части штанг приварены крючки 13, с помощью которых приспособление подвешивается к анодной и катодной штангам ванны. Монтаж приспособления в основном состоит из двух операций: установки детали на катодное кольцо 5 и заведения анода в деталь. Центровка анода и его контактирование производится одновременно, при установке анода на анодное кольцо 2, для чего три направляюшие шпильки 12 анодного фланца 11 устанавливаются в три направляющие контактные втулки 3, одновременно являющиеся опорным устройством анода. Смонтированное приспособление завешивается в ванну, после чего производится хромирование.
Предлагаемое приспособление исключает гибкие проводники, соединяющие анод с анодной щтангой ванны, и дает возможность применять двухщтанговую систему ванн.
Предмет изобретения
Приспособление для пористого и плотного хромирования, отличающееся, тем, что для центрования и контактирования анода при покрытии внутренней поверхности цилиндров используют трехточечный контакт, плотность которого обеспечивается весом деталей.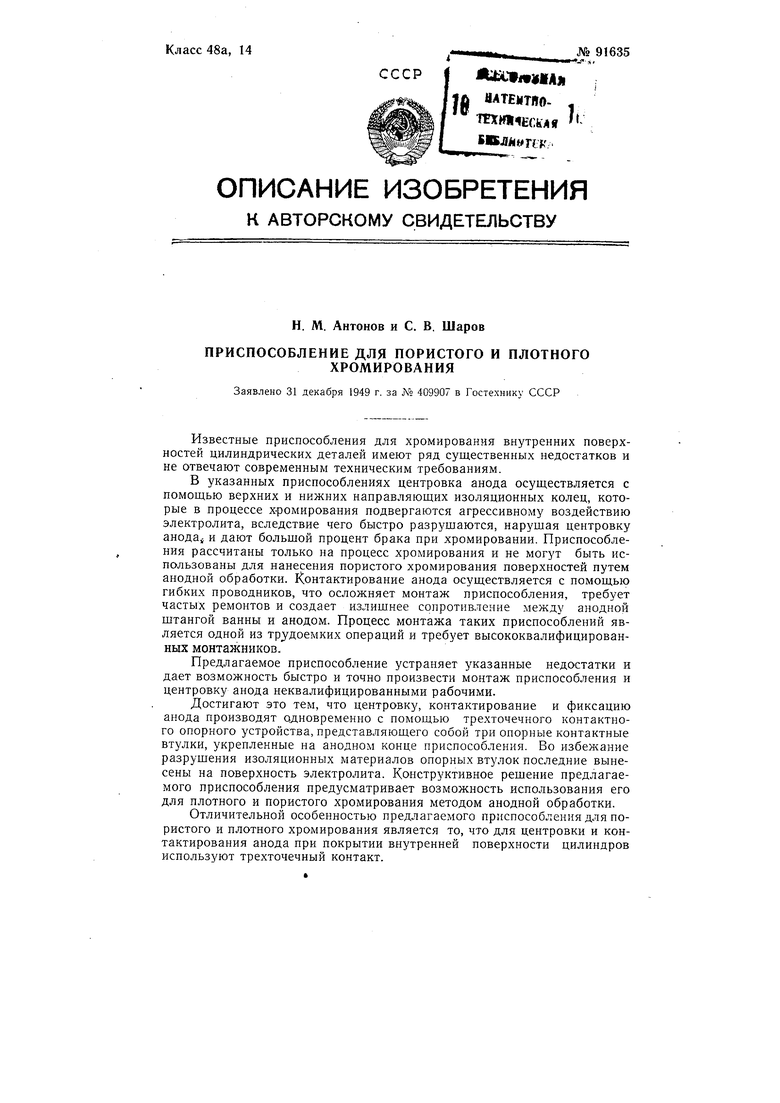
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для хромирования внутренней поверхности полых деталей | 1960 |
|
SU135317A1 |
| Анодноструйный автомат для гальванической обработки изделий | 1961 |
|
SU150729A1 |
| Приспособление для хромирования и анодирования внутренних поверхностей цилиндрических деталей | 1959 |
|
SU128251A1 |
| Автоматическая установка для проточного хромирования | 1960 |
|
SU136994A1 |
| Устройство для хромирования посадочных шеек валов электродвигателей с насаженными якорями | 1949 |
|
SU86525A1 |
| Способ анодноструйного хромирования | 1960 |
|
SU140649A1 |
| Станок вертикального наружного хромирования | 2021 |
|
RU2782942C1 |
| Приспособление для электрохимической обработки цилиндрических деталей | 1984 |
|
SU1283259A1 |
| Устройство для нанесения металлических покрытий на контактные дорожки автотрансформаторов | 1976 |
|
SU711184A1 |
| ГАЛЬВАНИЧЕСКИЙ БАРАБАН ДЛЯ ОБРАБОТКИ КРУПНЫХ И МЕЛКИХ ДЕТАЛЕЙ И ПАРТИЙ | 1990 |
|
RU2029800C1 |