1
(21)4364 59/27-27
(22)05.11.87
(46) 15.09.89. Бюл. № 34
(71)Горловское проектно-конструк- торское технологическое бюро
(72)В.Л.Толоцкий
(53)621.791.92(088.8)
(56)Клименко Ю.В. Электроконтактная наплавка. М.: Металлургия, 1978,
с. 104, рис. 71.
(54)УСТРОЙСТВО ДЛЯ НАПЛАВКИ ШАТУННЫХ ШЕЕК КОЛЕНЧАТЫХ ВАЛОВ
(57)Изобретение относится к наплавочной технике и может быть использовано при восстановлении изношенных шатунных шеек коленчатых валов методом электроконтактной наагтавки. Цель изобретения - повышение удобства управления устройством и экономия дорогостоящей бронзы. Устройство содержит наплавочную головку, которая закреплена на основании каретки. Наплавочная головка включает узлы подвески с установленными на них наплавляющим и контактным роликами, а
Изобретение относится к наплавочной технике и может быть использовано при восстановлении изношенных шатунных шеек коленчатых валов способом электроконтактной наплавки
Целью изобретения является повышение удобства управления устройством при наплавке коленчатых валов и экономия металла.
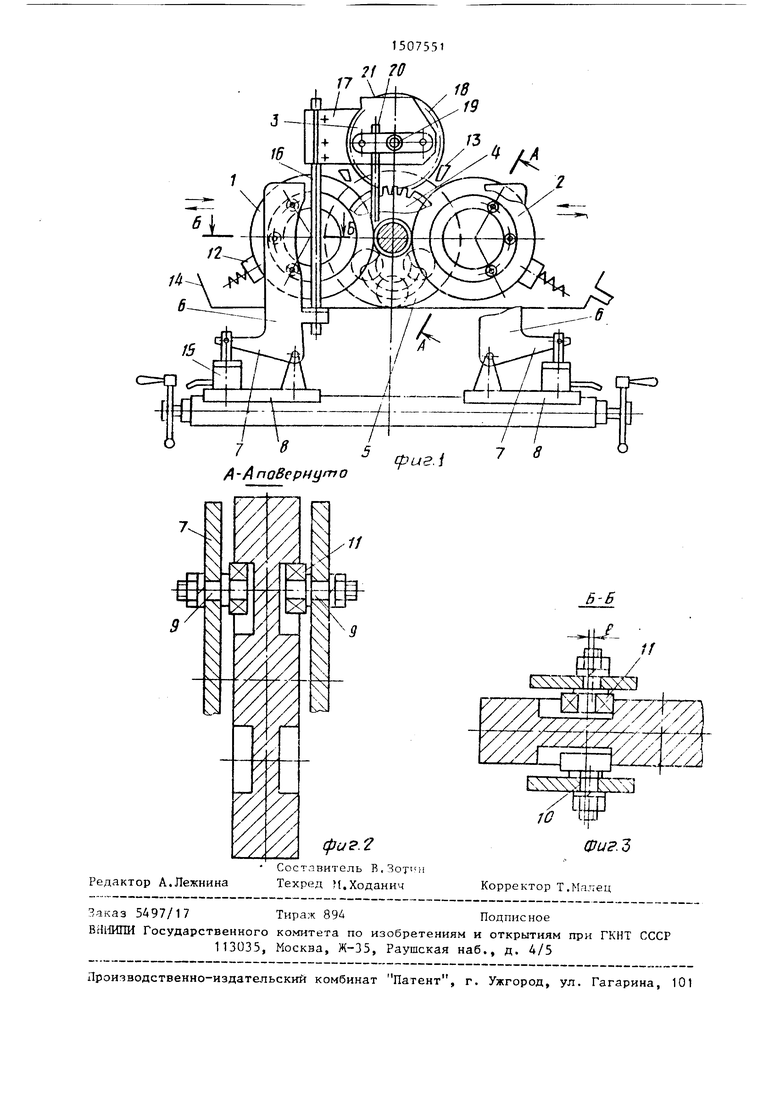
На фиг. 1 представлена схема предлагаемого устройства;на фиг. 2 также корректор, шестерни привода корректора, центросмесители. Узел подвески ролика выполнен в виде кронштейна. Кронштейн установлен шарнир- но на основании каретки и содержит две щеки с отверстиями. В отверстиях щек размещены оси. Узлы подвески дополнительно снабжены подшипниками. Подшипники установлены на осях. Каждый ролик размещен между щеками кронштейнов и выполнен с кольцевыми выточками на торцах. Кольцевые выточки образуют своими цилиндрическими поверхностями беговые дорожки для подшипников. Шейки одной из осей каждой щеки кронштейна выполнены эксцентрич- .ными относительно оси. При такой конструкции узла подвески более половины роликов остается свободной и при наплавке может вводиться в зону, ограниченную противовесами коленчатого вала. При этом диаметр роликов значительно уменьшен, тем самым освобождается зона обслуживания устройства и достигается экономия дорогостоящей бронзы, из которой вьтол- нены ролики. 3 ил.
