1
Изобретение относится к устройствам для наплавки, в частности для восстановления наплавкой в среде защитных газов изношенных поверхностей коренных и шатунных шеек коленчатых валов.
Известно устройство для наплавки коленчатого вала, содержаш,ее наплавочную головку с механизмом подачи проволоки и мундштуком, установленную на основании с возможностью продольного перемеш;ения, и механизм поворота головки в плоскости ее перемеш,ения.
Предложенное устройство отличается от известного тем, что механизм поворота головки выполнен в виде размещенного на основании поворотного кронштейна, шарнирно связанного с поворотным рычагом, имеющим паз, взаимодействующий с расположенным на основании и жестко закрепленным на нем штырем, причем ось шарнира поворотного рычага и ось поворотного кронштейна параллельны между собой и лежат в плоскости, перпендикулярной направлению перемешения головки. Это обеспечивает наклон мундштука и поддерживает заданный вылет электрода при наплавке галтелей и шеек коленчатого вала.
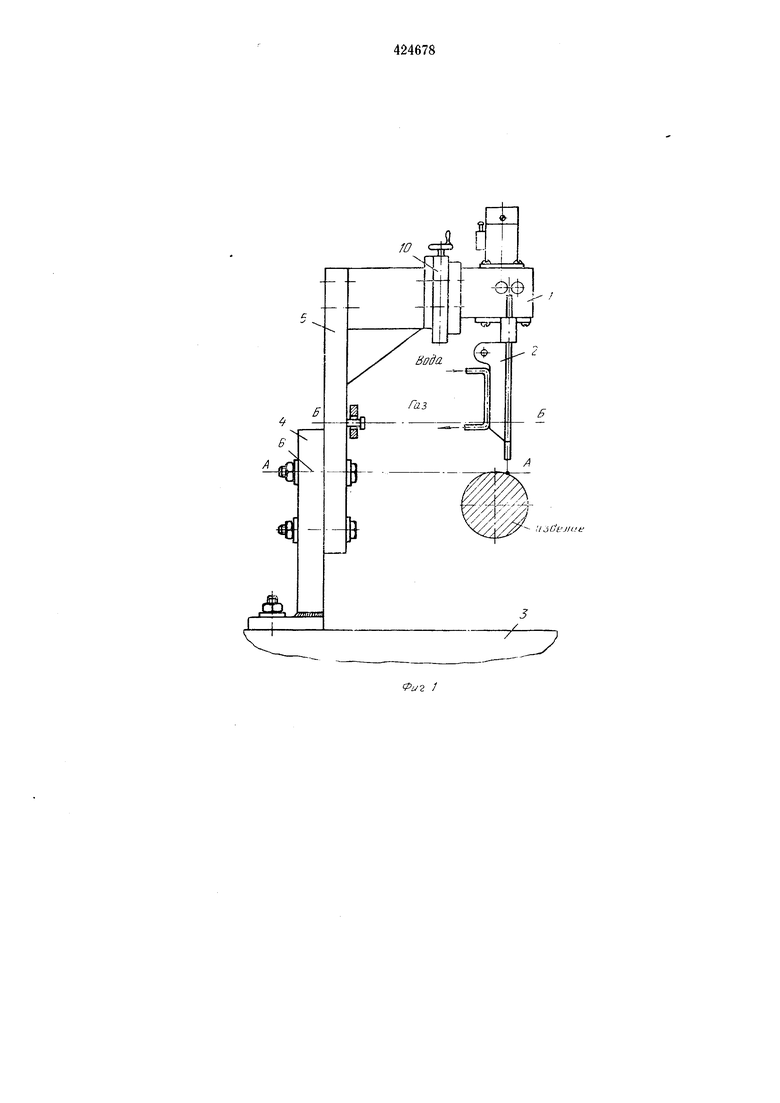
