Изобретение относится к области литейного производства, а именно, к управлению машинами литья под давлением .
Цель изобретения - повышение надежности контроля.
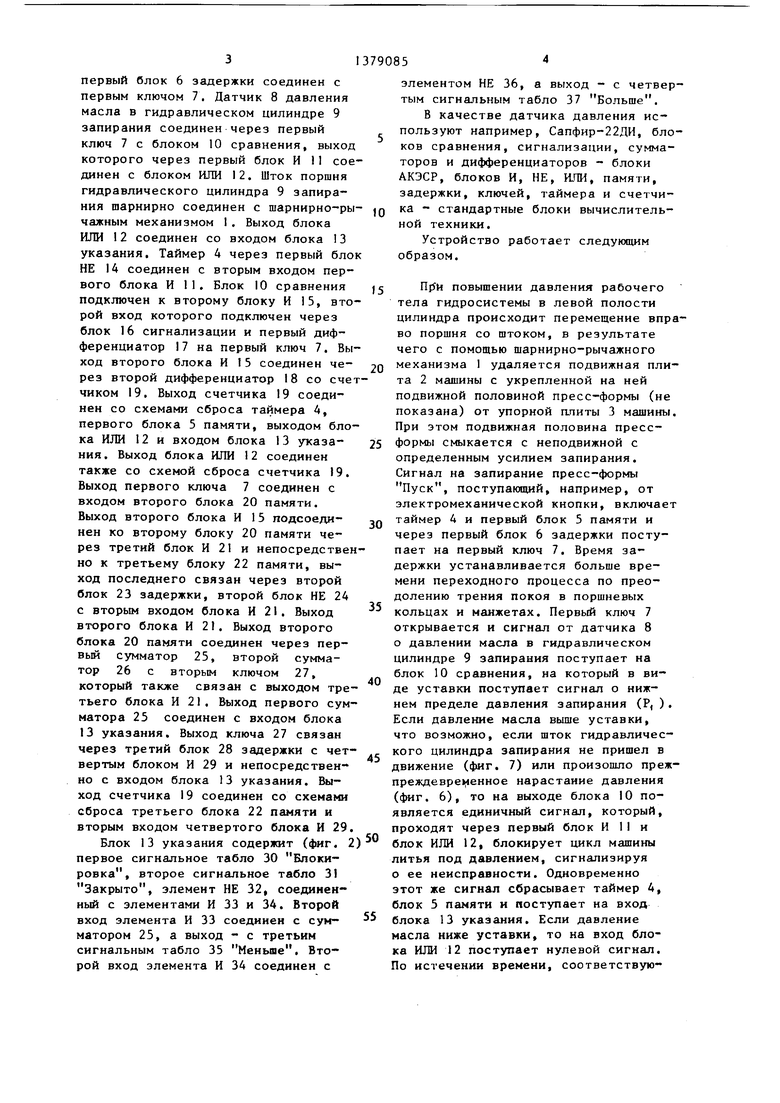
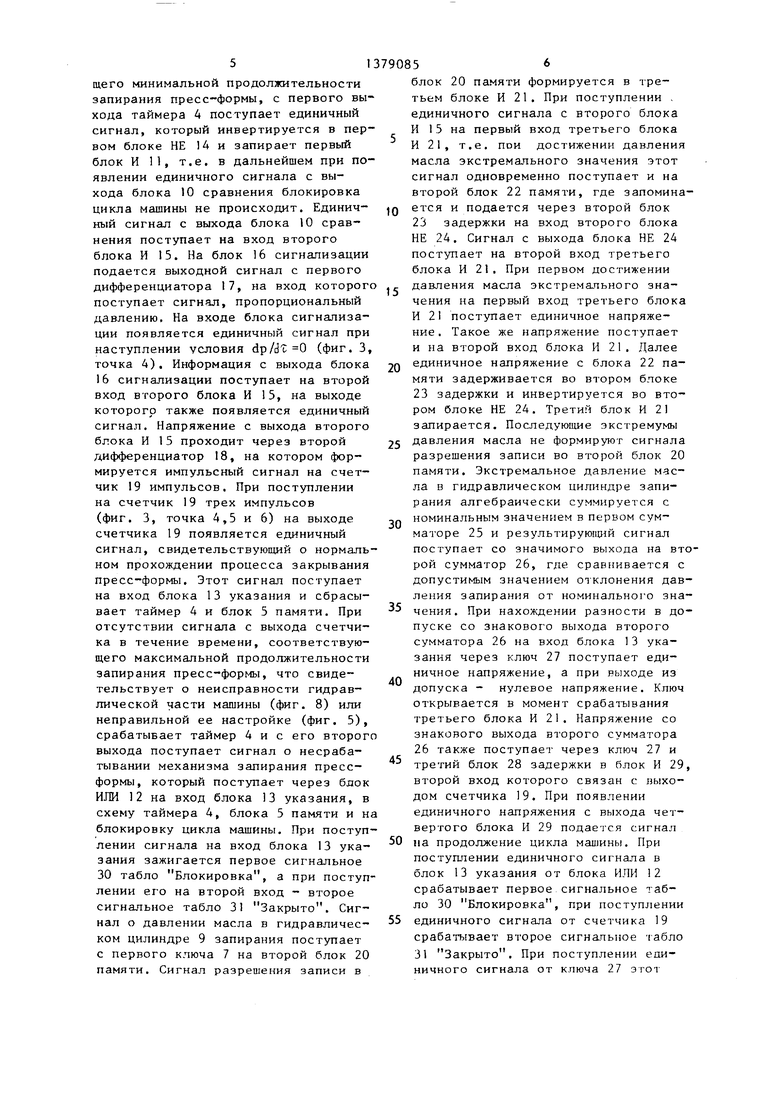
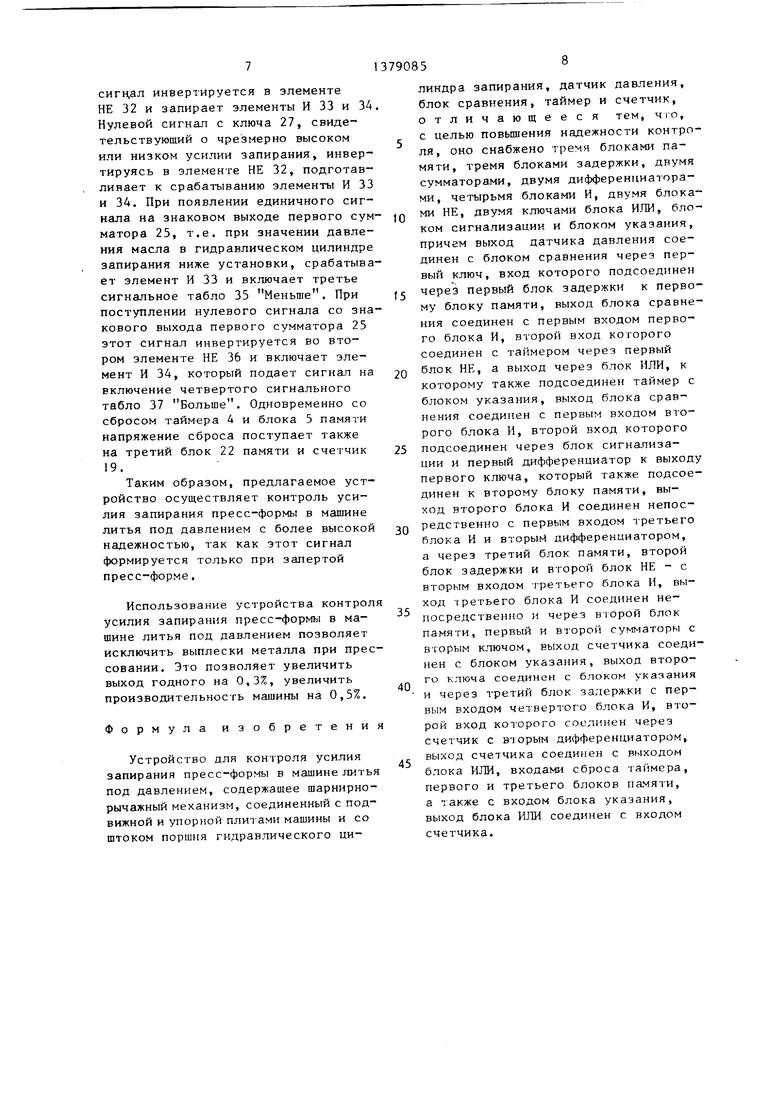
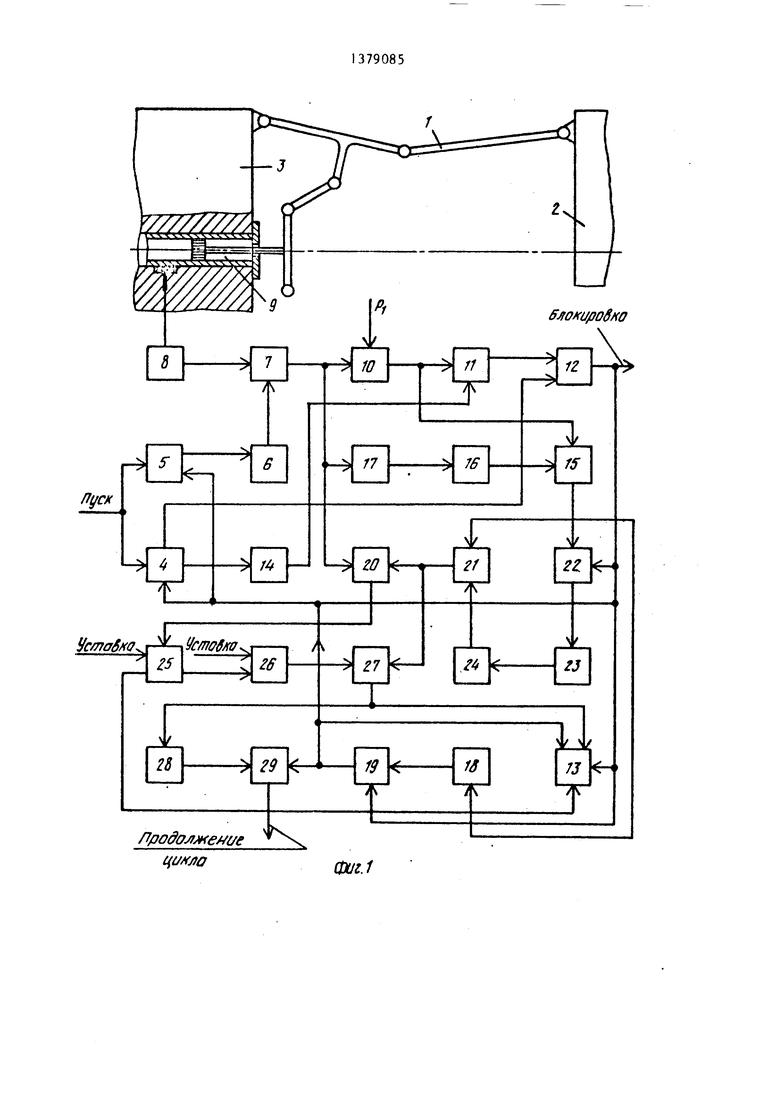
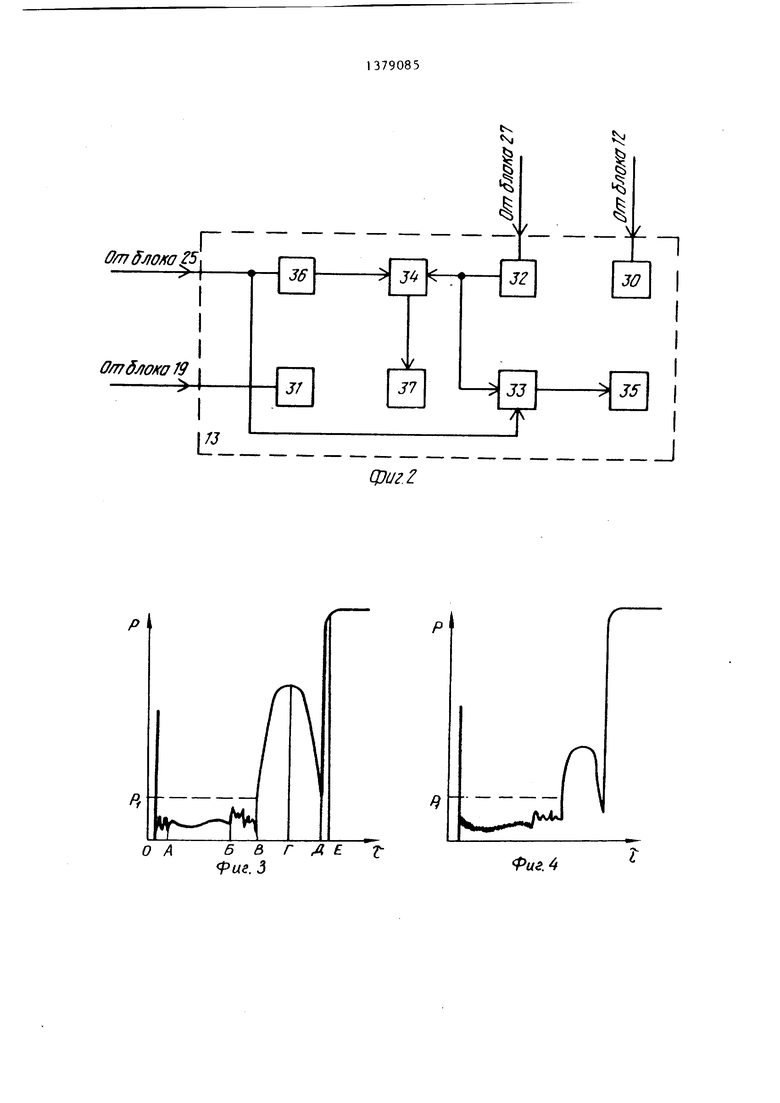
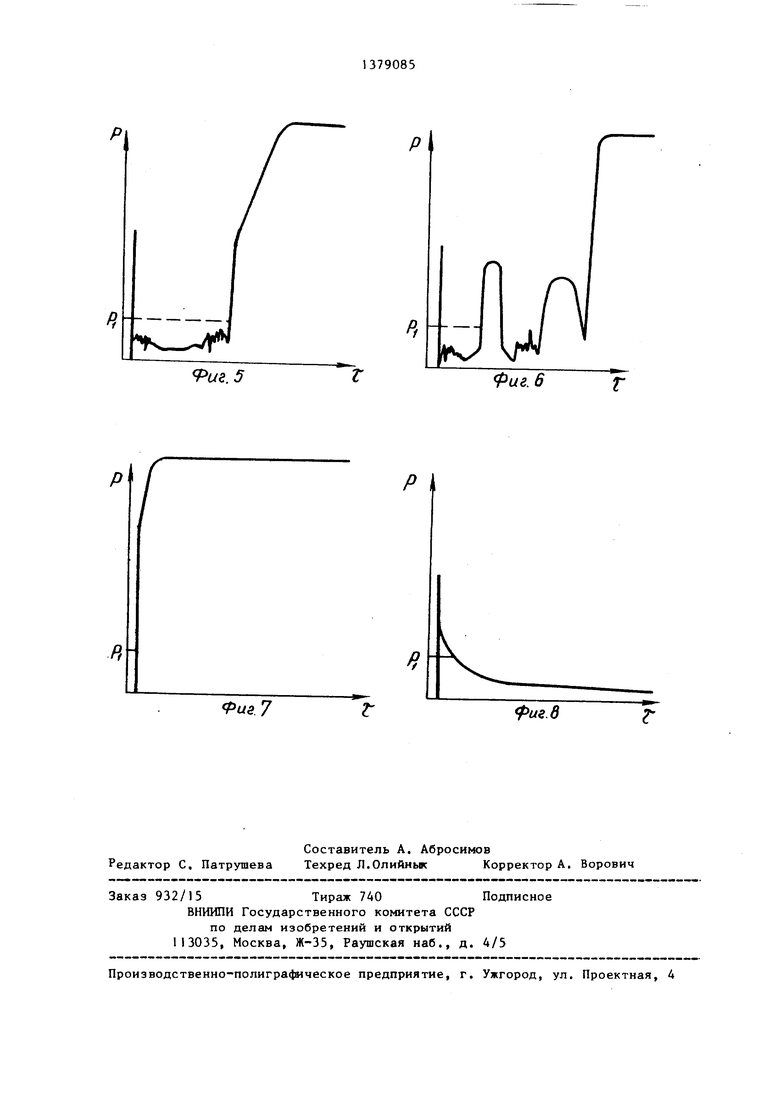
На фиг. 1 приведена блок-схема устройства контроля усилия запирания пресс-формы; на фиг. 2 - блок- схема блока указания; на фиг. 3 - 8 - характерные кривые изменения давления