разрез А-А на фиг. 1; на фиг.З - разрез Б-Б на фиг. 1.
Устройство состоит из наплавляющего 1 и контактного 2 роликов, корректора 3, шестерни 4 привода корректора, Центросмесителей 3 и узлов 6 подвески роликов.
Узел подвески содержит кронштейн
7,шарнирно соединенный с основанием
8.На осях 9 и 10, закрепленных в щеках кронштейна, установлены подтипi
kn
ел
о
«
сл сд
НИКИ 11, размещенные в кольцевых выточках роликов. В каждой кольцевой выточке размещены три подшипника, дв из них прижимаются к наружной поверх ности выточки, третий - к внутренней причем последний установлен на оси 10, имеющей эксцентриситет е, позволяющий устранять зазор между подшипниками и сторонами выточки. подвода энергии к роликам предназначены щеки 12. Охлаждение производится путем подачи жидкости через наконечники 13 на ролики и окунанием роликов в жидкость, стекающую в ванну 1А,
Поджим роликов к наплавляющей шейке ос тцествляется с помощью цилиндров 1 5,
Корректор 3 состоит из стойки 16, закрепленной на с ппом из кронштейнов 7 кронштейна 7, шестерни 18. винтовой оси 19 и напранляющей втулки 20,
Шестерня 18 установлена на винтовой оси 19 и при своем вращении заставляет перемещаться ось 19 в продольном направлении, сама оставаясь неподвижной. Вместе с осью 19 перемещается направляющая втулка 20, через котор то по:;и.тся присг1дочная проволока 21. И ( тория 4 привода корректора кр(пи1ч.я наплавкой на соседнюю шейк напл;) нляемого коленчатого вала, pai. п(.11:,«:; -нную соосно с наплавляемой шг-пюГ, и находится в постоянном а; еп.чении с шестерней 18.
Коленчатый нл.п устанавливается в центросмесптелкх 5. Ролики 1 и 2 вводятся в зону, ограниченную противовесами коленчагого папа. Haплaвr ная проволока 21 кс рректора 3 гпэдает ся между иаплаплм)чг-5м роликом 1 н шейкой колр члтогг1 пала и с помош е.И шестерни 4 iipnBiin f корректора в процессе нап- тавкч г1Г р ;чР цает1 Я С1 гпо; и- тельно поляк-- i;, .- С тогьтгельнг.,
относительно наплавляемой ч.;- и к..- ленчатого нала
За счет изменения конструкции узла подвески ролика, т.е. устаиоьни роликов, более половины их остается свободной и при наплавке может вьо- диться р зону, ограниченну nporijBo- ;1есйми коленчатого вала. При том диаметр г.пликов значительно yMCHbJjeH, в результате освобождается зона обслуживания устройства, повышается удобство управления устрстстпом и достигается экономия дорпростошцей бронзы, из которой выполнены ролики.