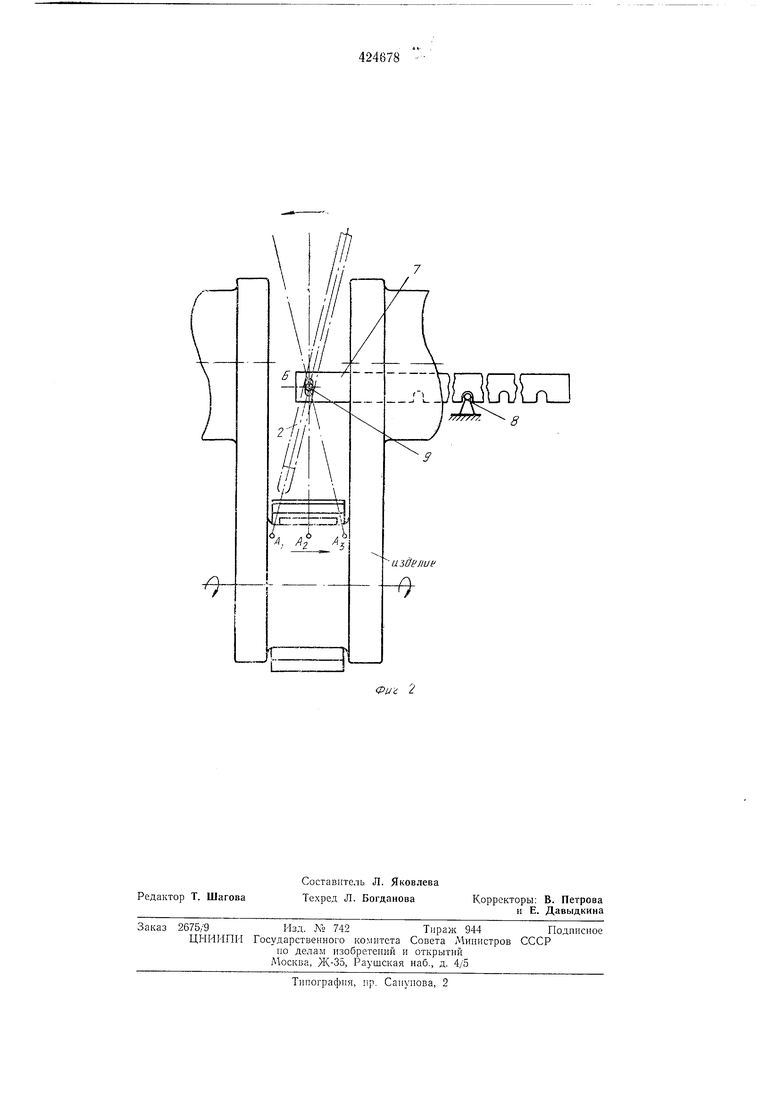
На фиг. 1 изображено предложенное устройство, общий вид; на фиг. 2 - вид сбоку на изделие и поворотный рычаг.
Головка содержит проволокоподающий механизм 1 (см. фиг. 1) и токоподводящий мундштук 2. Проволокоподающий механизм 1 крепится на суппорте 3 поперечной подачи токарного станка при помощи неподвижной опоры 4 и подвилчного кропштейна 5, который может наклоняться вместе с механизмом н мундштуком 2 в плоскости продольной подачи, враьчаясь вокруг пеподвижного болта 6, ось которого проходит через точку А горения дуги на изделии. Подвижный кропштейн 5 связан поворотным рычагом 7 со стапипой токарного станка через жестко закрепленный на станине штырь 8 п болт П1арнира 9, закрепленный на кронштейне 5 в точке Б. Проволокоподающий механизм 1 соединен с кронштейном 5 через подвижные направляющие 10, обеспечивающпе подстроечпые перемещения токоподводящего мундштука п электрода по вертикалп. Токоподводящий мундппук 2 оканчивается смеппым пaкoнeчппкo i с впутренним отверстием, соответствующим диаметру электродной проволоки.
