ko
С
о
:о
X)
ю эо
11
Изобретение относится к обработке металлов давлением, а именно к про изводству труб, и наиболее эффективно может быть использовано при производстве труб на установках с трехвал ковым раскатным станом, где прокатка Осуществляется на длинной подвижной оправке.
Известен передний стол непрерьшного длиннооправочного стана, включакяций желоба для гильзы и оправки 1.
Недостатком данного устройства является то, что, при использовании гильз разной длины, в случае короткой гильзы задний ее торец значительно удален от оправки. При пе.ремещении к гильзе передний конец оправки может сильно провисать под собственным весом, вследствие чего возможны случаи невэсождения оправки в гильзу, т.е. нарушения нормальной работы стана.
Наиболее близким по технической сущности к предлагаемому является передний стол трубопрокатного стана, содержащий последовательно расположенные регулируемые по высоте желоба для гильзы и Оправки, толкающие тележки для гильзы и оправки и прижим гильзы 2j . Недостаток известной конструкции переднего стола заключается в том, что здесь возможны сбои при задаче оправки в гильзу, так как при малой длине гильзы увеличивается расстояние между задним торцом гильзы и передним торцом оправки и при задаче оправки в гильзу под действием силы тяжести передний конец оправки про- висает, ввиду чего передний конец оправки не попадает в гильзу.
Возможные сбои при задаче оправки в гильзу приводят к нарушению нормальной работы стана, т.е. снижают надежность его работы и уменьшают производительность.
Цель изобретения - повьш1ение надежности в работе устройства и увеличение производительности.
Поставленная цель достигается тем, что передний стол трубопрокатного стана, содержащий последовательно расположенные регулируемые по высоте желоба для гильзы и оправки, толкающие тележки для гильзы и оправки и прижим гильзы, снабжен роликами с приводами перемещения в вер98.2
тикальной плоскости, при этом ролики связаны посредством поворотныз; рычагов и тяг мехду собой и с желобом оправки и расположены в проемах, выполненных в желобе для гильзы.
Предлагаемое конструктивное выполнение переднего стола позволяет исключить провисание (прогиб) переднего конца оправки, т.е. исключается непопадание оправки в гильзу при любой длине последней и возможные сбои в работе. Исключение сбоев в работе переднего стола, для устранения которых требуется дополнительное время приводит к увеличению производительности трубопрокатного стана.
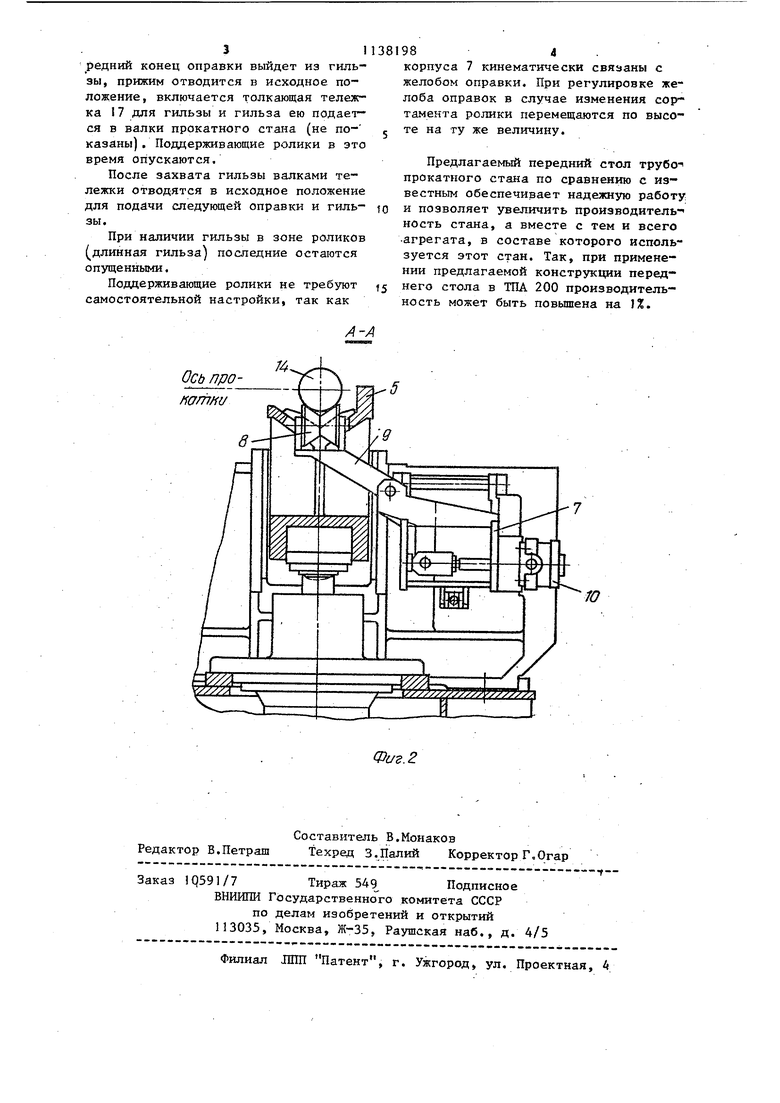
На фиг.1 изображен передний стол трубопрокатного стана, общий вид; на фиг.2 - разрез А-А на фиг.1.
