Изобретение относится к прокатному ; производству, точнее к устройствам, конструктивно встроенным в линии прокатных станов, и наиболее эффективно может быть использовано на трубопрокатных агрегатах для прижатия горячекатаных гильз с оправкой перед извлекателем оправок на подъемном рольганге.
Цель изобретения - расширение технологических возможностей.
На фиг. 1 изображена кинематическая схема устройства, в момент прижима заготовки к рольгангу, общий вид; на фиг. 2 - то же, вид в плане; на фиг, 3 - кинематическая схема устройства п повернутом состоянии с опущенным рычагом прижима ниже уровня рольганга.
Устройство для прижима изделий на рольганге состоит из приводного вала 1, установленного вертикально в подшипниках 2, закрепленных на стойке 3 , На приводном валу жестко закреплен параллельно его оси осями 4 и 5 механизм шарнирного параллелограмма, несущий прижимающий изделие рычаг 6, выполненный.за одно целое со стороной параллелограмма - кривошипом 7, ось 8 которого размещена на рычаге. Перпендикулярно оси вала на нем внизу жестко закреплен кронштейн 9, на котором шарнирно установлен ,силовой цилиндр 10 зажима. Шток t1 цилиндра соединен с другой стороной параллелограмма - шатуном 12 - в месте соединения его оси 13- со стороной - кривошипом 14. Для поворота приводного вала предусмотрен силовой цилиндр 15, соединенный с валом посредством рычага и установленный на стойке, закрепленной на фундаменте. Прижимающий изделие рычаг снабжен башмаком 16.
Устройство работает следующим образом.
В исходном положении прижимной рычаг 6 находится ниже уровня рольгангов в проеме между ними (фиг. 2 и 3) Для осуществления прижатия изделия, например горячекатаной гильзы 17 с оправкой 18, перед извлекателем 19 включают силовой цилиндр 10, который своим штоком 11 перемещает шатун 12 механизма шарнирного параллелограм
ма, который в свою очередь перемещает вверх прижимной рычаг до ei-o выхода из приямка. После этого силовым цилиндром 15 поворачивают приводной вал 1 вместе с механизмом шарнирного параллелограмма и цилиндром 10 на угол, обеспечивающий перпендикулярное расположение прижимного рычага относительно оси изделия. Затем включают цилиндр 10 на обратный ход, прижимной рычаг 6, опускаясь, башмаком 16 прижимает изделие (гильзу с оправкой) к роликам рольганга. После извлечения оправки цилиндром 10 поднимают рычаг, разворачивают устройство и опускают рычаг ниже уровня рольганга. Далее цилк повторяется.
Предлагаемое устройство для прижима изделий на рольганге по сравнению с известными имеет более широкие технологические возможности, что позволяет использовать его в линии прокатного стана, улучшить процесс извлечения оправки из горячекатаной гильзы и исключить искривление оправок.
Устройство позволяет также увеличить пропускную способность технологических линий стана и увеличить его производительность на 0,3-0,8%, а также снизить расход оправок за счет исключения выбраковки в результате изгиба их, уменьшения стойкости и необходимости правки на 10%.
Формула изобретения
Устройство для прижима изделий на |рольганге, включающее прижимной рычаг, рычажный механизм его поворота с силовым цилиндром, связанный с приводным валом, отличающееся тем, что, с целью расширения технологических возможностей, оно снабжено кронштейном, расположенным на приводном валу, а рычажньй механизм поворота выполнен в виде шарнирного параллелограмма, двумя осями жестко закрепленного на приводном валу, установленном вертикально, при этом третья ось параллелограмма размещена на пружинном рычаге, а четвертая соединена со штоком силового цилиндра, смонтированного шарнирно на кронштейне.