Например, для наплавки коленчатых валов автомобиля ГЛЗ-53А диаметр роликов может быть снижен до 00-250 мм (по сравнению с 400 мм в прототипе).
Ф о р м у л а
и
б р е т е н и я
Устройство для паплавкн шатунных шеек коленчатых валов, содержащее наплавочную головку, закрепленную на основании каретки, включаю1цую узлы подвески с установленными на них направляющими и контактным роликам, а также корректор, шестерни приг-юда корректора и центросмесители, о т - ч и ч а ю Ц е е с я тем, что, с целью 1товь шения удобства упраштения
устройством и 3KOHONnin ЛО ЮГОСТОЯщей бронзы, каждый хзсл подвески вы- гк)Л1(:н II виде кронштейна, устлнпвлсн- пого шарнирно на основании каретки и состоящего и двух щек с отв( ми, размещенных в отверстиях щек , шейки одной из которых Hhi эксг;ентричными относительно оси, и подшипников, установленн DC иа осях, ;три этом каждый ролик выполнен с кольцевыми выточками на торцпх п. рат- между щеками кронштейног с о 15-1ожностью взаимС Д.ействия )) o -ipi: г г;... гпиг,н ;ками .
f
А-АпоВернугпо
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ | 1972 |
|
SU419335A1 |
| УСТРОЙСТВО для ВОССТАНОВЛЕНИЯ и УПРОЧНЕНИЯ ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЕЙ | 1973 |
|
SU383572A1 |
| Установка для наплавки | 1973 |
|
SU488666A1 |
| УСТРОЙСТВО ДЛЯ НАПЛАВКИ КОЛЕНЧАТОГО ВАЛА | 1972 |
|
SU424678A1 |
| Устройство для сварки с колебаниями электрода | 1979 |
|
SU891285A1 |
| Установка для нанесения покрытия на изделия формы тел вращения | 1983 |
|
SU1126331A1 |
| Способ восстановления коленчатого вала | 1990 |
|
SU1754361A1 |
| Центросместитель для обработки шеек коленчатых валов | 1972 |
|
SU455813A1 |
| Способ правки коленчатых валов | 1989 |
|
SU1632558A1 |
| Устройство для электроконтактной наплавки наружных цилиндрических поверхностей | 1990 |
|
SU1756065A1 |
Изобретение относится к наплавочной технике и может быть использовано при восстановлении изношенных шатунных шеек коленчатых валов методом электроконтактной наплавки. Цель изобретения - повышение удобства управления устройством и экономия дорогостоящей бронзы. Устройство содержит наплавочную головку, которая закреплена на основании каретки. Наплавочная головка включает узлы подвески с установленными на них наплавляющим и контактным роликами, а также корректор, шестерни привода корректора, центросместители. Узел подвески ролика выполнен в виде кронштейна. Кронштейн установлен шарнирно на основании каретки и содержит две щеки с отверстиями. В отверстиях щек размещены оси. Узлы подвески дополнительно снабжены подшипниками. Подшипники установлены на осях. Каждый ролик размещен между щеками кронштейнов и выполнен с кольцевыми выточками на торцах. Кольцевые выточки образуют своими цилиндрическими поверхностями беговые дорожки для подшипников. Шейки одной из осей каждой щеки кронштейна выполнены эксцентричными относительно оси. При такой конструкции узла подвески более половины ролика остается свободной и при наплавке может вводиться в зону, ограниченную противовесами коленчатого вала. При этом диаметр роликов значительно уменьшен, тем самым освобождается зона обслуживания устройства и достигается экономия дорогостоящей бронзы из которой выполнены ролики. 3 ил.
фа 2.2
Состлвитель В.Зотин Редактор А.Лежнина Техред П.Ходанич Корректор Т.Малец
Заказ 5А97/17Тираж 89ДПодписное
ВИНИЛИ Государственного комитета по изобретениям и открытиям при ГКНТ СССР 113035, Москва, Ж-35, Раушская наб., д. 4/5
Б-В
Фиг.Ъ