масла в гидравлическом цилиндре при закрывании пресс-формы (Р| - нижний предел давления запирания); на фиг. 3 - кривая, свидетельствующая о правильной работе механизма запирания (кривая получена записью на шлейфовом осциллографе).
Поведение кривой может быть интер претировано следующим образом. На начальном участке, точки 0-А, происходит нарастание давления в гидравлическом цилиндре запирания до величины, достаточной для преодоления трения покоя в поршневых кольцах и манжетах уплотнения штока. Затем шток приходит в движение и выбираются зазоры в шарнирах рычажной системы, чем, по-видимому, и объясняются колебания давления на участке точки А-Б. В момент времени (точка Б) происходит смыкание подвижной и неподвижной половин пресс-формы и выборка зазоров в местах соединения направляющих колонн машины с плитами и в пакете пресс-формы. На участке (точки В,Г.Д) происходит упругая деформация элементов машины (растяжение колонн, сжатие рычагов, изгиб подвижной и неподвижной плит) и пресс-формы (собственно запирание), причем усилие запирания в это время увеличивается от нуля (точка В) до максимально возможного при данной настройке механизма запирания (точка Д). На протяжении рассматриваемого периода давление жидкости в гидравлическом цилиндре запирания возрастает до местного пикового максимума (точка Г) и снова падает в результате изменения коэффициента усиления рычажной системы. Точки В,Г,Д соответствуют значениям от десятых долей миллиметров пути перемещения подвижной плиты при небольших усилиях запирания до 1-2 мм для усилий запирания порядка 1000- 3000 тс. Затем в результате упора
10
15
20
25
30
35
40
45
50
55
шток цилиндра останавливается и давление возрастает до максимального в гидросистеме машины (точки Д, Е).
