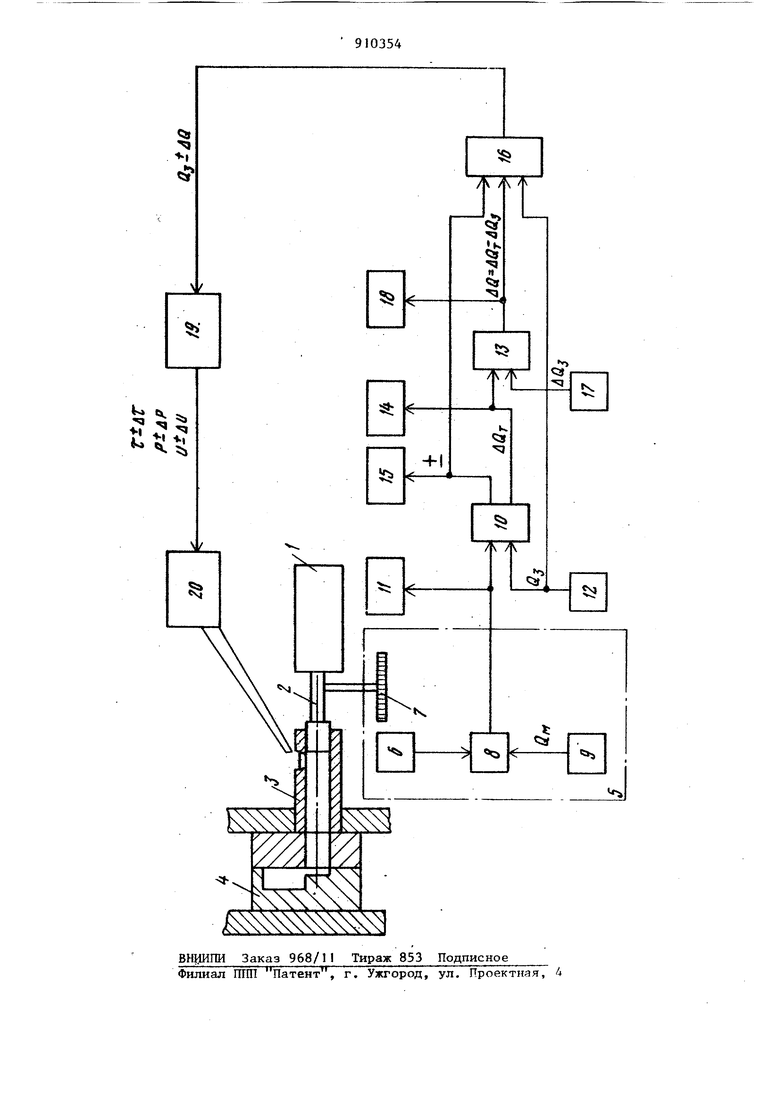
Изобретение относится к литейному производству, а именно к автоматизации дозирования металла в машину литья под давлением, Наиболее близким по технической сущности и достигаемому результату к предложенному является устройство Г1 коррекции дозы металла, состоящее из двух путевых датчиков, соответствующих определенным положениям пресс-поршня, блока управления, системы коррекции дозы металла. При положении пресс-поршня в зоне, ограниченной двумя датчиками, коррекция не производится. В случае, если прес порлень в конце хода находится вне зоны, ограниченной датчиками, то устройство вьодает сигнал на коррекцию с определенным знаком и установленным постоянным шагом коррекции, не зависящим от величины рассогласования. В связи с тем, что коррекция осуществляется непропорционально величине рассогласования, то она соизмерима с величиной допуска и возможны периодические ошибки по дозированию. Недостатком известного устройства является то, что коррекция дозы осуществляется непропорционально величине рассогласования, что приводит к перерасходу металла либо к снижению качества отливки при недостаточной дозе металла. Кроме того, устройство не позволяет установить абсолютное значение дозы, что отрицательно сказывается на оперативности принятия технологом решения по стабилизации технологического процесса. Осуществление литья под давлением с минимальным пресс-остатком позволяет повысить производительность машин, так как значительная часть цикла определяется временем кристаллизации пресс-остатка. Целью изобретения является экономия металла, повышение производительности. Это достигается тем, что в устройство измерения и коррекции дозы металла в машинах литья под давлением, содержащее цилиндр прессования, пресс-поршень, пресс-стакан, прессформу, дозатор с блоком управления, систему коррекции дозы, дополнительно введен задатчик ве/1ичины номинальной дозы, задатчик допустимого отклонения дозы, датчик дозы металла, сумматор величины и знака отЛИЧИНЫ коррекции дозы и сумматора величины задания очередной дозы металла, индикаторы, причем входы сумматора величин и знака отклонения дозы соединены с выходом датчика дозы металла, индикаторо 1 и задатчиком номинальной дозы; входы сумматора величины коррекции дозы соединены с задатчиком предельного отклонения дозы, индикатором и выходом первого сумматора, входы сумматора величины задания очередной дозы соединены с задатчиком величины номинальной до зы, выходом второго сумматора, индикатором и выходом первого сумматора выход третьего сумматора соединен с входом блока управления дозатором. Кроме того, устройство дополнительно содержит задатчик максимальной дозы металла, импу ьсный датчик счетчик и рейку, которая имеет цену деления, соответствующую единице дозы металла, приведенной к величине хода пресс-поршня и вычитающего счет чика, к установочному входу которого подключен выход задатчика максимальной дозы, а к счетному входу - выход импульсного датчика. На чертеже приведена блок-схема предлагаемого устройства. Устройство содержит цилиндр 1 . прессования с пресс--поршнем 2, запрессовывающим металл из пресс-стака на 3 в пресс-форму 4, Датчик 5 дозы, состоящий из датчика 6 импульсов, с которым взаимодействует установленная на пресс-поршне рейка 7 с прорезанными в ней щелями, шаг которых соответствует единице измеряемой дозы, приведенной к ходу пресспоршня. Выход датчика подсоединен к счетному входу счетчика 8. К уста новочному входу счетчика подсоединен выход задатчика 9 максимальной дозы. металла. Выход датчика 5 дозы металла подсоединен к сумматору 10 и индикатору И дозы металла. К второму входу сумматора 10 подсоединен выход задатчика 12 величины номинальной дозы металла. Числовой выход сумматора 10 подсоединен к сумматору 13 и индикатору 14 величины отклонения от номинальной дозы. Знаковый выход сумматора 10 подсоединен к индикатору 15 знака отклонения и сумматору 16. К второму, входу сумматора 13 подключен выход задатчика 17 величины предельного отклонения дозы металла от номинальной. Выход сумматора 13 подключен к входу сумматора 16 и к индикатору 18 коррекции дозы. К второму входу сумматора 16 подключен выход задатчика 12 величины номинальной дозы. Выход сумматора 16 подключен к входу блока 19 управления дозатором, который регулирует ве.