Передний стол трубопрокатного стана содержит основание 1, уст новленные на нем стойки 2 и 3, расположенный в их направляющих регулируемый по высоте приводом 4 желоб 5 для гильзы 6, имеющий проемы на участке, ограниченном положением заднего торца гильз наибольшей и наименьщей длины, установленные в проемах корпуса 7 со сврбодно вращающимися ро.ликами 8, несущие их рычаги 9, связанные сгидроцилиндром 10 перемещения в вертикальной плоскости, шарнирно соединенные с корпусами и между собой тяги П и 12, желоб 13 оправки 14, соединенный с тягами через рычаг 15,. рычаг 16, соединяющими тяги со стойкой, толкающую тележку 17 для гильзы и толкающую тележку 18 для оправки, прижим 19 гильзы.
Устройство работает следующим образом.
Гильза 6 .с лередаточной решетки скатьюается в желоб 5, а оправка 14 со своей передаточной решетки - в желоб 13.
Поддерживающие ролики 8 в это время опущены. Перед введением оправки в гильзу последнюю прижимают к жёлобу 5 прижимом 19, исключающим ее осевое смещение. Если в зоне роликов (или одного ролика) нет гильзы /короткая гильза, о чем сигнализирует фотореле, включают гидроцилиндр 10 и одновременно с толкающей тележкой 18 для оправки ролики поднимаются для поддержания переднего конца оправки. Толкающая тележка надежно задает оправку в гильзу. Как только пе31
редкий конец оправки выйдет из гильзы, прижим отводится в исходное положение, включается толкающая тележка 17 для гильзы и гильза ею подается в валки прокатного стана (не показаны). Поддерживающие ролики в это время опускаются.
После захвата гильзы валками тележки отводятся в исходное положение для подачи следующей оправки и гильзы.
При наличии гильзы в зоне роликов (длинная гильза) последние остаются опущенными.
Поддерживающие ролики не требуют самостоятельной настройки, так как
381984
корпуса 7 кинематически свяааны с желобом оправки. При регулировке желоба оправок в случае изменения сор тамента ролики перемещаются по высоте на ту же величину.