На фиг. 4 для сравнения представлена кривая, аналогичная фиг. 3. Кривая свидетельствует о правильной работе механизма, но с меньшим усилием запирания.
Кривые (фиг. 5,6,7,8) говорят о том, что механизм запирания либо настроен неправильно фиг. 4, либо неисправен. В этом случае литейный цикл должен быть заблокирован. Кривая В получается в случае настройки механизма на недопустимо большое усилие запирания. Расстояние между подвижной и неподвижной плитами машины задается в этом случае слишком малым для полного выпрямления рычагов и при запрессовке металла усилие от давления жидкого металла в пресс-форме частично передается на шток цилиндра, в результате чего происходит отдача подвижной плиты и, как следствие, выброс металла. На кривой фиг. 6 произошло преждевременное нарастание давления до момента смыкания двух половин пресс-формы. Такая ситуация возможна при повреждении механизма запирания, например, осей шарниров, недопустимых по величине задиров, отсутствие смазки в шарнирах и т.п. Кривая фиг. 7 свидетельствует о том, что шток гидроцилиндра не пришел в движение, в результате чего уже в начале цикла работы механизма давление рабочей жидкости повысилось до максимального значения, обеспечиваемого насосами машины. Такой вариант возможен при заклинивании поршня в цилиндре, поднятии манжет, механического повреждения рычажной системы. Наконец, по кривой фиг. 8 можно сделать вывод о неисправности гидравлической части машины (не срабатывает электромагнитный клапан, нарушена герметичность системы и т.п.).
Шарнирно-рычажный механизм 1 (фиг. 1) шарнирно соединен с подвижной и упорной плитами 2 и 3 машины литья под давлением (на фиг. 1 условно не показана нижняя, симметрично расположенная группа рычагов). Под позицией 4 изображен таймер. Выход первого блока 5 памяти через
3
первый блок 6 задержки соединен с первым ключом 7, Датчик 8 давления масла в гидравлическом цилиндре 9 запирания соединен через первый ключ 7 с блоком 10 сравнения, выхо которого через первый блок И 11 содинен с блоком ИЛИ 12. Шток поршня гидравлического цилиндра 9 запирания шарнирно соединен с шарнирно-р чажным механизмом I. Выход блока ИЛИ 12 соединен со входом блока 13 указания. Таймер 4 через первый бл НЕ 14 соединен с вторым входом первого блока И 11. Блок 10 сравнения подключен к второму блоку И 15, втрой вход которого подключен через блок 16 сигнализации и первый дифференциатор 17 на первый ключ 7. Вход второго блока И 15 соединен через второй дифференциатор 18 со сччиком 19. Выход счетчика 19 соединен со схемами сброса таймера 4, первого блока 5 памяти, выходом блка ИЛИ 12 и входом блока 13 указания. Выход блока ИЛИ 12 соединен также со схемой сброса счетчика 19 Выход первого ключа 7 соединен с входом второго блока 20 памяти. Выход второго блока И 15 подсоединен ко второму блоку 20 памяти через третий блок И 21 и непосредствено к третьему блоку 22 памяти, выход последнего связан через второй блок 23 задержки, второй блок НЕ 24 с вторым входом блока И 21. Выход второго блока И 21. Выход второго блока 20 памяти соединен через первый сумматор 25, второй сумматор 26 с вторым ключом 27, который также связан с выходом тртьего блока И 21. Выход первого сумматора 25 соединен с входом блока 13 указания. Выход ключа 27 связан через третий блок 28 задержки с четвертым блоком И 29 и непосредственно с входом блока 13 указания. Выход счетчика 19 соединен со схемами сброса третьего блока 22 памяти и вторым входом четвертого блока И 29
Блок 13 указания содержит (фиг. первое сигнальное табло 30 Блокировка, второе сигнальное табло 31 Закрыто, элемент НЕ 32, соединенный с элементами И 33 и 34. Второй вход элемента И 33 соединен с сумматором 25, а выход - с третьим сигнальным табло 35 Меньше. Второй вход элемента И 34 соединен с
10
15
20
25
30
35
40
45
50
5
элементом НЕ 36, а выход - с четвертым сигнальным табло 37 Больше.
В качестве датчика давления используют например, Сапфир-22ДИ, блоков сравнения, сигнализации, сумматоров и дифференциаторов - блоки АКЭСР, блоков И, НЕ, ИЛИ, памяти, задержки, ключей, таймера и счетчика - стандартные блоки вычислительной техники.
