Изобретение относится к литейному производству, а именно к автоматизации дозирования металла в машину литья под давлением.
Целью изобретения является повышение точности дозирования металла.
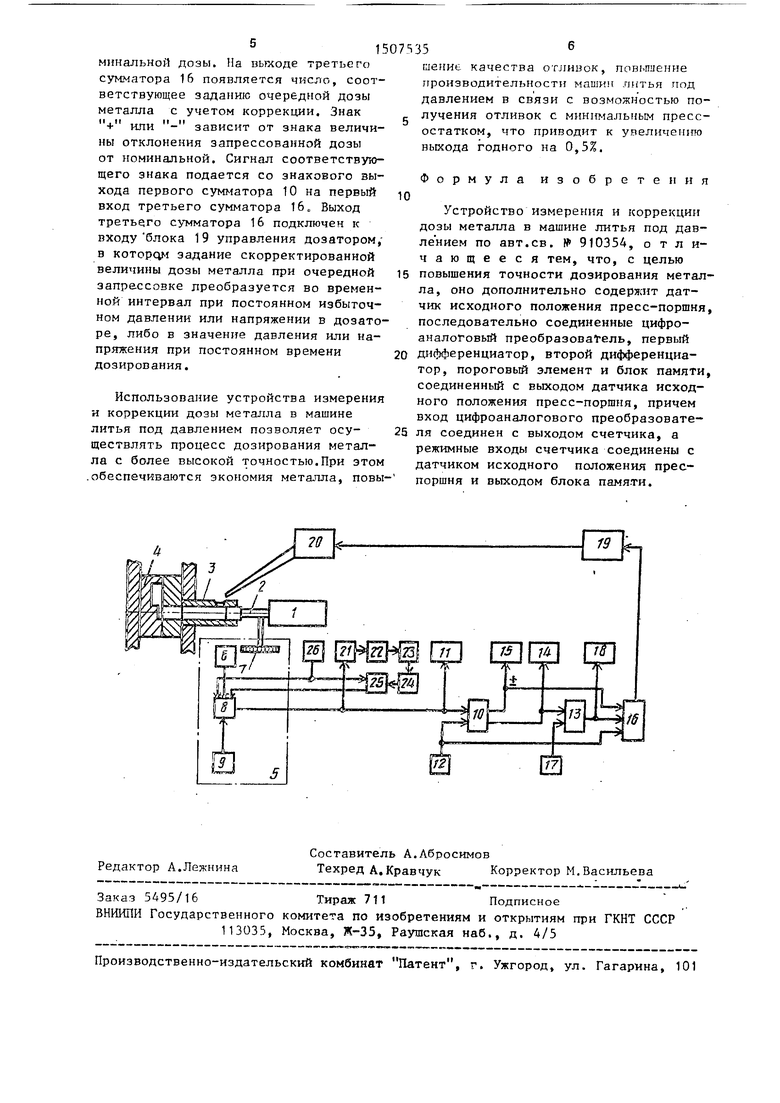
На чертеже приведена блок-схема предлагаемого устройства.
Устройство содержит цилиндр 1 прессования с пресс-поршнем 2, запрессовывающим металл из пресс-стакана 3 в пресс-форму 4. Датчик 5 дозы, состоящий из датчика 6 импульса, с ко- Topbw взаимодействует установленная на пресс-поршне рейка 7 с прорезанными в ней щелями и который соединен со счетным входом счетчика 8, к установочному входу которого подсоединен задатчик 9 максимальной дозы металла, подключен к первому сумматору 10 и первому индикатору 11 дозы металла. К второму входу первого сумматора 10 подсоединен выход задатчика 12 величины номинальной дозы металла. Числовой выход первого сумматора 10 подсоединен к второму сумматору 13 и второму индикатору 14 величины отклонения от номинальной дозы. Знаковый выход первого сумматора 10 подсоединен к третьему индикатору 15 знака отклонения и третьему сумм атору 16. К второму входу второго сумматора 13 подключен выход задатчик 17 величины предельного отклонения дозы металла
ел
о ч
5
&
3150
от номинальной. Выход пторого сумматора подкхпочен к второму входу третьего сумматора 16 н третьему индикатору 18 коррекции дозы К третье- му входу сумматора 16 подключен выход эадатчика 12 величины номинальной дозы. Выход третьего сумматора 16 подключен к входу блока 19 управления дозатором, который регулирует ве- личину дозы металла, вьщаваемую дозатором 20с Выход счетчика 8 через цифроаналоговый преобразователь 21, первый 22 и второй 23 дифференциаторы и пороговый элемент 24 подключен к блоку 25 памяти, второй вход которого соединен с датчиком 26 исходного положения пресс-поршня. Режимные входы счетчика 8 соединены с датчиком 26 исходного положения пресс-порш ня и выходом блока 25 памяти.
В качестве датчика 6 импульсов может быть использован фотоэлектрический датчик ДФ1 - У4.
Датчиком 26 исходного положения пресс-поршня служит бесконтактный переключатель типа БТП 101-24.
В качестве счетчика 8 может быть использована, наир1 мер, интеграль- пая микросхема К500 ИЕ 136.
Индикаторы II, .i; и 15 представляют собой матричные газоразрядные индикаторы типа Электроника 6205.
В качестве блока 19 управления дозатором может быть использована, например, микроЭВМ Электроника К-1/20.
В качестве остальных блоков могут быть использованы стандартные средства вычислительной техники и стандарт- ные блоки системы ЛКЭСР.
Устройство работает следующим об- разом.
