JL
3150
Изобретение относится к обработке металлов давлением, а точнее к конструкциям столов станов винтовой прокатки,
Цель изобретения - повышение производительности и выхода годного.
На фиг. 1 изображен передний стол стана винтовой прокатки, исходное положение; на фиг. 2 - разрез А-А на фиг.1; на фиг. 3 - то же, в рабочем положении.
Передний стол стана винтовой прокатки содержит станину 1, упорную головку 2, смонтированную с направляю- щих станины, оправочный стержень 3, установленный задним утолщенньм концом внутри упорной головки, желоб 4, пневмоцилиндр 5, на штоке которого закреплен затапкиватель 6, рычажный механизм сведения транспортных роликов 7 с приводом 8 их вращения, включающий два двухзвенных рычага 9 и два качающихся рычага 10, установлен ные на валах 11, смонтированньж на станине. Механизм сведения транспорт |НЫх роликов связан с упорной головкой тягой 12. Перед упорной головкой установлен упругий элемент 13, взаимодействующий со станиной и упор ной головкой.
Величина давления, развиваемая упругим элементом, должна быть не более, чем 0,4 от усилия, воздействую- щего на оправочный стержень во время прокатки, и не менее чем сумма приведенных весов подвижных частей механизма и приведенной величины заданного усилия прижатия роликов 7 к стержню 3.
Устройство работаем следующим образом.
В исходном положении, когда на стол подается гильза 14 по желобу 4, упорная головка 2 под действием раз-- жимающего усилия упругого элемента 13 отодвинута от станины 1. Транспортные ролики 7 замкнуты на оправочном стержне 3. Включается привод 8 вращения роликов 7, стержень транспортируется в рабочую зону, срабатывает пневмоцилиндр 5 и заталкивателем 6, смонтированным на штоке пневмоцилинд
g
5 0 5 0
5 0
5
0
5
ра, гильза 14 заталкивается в рабочую зону захвата.
Как только гильза обожмется по внутреннему диаметру до диаметра оправки, она увлечет за собой стержень, который потянет за собой головку. Упорная головка 2, перемещается до упора станины 1 и сжимает упругий элемент 13, через тягу 12 и рычаги 9 и 10 разводит транспортные ролики 7, охватывающие оправочный стержень 3. Одновременно привод 8 роликов 7 переводится в реверсивный режим (фиг. 3), пневмоцилиндр 5 возвращается в исходное положение. По окончании процесса прокатки, когда металл перестает контактировать с оправкой 3, упругий элемент 13 будет разжиматься до тех пор, пока упорная головка не от- ведется от станины, а через тягу 12 и рычаги 9 и 10 транспортные ролики замыкаются на оправочном стержне. А так как ролики 7 вращаются от привода 8 в другую сторону, то стержень транспортируется в исходное положение. Таким образом, стол готов для приема следующей гильзы.
Предложенный передний стол стана винтовой прокатки по сравнению с из- вестньм позволяет повысить производительность за счет сокращения затрат вспомогательного времени и повысить выход годного за счет уменьше- НИИ концевой обрези переднего конца.