Устройство работает следуюпшм образом.
UfSti повышении давления рабочего тела гидросистемы в левой полости цилиндра происходит перемещение вправо поршня со штоком, в результате чего с помощью шарнирно-рычажного механизма 1 удаляется подвижная плита 2 машины с укрепленной на ней подвижной половиной пресс-формы (не показана) от упорной плиты 3 машины. При этом подвижная половина пресс- формы смыкается с неподвижной с определенным усилием запирания. Сигнал на запирание пресс-формы Пуск, поступающий, например, от электромеханической кнопки, включает таймер 4 и первый блок 5 памяти и через первый блок 6 задержки поступает на первый ключ 7. Время задержки устанавливается больше времени переходного процесса по преодолению трения покоя в поршневых кольцах и манжетах. Первый ключ 7 открывается и сигнал от датчика 8 о давлении масла в гидравлическом цилиндре 9 запирания поступает на блок 10 сравнения, на который в виде уставки поступает сигнал о нижнем пределе давления запирания (Р, ). Если давление масла выше уставки, что возможно, если шток гидравлического цилиндра запирания не пришел в движение (фиг. 7) или произошло преж- преждеврец4енное нарастание давления (фиг. 6), то на выходе блока 10 появляется единичный сигнал, который, проходят через первый блок И 1I и блок ИЛИ 12, блокирует цикл машины литья под давлением, сигнализируя о ее неисправности. Одновременно этот же сигнал сбрасывает таймер 4, блок 5 памяти и поступает на вход блока 13 указания. Если давление масла ниже уставки, то на вход блока ИЛИ 12 поступает нулевой сигнал. По истечении времени, соответствующего минимальной продолжительности запирания пресс-формы, с первого выхода таймера 4 поступает единичный сигнал, который инвертируется в первом блоке НЕ 1Д и запирает первый блок И 11, т.е. в дальнейшем при появлении единичного сигнала с выхода блока 10 сравнения блокировка цикла машины не происходит. Единичный сигнал с выхода блока 10 сравнения поступает на вход второго блока И 15. На блок 16 сигнализации подается выходной сигнал с первого дифференциатора 17, на вход которог поступает сигнал, пропорциональный давлению. На входе блока сигнализации появляется единичный сигнал при наступлении условия dp/dt 0 (фиг. 3, точка 4). Информация с выхода блока 16 сигнализации поступает на второй вход второго блока И 15, на выходе которого также появляется единичный сигнал. Напряжение с выхода второго блока И 15 проходит через второй дифференциатор 18, на котором формируется импульсный сигнал на счетчик 19 импульсов. При поступлении на счетчик 19 трех импульсов (фиг. 3, точка 4,5 и 6) на выходе счетчика 19 появляется единичный сигнал, свидетельствующий о нормальном прохождении процесса закрывания пресс-формы. Этот сигнал поступает на вход блока 13 указания и сбрасывает таймер 4 и блок 5 памяти. При отсутствии сигнала с выхода счетчика в течение времени, соответствующего максимальной продолжительности запирания пресс-формы, что свидетельствует о неисправности гидравлической части машины (фиг. 8) или неправильной ее настройке (фиг. 5), срабатывает таймер 4 и с его второг выхода поступает сигнал о несрабатывании механизма запирания пресс- формы, который поступает через блок ИЛИ 12 на вход блока 13 указания, в схему таймера 4, блока 5 памяти и н блокировку цикла машины. При поступлении сигнала на вход блока 13 указания зажигается первое сигнальное 30 табло Блокировка, а при поступлении его на второй вход - второе сигнальное табло 31 Закрыто. Сигнал о давлении масла в гидравлическом цилиндре 9 запирания поступает с первого ключа 7 на второй блок 20 памяти. Сигнал разрешения записи в
5
0
блок 20 памяти формируется в третьем блоке И 21. При поступлении . единичного сигнала с второго блока И 15 на первый вход третьего блока И 21, т.е. пои достижении давления масла экстремального значения этот сигнал одновременно поступает и на второй блок 22 памяти, где запомина-
ется и подается через второй блок 23 задержки на вход второго блока НЕ 24. Сигнал с выхода блока НЕ 24 поступает на второй вход третьего блока И 21. При первом достижении давления масла экстремального значения на первый вход третьего блока И 21 поступает единичное напряжение. Такое же напряжение поступает и на второй вход блока И 21. Далее единичное налряжение с блока 22 памяти задерживается во втором блоке 23 задержки и инвертируется во втором блоке НЕ 24. Третий блок И 21 запирается. Последующие экстремумы