Перед началом прессования датчик 26 исходного положения пресс-поршня, выдает сигнал Сброс в блок-25 памяти и сигнал Запись в счетчик 8. При этом в счетчик 8 записывается число Q, установленное на задатчи ке 9 максимальной дозы металла. Оно соответствует положению пресс-поршня 2, при Котором рейка 7 входит во взаимодействие с датчШ Сом 6 импульсов При движении поршня датчик 26 исходного положения снимает сигнал Сброс с блока 25 памяти и переводит счетчик 8 в режим счета при отсутствии запрещающего сигнала на другом режимном входе счетчика, -1мпульсы с дат
5
5 0 5 0
0
55
30
5
5
0
чика 6 поступают на вычитающий вход счетчика 8, уменьшая число записанное Б нем. Пока металл не наполнит все сечение пресс-стакана 3, сопротивление пресс-поршню 2 небольшое и его скорость растет, достигая некоторой величины. При этом ускорение, с которым двигается пресс-Поршень, либо положительное, либо равно нулю. При заполнении металлом всего сечения пресс-стакана сопротивление движению пресс-поршня 2 резко возрастает, так как металл вытесняется через узкое сечение питателя. Скорость пресс-поршня резко падает, а ускорение становится отрицательным. Так как сигнапы, снимаемые с выходов цифроаналогового преобразователя 21J первого 22 и второго 23 дифференциаторов соответствуют пути, скорости и ускорению пресс-поршня 2, то в момент полног о заполнения металлом сечения пресс-стакана 3 на входе порогового элемента 24 появляется положительное напряжет ие (уменьшение) содержимого счетчика 8 соответствует увеличению пути пресс-поршня 2). При этом в блок 25 памяти заносится единичный сигнал, который, поступая на режимный вход счетчика 8, запрещает счет 11мпульсоВо Таким образом, число, зафиксированное в счетчике 8, равно разности гисел, соответствующих максимальной дозе и пути, пройденному пресс-поршнем 2 до полного заполнения металлом сечения пресс- стака1 а 3. Это число соответствует ИСТИ1И10Й дозе металла, собранного в пресс-стака1ге 3 и запрессовьшаемо- го в пресс-форму 4. В первом сумматоре 10 это число сравнивается со значением номинальной дозы Q , задаваемым зядатчиком 12, Разность STi-fx чисел AQ, соответствующая отклонению дозы от , сравнивается но втором сумматоре 13 со значением допускаемого предельного отклонения дозы &,Q3} которое задается с помощью задатчика 17с В случае положительной разности между текущим значением величины отклонения дозы и заданным значением отклонен1ш дозы на выходе второго сумматора 13 появляется число iQ, cooтвaтcтБУ aщee велжшне выхода отклонения за допуск, которое подается на второй вход третьего сум :ато- . ра 16, на третий вход которого подано число с задатчз5ка 12 величины номннальной дозы. На выходе третьего сумматора 16 появляется число, соответствующее заданию очередной дозы металла с учетом коррекции. Знак + или - зависит от знака величины отклонения запрессованной дозы от номинальной. Сигнал соответствующего знака подается со знакового выхода первого сумматора 10 на первый вход третьего сумматора 16„ Выход третьего сумматора 16 подключен к входу блока 19 управления дозатором/ в котором задание скорректированной величины дозы металла при очередной запрессовке лреобразуется во временной интервал при постоянном избыточном давлении или напряжении в дозаторе, либо в значение давления или на- пр5тжения при постоянном времени дозирования.
Использование устройства измерения и коррекции дозы металла в машине литья под давлением позволяет осуществлять процесс дозирования металла с более высокой точностью.При этом .обеспечиваются экономия металла, позы
0
шеиие качества отливок, повьпнение ггроизводительности машин ли тья под давлением в связи с возможностью получения отливок с минимальным пресс- остатком, что приводит к увеличению выхода годного на 0,5%.
Формула изобретения
Устройство измерения и коррекции дозы металла в машине литья под давлением по авт.св. № 910354, отличающееся тем, что, с целью
5 повышения точности дозирования металла, оно дополнительно содержит датчик исходного положения пресс-поршня, последовательно соединенные цифро- аналоговый преобразователь, первый
0 дифференциатор, второй дифференциатор, пороговый элемент и блок памяти, соединенный с выходом датчика исходного положения пресс-поршня, причем вход цифроаналогового преобразовате5 ля соединен с выходом счетчика, а режимные входы счетчика соединены с датчиком исходного положения прес- поршня и выходом блока памяти.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1980 |
|
SU910354A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1983 |
|
SU1113210A1 |
| Система управления машиной литья под давлением | 1989 |
|
SU1650340A1 |
| Устройство для дозирования расплава | 1985 |
|
SU1308427A1 |
| Регулятор-ограничитель мощности турбоагрегата | 1984 |
|
SU1231559A1 |
| Устройство для определения количества однотипных предметов в партии | 1990 |
|
SU1783316A1 |
| Устройство для управления весовым порционным дозатором | 1989 |
|
SU1803907A1 |
| Устройство для автоматического регулирования массы дозы | 1987 |
|
SU1500999A1 |
| Устройство управления весовым порционнымдОзАТОРОМ | 1979 |
|
SU836532A1 |
| Устройство для контроля усилия запирания пресс-формы в машине литья под давлением | 1986 |
|
SU1379085A1 |
Изобретение относится к литейному производству и является усовершенствованием известного устройства по авт.св. N 910354. Цель - повышение точности дозирования металла. Введение цифроаналогового преобразователя, дифференциаторов, порогового элемента, блока памяти, датчика исходного положения пресс-поршня и их связей позволяет определять дозу металла в пресс-стакане в момент резкого торможения пресс-поршня при заполнении металлом всего сечения пресс-стакана. На контролируемую таким образом величину дозы металла не влияют нарушения процесса заполнения пресс-формы/недоливы, уход металла из разъема пресс-формы/, что способствует достижению поставленной цели. 1 ил.
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1980 |
|
SU910354A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
