В известных автоматах гальванических накрытий требуется координирование работы двух самостоятельных механизмов: механизма перемещения изделий и механизма опускания изделий, обеспечивающего подготовительные и заключительные операции для работы механизма перемещения.
В предлагаемом автомате благодаря наличию блокированных индивидуальных приводов работа механизмов производится без промежуточного отключения одного из приводов во время работы, а включение и выключение каждого привода производится один раз за цикл. Такое выполнение облегчает переналадку автомата и позволяет улучшить координацию отработки механизмов.
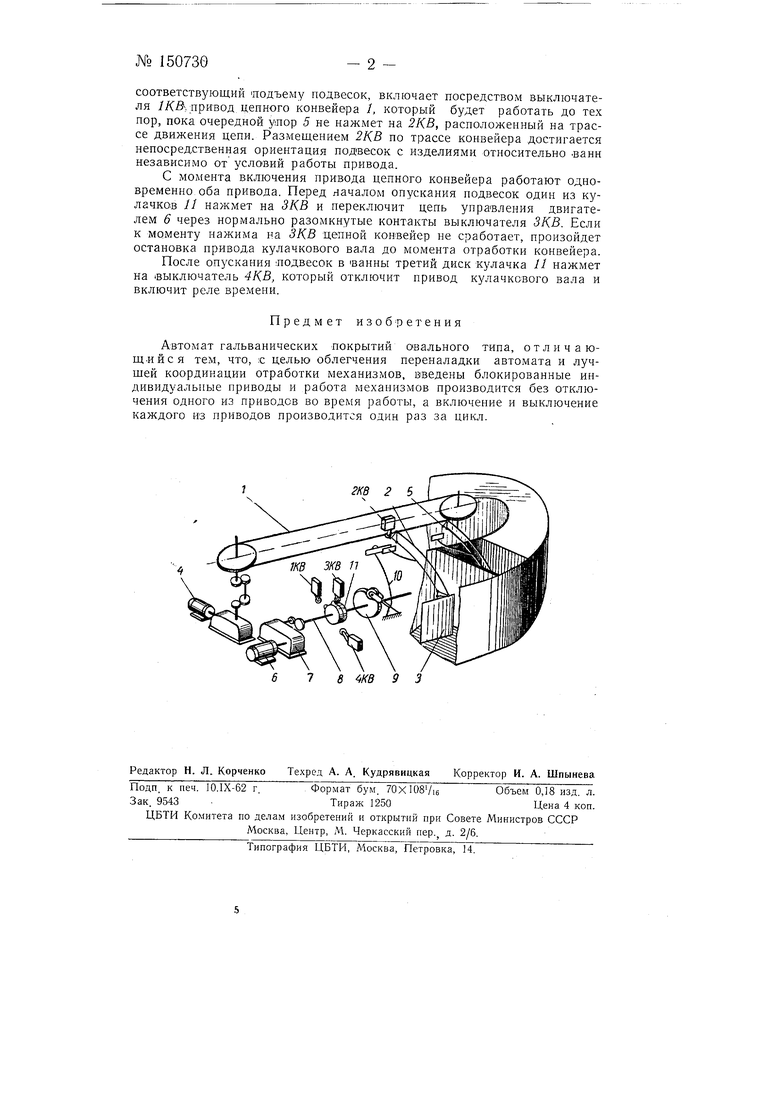
На чертеже изображена кинематическая схема автомата.
Горизонтальнозамкнутый цепной конвейер / с траверсами 2, на концах которых крепятся подвески с деталям.и 3, периодически передвигается на один щаг траверс. Это движение осуществляется ггри включении электродвигателя 4 и фиксируется нажимом очередного упора 5 на конечный выключатель 2KB.
От двигателя 6 через привод 7 движение передается на кулачковый вал (9 с кулачками 9. Посредством этих кулачков через рычажные механизмы 10 производится подъем и опускание подвесок с деталями 3. На кулачковом валу установлены также кулачки 11, воздействующие на конечные выключатели 1К.В, ЗКВ и 4К.В.
Цикл работы автомата состоит из выдержки изделий в ванне и периода отработки, когда механизмы автомата поднимают изделия из ванны переносят их в следующую ванну и вновь опускают в ванну для выдержки. Длительность единичной выдержки регламентируется реле
времени.
Включение автомата производится от кнопки привода кулачкового вала 8 или от реле времени. Кулачковый вал, повернувшись на угол.
соответствующий подъему подвесок, включает посредством выключателя //(Длривод цепного конвейера /, который будет работать до тех пор, пока очередной упор 5 не нажмет на 2/СВ, расположепный на трассе движения цепи. Размещением 2KB по трассе конвейера достигается непосредственная ориентация подвесок с изделиями относительно ванн независимо от условий работы привода.
С момента включения привода цепного конвейера работают одновременно оба привода. Перед началом опускания нодвесок один из кулачков // нажмет на ЗКВ и переключит цепь управления двигателем 6 через нормально разомкнутые контакты выключателя 5/С5. Если к моменту нажима на ЗКВ цепной конвейер не сработает, произойдет остановка привода кулачкового вала до момента отработки конвейера.
После опускания лодвесок в ванны третий диск кулачка // нажмет на Выключатель 4К.В, который отключит привод кулачкового вала и включит реле времени.
Предмет изобаре тения
Автомат гальванических покрытий овального типа, отличающ-ийся тем, что, с целью облегчения переналадки автомата и лучшей координации отработки механизмов, введены блокированные индивидуальные приводы и работа механизмов производится без отключения одного из приводов во время работы, а включение и выключение каждого из приводов производится один раз за цикл.
| название | год | авторы | номер документа |
|---|---|---|---|
| Автоматическое заправочное устройство для непрерывной закатки беспрокладочного полотна на цилиндрическую бобину | 1959 |
|
SU131498A1 |
| Устройство для сортировки мячей | 1955 |
|
SU106047A1 |
| Устройство для сортировки мячей по размеру | 1954 |
|
SU108757A1 |
| Форматор для чулок | 1955 |
|
SU106647A1 |
| Станок для нанесения полос краски на детские мячи | 1954 |
|
SU107039A1 |
| Автомат для укладки плодов | 1960 |
|
SU134622A1 |
| УСТРОЙСТВО для ШТАБЕЛИРОВАНИЯ ЯЩИКОВ | 1969 |
|
SU255118A1 |
| Гальваническая автооператорная линия для обработки мелких деталей | 1981 |
|
SU986972A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА | 1967 |
|
SU197934A1 |
| Агрегат для закалки инструмента и других изделий | 1959 |
|
SU125267A1 |
и 4АЭ 93