5 давления масла не формируют сигнала разрешения записи во второй блок 20 памяти. Экстремальное давление масла в гидравлическом цилиндре запирания алгебраически суммируется с номинальным значением в первом сумматоре 25 и результирующий сигнал поступает со значимого выхода на второй сумматор 26, где сравнивается с допустимым значением отклонения давления запирания от номинального значения. При нахождении разности в допуске со знакового выхода второго сумматора 26 на вход блока 13 указания через ключ 27 поступает единичное напряжение, а при выходе из допуска - нулевое напряжение. Ключ открывается в момент срабатывания третьего блока И 21. Напряжение со знакового выхода второго сумматора 26 также поступает через ключ 27 и третий блок 28 задержки в блок И 29, второй вход которого связан с выходом счетчика 19. При появлении единичного напряжения с выхода четвертого блока И 29 подается сигнал
0 на продолжение цикла машины. При поступлении единичного сигнала в блок 13 указания от блока ИЛИ 12 срабатывает первое сигнальное табло 30 Блокировка, при поступлении
5 единичного сигнала от счетчика 19 срабатывает второе сигнальное табло 31 Закрыто. При поступлении единичного сигнала от ключа 27 это1
0
5
0
5
сигцал инвертируется в элементе НЕ 32 и запирает элементы И 33 и 34 Нулевой сигнал с ключа 27, свидетельствующий о чрезмерно высоком или низком усилии запирания, инвертируясь в элементе НЕ 32, подготавливает к срабатыванию элементы И 33 и 34. При появлении единичного сигнала на знаковом выходе первого сумматора 25, т.е. при значении давления масла в гидравлическом цилиндре запирания ниже установки, срабатывает элемент И 33 и включает третье сигнальное табло 35 Меньше. При поступлении нулевого сигнала со знакового выхода первого сумматора 25 этот сигнал инвертируется во втором элементе НЕ 36 и включает элемент И 34, который подает сигнал на включение четвертого сигнального табло 37 Больше. Одновременно со сбросом таймера 4 и блока 5 памяти напряжение сброса поступает также на третий блок 22 памяти и счетчик 19.
Таким образом, предлагаемое устройство осуществляет контроль усилия запирания пресс-формы в мапшне литья под давлением с более высокой надежностью, так как этот сигнал формируется только при запертой пресс-форме,
Использование устройства контроля усилия запирания пресс-формы в машине литья под давлением позволяет исключить выплески металла при прессовании. Это позволяет увеличить выход годного на 0,3%, увеличить производительность машины на 0,5%.
Формула изобретения
Устройство для контроля усилия запирания пресс-формы в машине литья под давлением, содержащее шарнирно- рычажный механизм, соединенный с подвижной и упорной плитами машины и со штоком поршня гидравлического ци0
5
0
5
0
5
0
5
линдра запирания, датчик давления, блок сравнения, таймер и счетчик, отличающееся тем, чч-о, с целью повьшения надежности контроля, оно снабжено тремя блоками памяти, тремя блоками задержки, двумя сумматорами, двумя дифференциаторами, четырьмя блоками И, двумя блоками НЕ, двумя ключами блока ИЛИ, блоком сигнализации и блоком указания, причем выход датчика давления соединен с блоком сравнения через первый ключ, вход которого подсоединен через первый блок задержки к первому блоку памяти, выход блока сравнения соединен с первым входом первого блока И, второй вход которого соединен с таймером через первый блок НЕ, а выход через блок ИЛИ, к которому также подсоединен таймер с блоком указания, выход блока сравнения соединен с первым входом второго блока И, второй вход которого подсоединен через блок сигнализации и первый дифференциатор к выходу первого ключа, который также подсоединен к второму блоку памяти, выход второго блока И соединен непосредственно с первым входом третьего блока И и вторый дифференциатором, а через третий блок памяти, второй блок задержки и второй блок НЕ - с вторым входом третьего блока И, выход третьего блока И соединен непосредственно и через второй блок памяти, первый и BTOpoii сумматоры с вторым ключом, выход счетчика соединен с блоком указания, выход второго ключа соединен с блоком указания и через третий блок задержки с первым входом четвертого блока И, второй вход которого сослннен через счетчик С вюрым дифференциатором, выход счетчика соединен с выходом блока ИЛИ, входами сброса таймера, первого и третьего блоков памяти, а также с входом блока указания, выход блока ИЛИ соединен с входом счетчика.