Изделие (коленчатый вал) устанавливается и закрепляется в приспособление, смонтированное на токарном станке и обеспечивающее вращение коленчатого вала вокруг оси наплавляемой шейки со скоростью 5-7 об/мин. Головка при номоши суппорта 3 поперечпой подачи устанавливается в исходное положеиие (см. фиг. 1). При этом ось электрода смещается на 10-15 мм от оси шейки против вращения, обеснечивая наплавку на «спуск. С помощью подвижной направляющей 10 устанавливается заданный вылет электродной проволоки (15-20 мм). Поворотный рычаг 7 одним из пазов (см. фиг. 2) вводится в зацепление со штырем 8, при этом электрод наклоняется в нравое крайнее положение, необходимое для наплавки начальной галтелиточки А (см. фиг. 2). Затем носледовательно включаются подача защитного газа, источник питания дуги, привод вращения изделия и механизм подачи нроволоки. Возбу кдается дуга, начинается пронесс наплавки. Спустя /4 часть оборота после начала наплавки включается продольная подача суппорта токарного станка (скорость подачи 2- 3 об/мин). При включении продольной подачи ось поворота наклона головки начнет неремещаться внраво (см. фиг. 2) из точки AI в точку А2 и из точки АЗ в точку АЗ, при этом токонодводящий мундштук 2, а вместе с ним и электрод будут поворачиваться влево вокруг точки Б, связанной поворотным рычагом 7 со станиной ста1п а и поэтому неподвижной относительно нзделия. К концу наплавки шейки электрод зай.мет крайнее левое положение (см. точку АЗ на фнг. 2), необходимое нри наплавке конечной галтелн.
После занятия электродом крайнего левого положения продольная подача выключается, но наплавка галтели нродолжается в течение /4 оборота. После прекращения наплавки, новоротный рычаг 7 выводится из зацепления со штырем 8, головка при помощи суппорта 3 отводится от изделия и перемещается вдоль коленчатого вала к очередной шейке. Вместе с головкой перемещается и поворотный рычаг 7. Таким образом в зацепление со штырем 8 при нанлавке следующей шейки будет входить другой паз рычага 7 (см. фиг. 2). Количество назов на рычаге 7 соответствует числу наплавляемых шеек, а расстояние между ними равно расстоянию между шейками по длине коленчатого вала. Предложенное расположение оси новорота головки (точка А) и шарнира поворотного рычага (точка Б) относительно изделия обеспечивает неизменную величину вылета электродной проволоки
нри максимально возможном наклоне электрода относительно изделия в процессе наплавки. Токоподводящий мундштук 2 имеет прямолинейный канал для нодачи электродной проволоки, длина которого незначительна. Это существенно снижает сопротивление, возникающее при движении нроволоки но каналу мундштука, и исключает ироскальзывание в подающих роликах, благодаря чему стабильность скорости нодачи электрода возрастает. Неизменный вылет электродной проволоки и ее равномерная подача с постоянной скоростью обеспечивают высокую стабильность режима наплавки. Панлавка ведется в смеси
защитных газов (нанример: Аг - 70ч-80% + + СО2 - 20-ьЗО%) и позволяет получать нанлавленный металл без нор, раковин и других дефектов, не допустимых на новерхности носле окончательной шлифовки.
Предмет изобретен и я
1.Устройство для ианлавки коленчатого вала, содержащее наплавочную головку с механизмом подачи проволоки и мундштуко.м, установленную на основании с возможностью нродольного неремещения, и механиз.м новорота головки в плоскости ее перемещения, о тли чающееся тем, что, с целью обеспечения наклона мундштука и поддержания заданного вылета электрода нри наплавке галтелей и шеек коленчатого вала, механизм поворота головки выполпен в виде размещенного на основании поворотного кронштейна,
шарнирно связанного с поворотным рычагом, имеющим наз, взаимодействующий с расположенным на основании и жестко закрепленным на нем штырем, причем ось ншрнира иоворотного рычага и ось поворотного кронштейна параллельны между собой и лежат в плоскости, перпендикулярной направлению неремещения головки.
2.Устройство но н. 1, отличающееся тем, что, с целью обеспечения возможности
наплавки шатунных и коренных шеек коленчатого вала, на поворотном рычаге выполнены пазы, количество которых соответствует числу наплавляемых шеек, а расстояние между пазами равно расстоянию между шейками
по длине коленчатого вала.
:i itJi.
jnCaJLTL
о