Формула изобретения
Передний стол стана винтовой прокатки, содержащий станину, желоб, за- /талкиватель, упорную полую головку, по оси которой установлен оправочный стержень с утолщенным задним концом и транспортные приводные ролики е механизмом их сведения, отличающийся тем, что, с целью повышения производительности и выхода годного, он снабжен упругим элементом, размещенные между станиной и передней стенкой упорной головки, установленной с возможностью осевого перемещения, при этом механизм сведения транспортных роликов выполнен рычажным с опорами, размещенными на станине, и связан с упорной головкой тягами.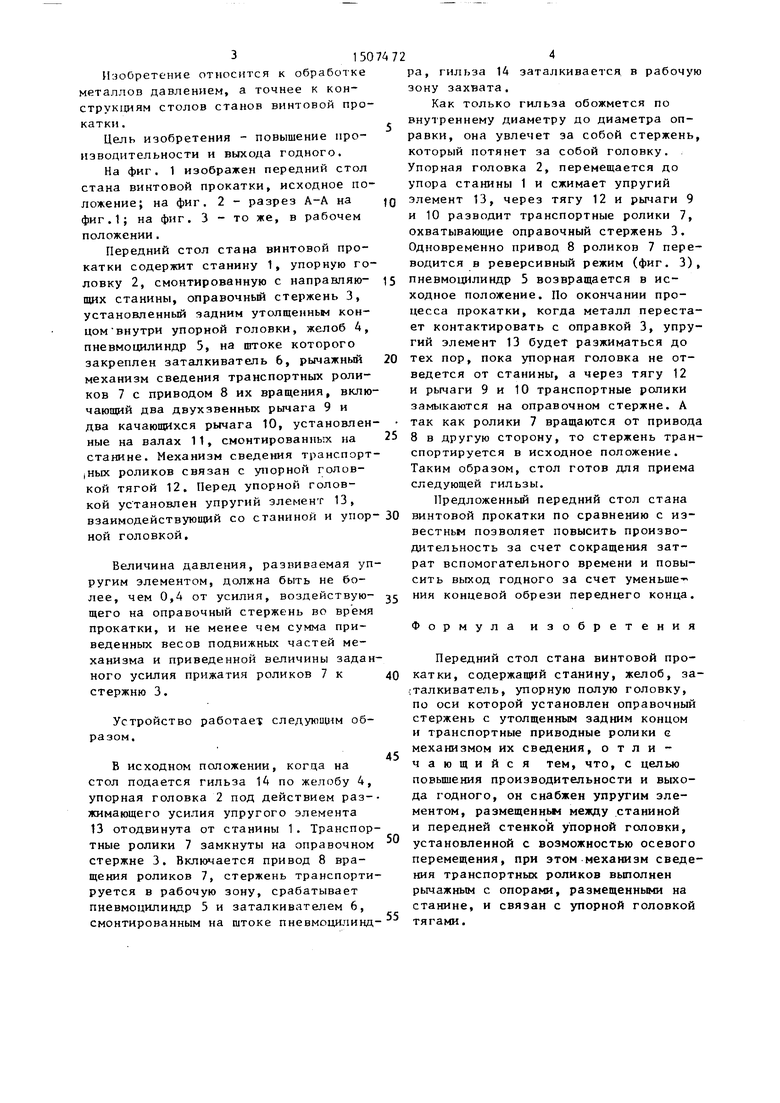
| название | год | авторы | номер документа |
|---|---|---|---|
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Задний стол стана винтовой прокатки | 1985 |
|
SU1279694A1 |
| Задний стол прошивного стана | 1987 |
|
SU1488050A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| ЗАДНИЙ СТОЛ ПРОШИВНОГО СТАНА | 1995 |
|
RU2136419C1 |
| Устройство для установки оправочного стержня | 1977 |
|
SU707625A1 |
| Задний стол прошивного стана | 1978 |
|
SU749468A1 |
| Удерживатель оправки трубопрокатного стана | 1976 |
|
SU654313A1 |

Изобретение относится к обработке металлов давлением. Цель изобретения - повышение производительности и выхода годного. На станине 1 переднего стола размещена упорная головка 2 с оправочным стержнем 3. Для транспортирования стержня предусмотрены ролики 7, имеющие привод вращения и рычажный механизм сведения, связанный с упорной головкой тягой 12. Перед упорной головкой установлен упругий элемент 13, контактирующий со станиной и упорной головкой. После обжатия гильзы до диаметра оправки упорная головка 2, перемещаясь до упора со станиной 1 и сжимая упругий элемент 13, через тягу 12 и рычаги 9 и 10 разводит транспортные ролики. По окончании процесса прокатки упругий элемент 13 будет разжиматься до тех пор, пока упорная головка 2 не отведется от упора станины 1, а транспортные ролики 7 не замкнутся на оправочном стержне 3. 3 ил.
9 1
9 lpuff2
| Задний стол стана винтовой прокатки | 1985 |
|
SU1279694A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Стан поперечно-винтовой прокатки труб | 1977 |
|
SU737034A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