W77/7
,
ff OffUflOSxO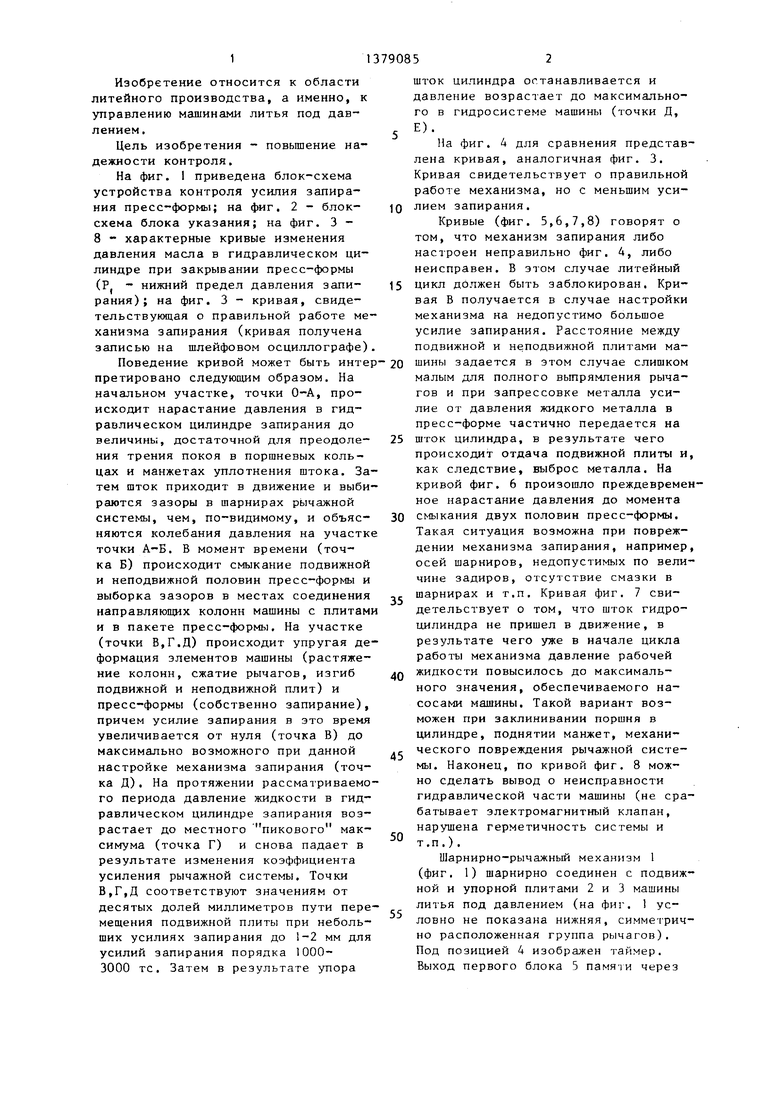
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство определения момента раскрытия пресс-формы машины литья под давлением | 1990 |
|
SU1741963A1 |
| Система управления машиной литья под давлением | 1989 |
|
SU1650340A1 |
| Устройство регулирования скорости пресс-поршня машины литья под давлением | 1988 |
|
SU1526900A1 |
| Устройство для регулирования нагрузки на несущих колоннах машины литья под давлением | 1988 |
|
SU1533829A2 |
| Устройство управления конверторной плавкой | 1988 |
|
SU1539211A1 |
| Устройство для регулирования нагрузки на несущих колоннах машины литья под давлением | 1987 |
|
SU1405956A1 |
| Устройство измерения и коррекции дозы металла в машине литья под давлением | 1987 |
|
SU1507535A2 |
| Адаптивное регулирующее устройство | 1982 |
|
SU1064271A1 |
| Адаптивная система регулирования процесса контроля | 1985 |
|
SU1278808A1 |
| Устройство для приготовления газовых смесей | 1988 |
|
SU1615610A1 |
Изобретение относится к области литейного производства, а именно к управлению машинами литья под давлением, и предназначено для контроля усилия запирания пресс-форм в малине литья под давлением. Цель изобретения - повьпвение надежности контроля. В основу технического решения полоя ен косвенный контроль усилия запирания по величине давления масла в гидравлическом цилиндра запирания. Идентификация характерных участков на кривой изменения давления масла в гидравлическом цилиндре запирания позволяет однозначно интерпретировать правильную настройку механизма запирания. Усилие запирания контролируется только при закрытой пресс-форме. Распознавание динамики изменения давления масла в гидравлическом цилиндре запирания с помощью блоков и связей между ними позволяет осуществлять контроль усилия запирания пресс-формы в машине литья под давлением. 8 ил. (Л
/
V
ycffjaS/ o
Устб/т.
i
Z6
Продолжение X
цимоф 1
r7
fZ
76
f
2f
r
/
/J
s/
19
/J
i
/T
О 5лола 5
Г
О/пд/1о/(а79
I
J/
L i;I
p, -- -
0 A
Б в г A E
us. 5
i
I
I
П
/
J7
JJ
J5
CPU г. г
PusA
иг.5
us7
.6
иг.в
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