шчину дозы металла, выдаваемую дозатором 20. Работает устройство следующим образом;Перед началом прессования в счетчик 8 записывается число, установлен-i ное на задатчике 9 максимальной дозы металла. Оно соответствует положению пресс-поршня 2, при котором рейка 7 входит во взаимодействие с датчиком 6 импульсов. Импульсы с датчика 6 поступают на вычитающий вход счетчика 8, на выходе которого появляется число, соответствующее дозе запрессованного металла. В сумматоре 10 это число сравнивается со значением номинальной дозы, задаваемым -задатчиком 12. Разность этих чисел, соответствующая отклонению дозы от номинала, сравнивается в сумматоре 13 с значением допускаемого предельного отклонения дозы, которое задается с помощью задатчика 17. В случае положительной разности между текущим значением величины отклонения дозы и заданным значением отклонения дозы на выходе сумматора 13 появляется число, соответствующее величине; выхода отклонения за допуск, которое подается на вход сумматора 16, на второй вход которого подано число с задатчика 12 величины номинальной дозы. На выходе сумматора 16 появляется число, соответствующее заданию очередной дозы металла с учетом коррекции. зависит от знака величины отклонения запрессованной озы от номинальной. Сигнал соот5
нетствуияцегчз знака подается со знакового выхода сумматора 10 на вход сумматора 16.
Выход сумматора 16 подключен к входу блока 19 управления дозатором, в котором задание скорректированной величины дозы металла при очередной запрессовке преобразуется во временный интервал при постоянном избыточном давлении либо напряжении в дозаторе, либо в значение давления или напряжения при постоянном времени дозирования.
Технико-экономическая эффективность от внедрения данного предлагаемого изобретения заключается в экономии металла, повышении - качества отливок, повышении производительности машин литья под давлением в связи с возможностью получения отливок с минимальным пресс-остатком.
Формула изобретения
1. Устройство измерения и коррекции дозы металла в машине литья под давлением, содержащее цилиндр прессования, пресс-поршень, пресс-стакан, пресс-форму, дозатор с блоком управления, систему коррекции дозы отличающееся тем, что,
3546
с целью экономии металла и повышения производительности, оно содержит задатчик величины номинальной дозы, задатчик допустимого отклонения дозы, датчик дозы металла, три сумматора, индикаторы, причем входы первого сумматора соединены с выходом, датчика дозы металла, индикатором и задатчиком номинальной
10 дозы, входы второго сумматора соединены с задатчиком предельного отклонения дозы, индикатором и выходом первого сумматора, входы третьего сумматора соединены с задатчиком величины номинальной дозы, выходом второго сумматора, индикатором и выходом первого сумматора, выход третьего сумматора соединен с входом блока управления дозатором.
20 2. Устройство по п. I, отличающееся , что датчик дозы металла со ь рг-шт задатчик максимальной дозы металла, импульсный датчик и счетчик, установочньй
25 вход которого соединен с выходом
задатчика максимальной дозы, а счетный вход - с выходом импульсного датчика.
Источники информации,
30 принятые во внимание при экспертизе
1. Авторское свидетельство СССР К 561622, кл. В 22 D 39/00, 1977.
Л
«
п
.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1987 |
|
SU1507535A2 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1983 |
|
SU1113210A1 |
| Способ регулирования скорости прессования при литье под давлением | 1987 |
|
SU1435388A1 |
| Система управления машиной литья под давлением | 1989 |
|
SU1650340A1 |
| Устройство для дозирования расплава | 1985 |
|
SU1308427A1 |
| Система управления процессом прессования в машине литья под давлением | 1983 |
|
SU1098661A1 |
| Устройство для определения момента затвердевания отливки и устройство для определения момента кристаллизации металла | 1987 |
|
SU1503991A1 |
| Устройство коррекции дозы металла в машину литья под давлением | 1975 |
|
SU561622A1 |
| Устройство для пневматического дозирования расплава | 1986 |
|
SU1388192A1 |
| Устройство регулирования скорости пресс-поршня машины литья под давлением | 1988 |
|
SU1526900A1 |
С