1риг.З
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ ОПРАВКИ С ОСИ МЕХАНИЗМА ПОДАЧИ ОПРАВОК НА ОСЬ ПРОКАТКИ И ЗАРЯДКИ | 1994 |
|
RU2108176C1 |
| Поточная линия для производства сплошных и полых периодических профилей | 1972 |
|
SU487701A1 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |
| Передний стол трубопрокатного стана | 1983 |
|
SU1138198A1 |
| Устройство стопорения барабана с валком в клети | 1981 |
|
SU995928A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1985 |
|
SU1284622A1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740315A1 |
| Устройство для распределения труб с наклонной решетки на параллельные рольганги опракоизвлекателей | 1975 |
|
SU534269A1 |
| Стан продольной раскатки стаканообразных гильз | 1979 |
|
SU871953A1 |
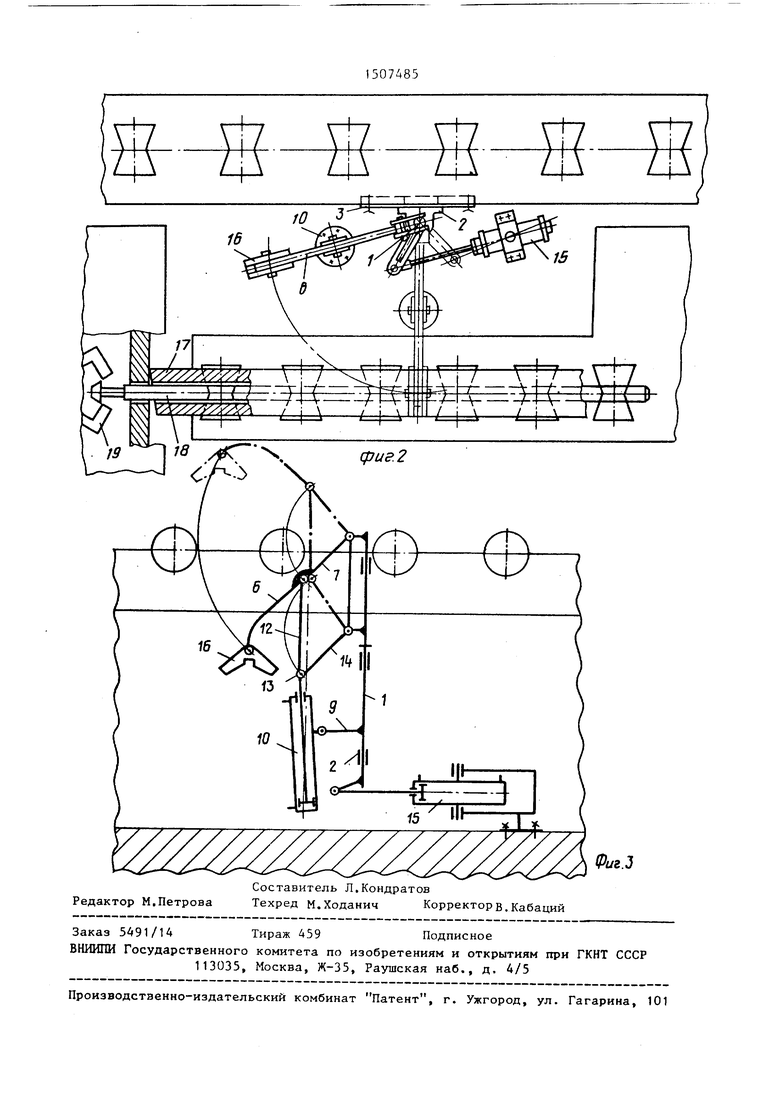
Изобретение относится к прокатному производству и наиболее эффективно может быть использовано на трубопрокатных агрегатах для прижима горячекатаных гильз с оправкой перед извлекателем оправок. Цель изобретения - расширение технологических возможностей. Устройство для прижима изделий на рольганге имеет приводной вал 1, установленный вертикально. На приводном валу жестко закреплен двумя осями 4 и 5 параллельно его оси механизм шарнирного параллелограмма, несущий прижимающий изделие рычаг 6, выполненный за одно целое со стороной параллелограмма - кривошипом 7. Перпендикулярно оси вала на нем жестко закреплен внизу кронштейн 9, на котором шарнирно установлен силовой цилиндр 10 зажима. Шток 11 цилиндра соединен осью 13 со сторонами 12 и 14 параллелограмма. 3 ил.
| Устройство для поперечной передачи заготовки с рольганга на рольганг | 1972 |
|
SU486825A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