Предлагаемый передний стол трубоч прокатного стана по сравнению с из вестным обеспечивает надежную работу;
to и позволяет увеличить производителькость стана, а вместе с тем и всего агрегата, в составе которого используется этот стан. Так, при применении предлагаемой конструкции передf5 него стола в ТПА 200 производительность может быть повышена на }%.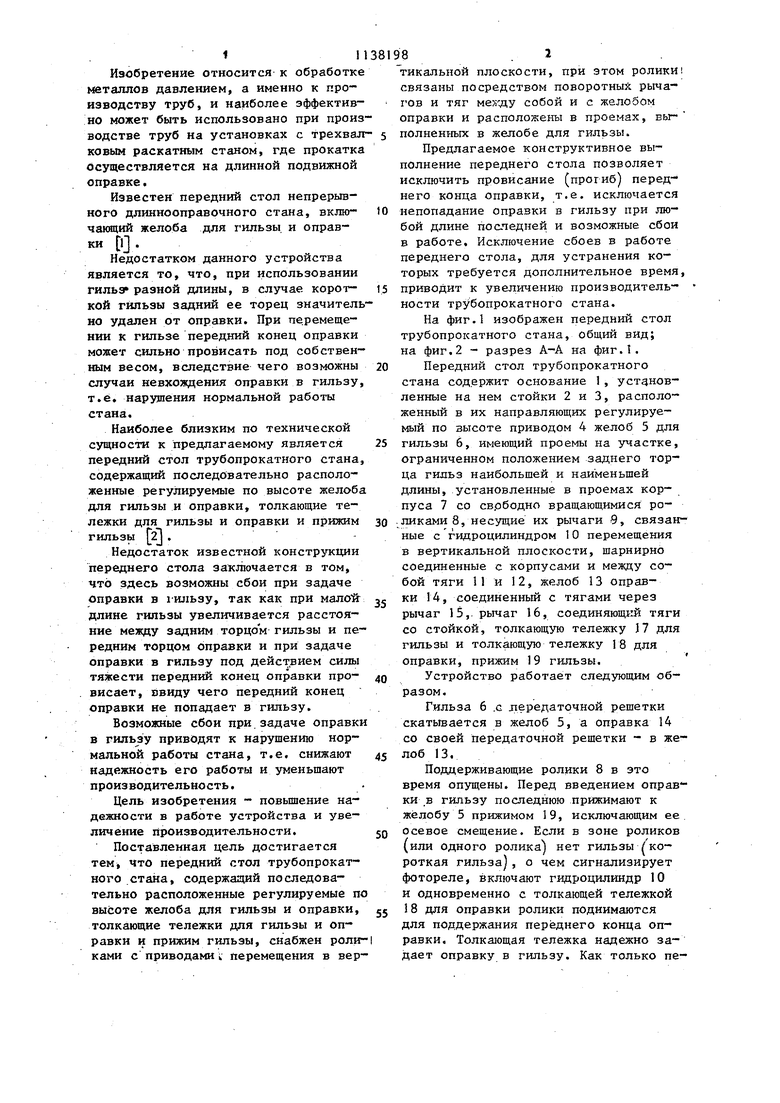
| название | год | авторы | номер документа |
|---|---|---|---|
| ЗАДАЮЩЕЕ УСТРОЙСТВО ТРУБОПРОКАТНОГО СТАНА | 1992 |
|
RU2033869C1 |
| Рабочая клеть косовалкового короткооправочного стана | 1977 |
|
SU740316A1 |
| ЗАДНИЙ СТОЛ СТАНА ВИНТОВОЙ ПРОКАТКИ | 1999 |
|
RU2165810C2 |
| Задний стол непрерывного трубопрокатного стана | 1977 |
|
SU745568A1 |
| Передний стол длиннооправочного трубопрокатного стана | 1972 |
|
SU471132A1 |
| Задний стол стана с осевой выдачей труб | 1979 |
|
SU900911A1 |
| Механизм смены оправок автоматического трубопрокатного стана | 1974 |
|
SU505458A1 |
| Задний стол трубопрокатного стана | 1988 |
|
SU1577897A1 |
| Задающее устройство трубопрокатного оправочного стана | 1986 |
|
SU1409360A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕМЕЩЕНИЯ ОПРАВКИ В ТРУБОПРОКАТНОМ СТАНЕ | 2012 |
|
RU2547050C1 |
ПЕРЕДНИЙ СТОЛ ТРУБОПРОКАТНОГО .СТАНА, содержащий последовательно расположенные регулируемые по высоте желоба для гильзы и оправки, толкающие тележки для гильзы и оправки и прижим гильзы, отличающийся тем, что, с целью повышения надежности в работе и увеличения производительности, он снабжен роликами с приводами перемещения в вертикальной плоскости, при этом ролики связаны посредством поворотных рычагов и тяг между собой и с желобом оправки и расположены в проемах, вы.полненных в желобе для гильзы.
74
35
7- ((
ff
Фi/г.2
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| УСТРОЙСТВО ДЛЯ НАПОЛНЕНИЯ ЭКСТРУДЕРА ПРЕДВАРИТЕЛЬНО ОБРАБОТАННЫМ ТЕРМОПЛАСТИЧНЫМ ПОЛИМЕРНЫМ СЫРЬЕМ | 2005 |
|
RU2356734C1 |
| Термосно-паровая кухня | 1921 |
|
SU72A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Шевакин Ю.Ф | |||
| и Глейберг Н.З | |||
| Производство труб | |||
| М., Металлургия, 1968, с | |||
| Машина для разделения сыпучих материалов и размещения их в приемники | 0 |
|
SU82A1 |
