W 7, f5 1
г
3)1, 7ff«272/
9/J
/ /1 Л
////// / 5 23
СП
о
СП
Од
Изобретение относится к устройствам для односторонней отделки снизу плоских железобетонных изделий в горизонтальном положении на конвейерных, агрегатно-поточных и стендовых линиях предприятий по производству панелей.
Целью изобретения является повышение качества отделки.
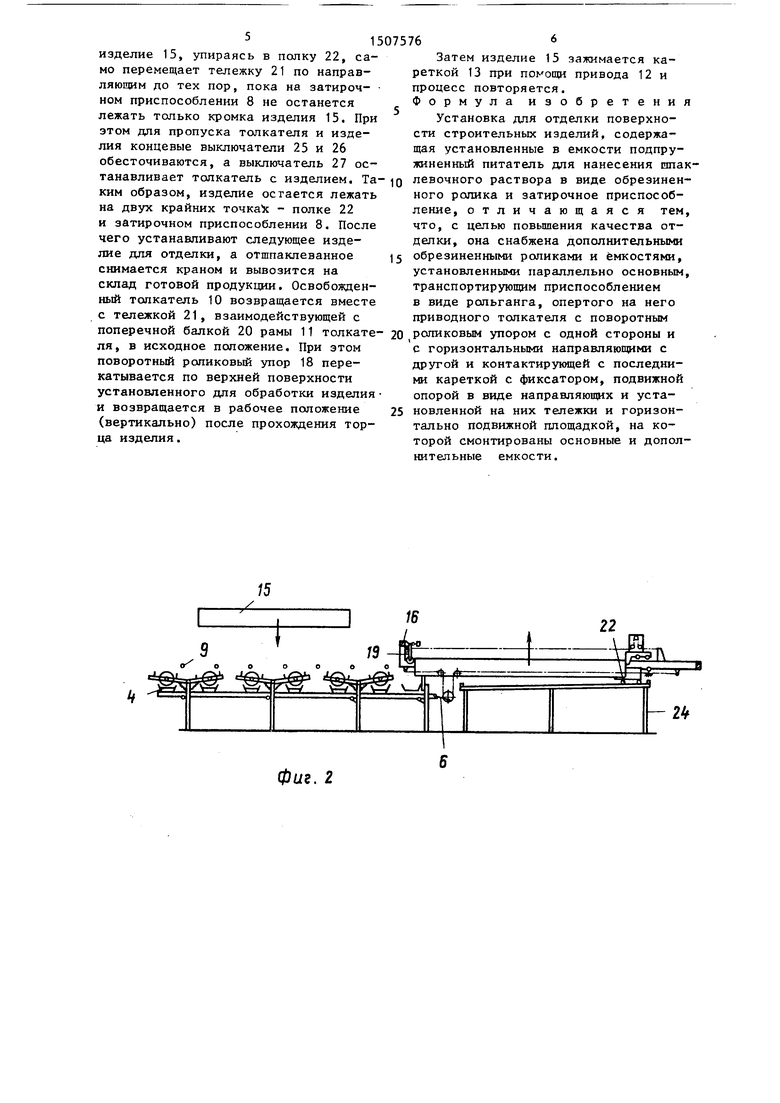
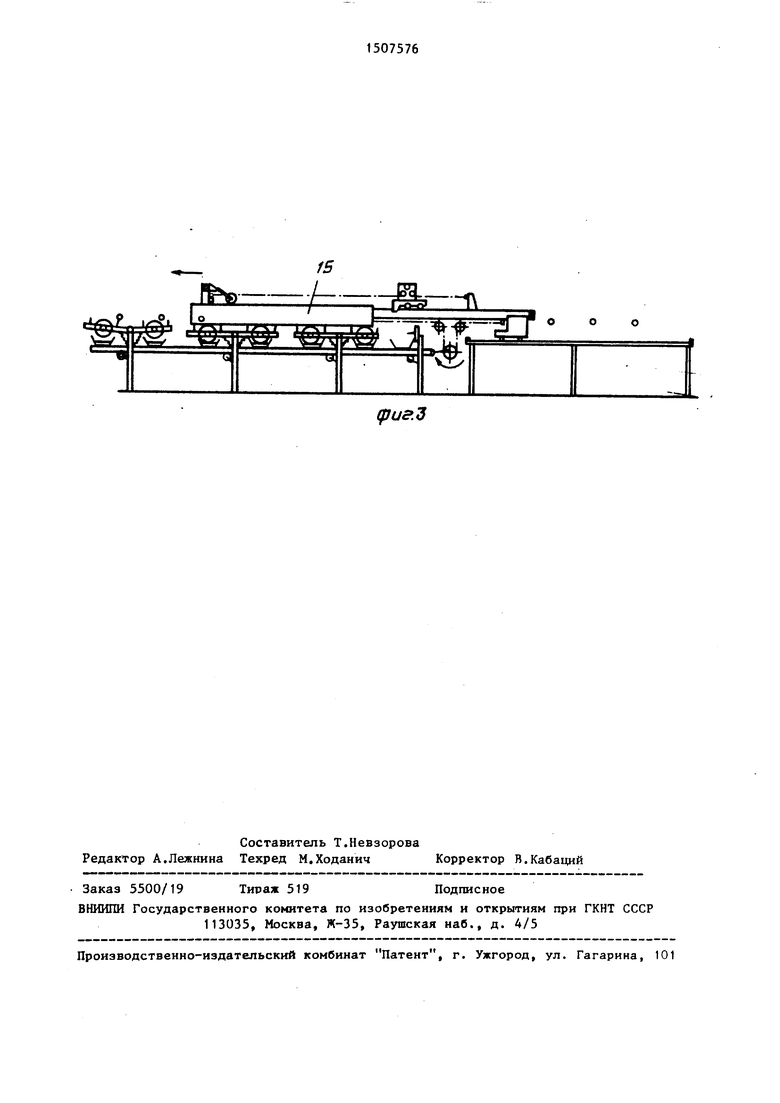
На фиг.1 показана установка в процессе отделки поверхности изделия, общий вид; на фиг.2 - то же, с перемещенным вправо изделием; на фиг.З - то же, во время перемещения толкателя влево в исходное рабочее положение.
20
25
Установка содержит установленные на раме 1 обрезиненные ролики 2, окантованные шпателями 3, выполненными, например, из резины. Ролики 2 находятся в емкостях 4, заполненных шпаклевочным раствором и установленных на подвижной площадке 5, имеющей кривошипно-шатунный привод 6 возвратно-поступательного перемещения. Над крайней емкостью 4 на стойках 7 закреплено затирочное приспособление 8, выполненное, например, зо из плотной резины. Над подвижной площадкой 5 установлено транспортирующее приспособление в виде рольганга 9 для перемещения приводного толкателя 10, вьшолненного в виде подвиж- |ной в горизонтальной плоскости рамы с направляющими 11, снабженной цепным приводом 12 с возможностью возвратно35
На подпружиненные ролики 2 укладывают краном изделие 15 поверхностью, которую необходимо шпаклевать При этом обрезиненные ролики 2 под действием силы тяжести опускаются в емкости 4 со шпаклевочной массой, выбирая возможный прогиб изделия. Затем изделие зажимают при помощи цепного привода 14 между кареткой 13 и поворотным роликовым упором 18, при этом последний находится в крайнем левом положении установки, а каретка 13 -в крайнем правом положении на раме 1. В пределах этих двух крайних положений можно установить для обработки изделие любой длины, а его ширина ограничивается длиной роликов 2„ Установка может работать в автоматическом и ручном режимах. Включают режим Шпаклевание кнопкой на пульте управления, при этом включается привод 12, соединенный с кривошипно-шатунным при водом 6. Рама 1 с изделием 15 начинает совершать возвратно-поступательные движения в пределах 1000мм, не доходя до затирочного приспособления 8. При этом обрезиненные ролики 2 вовлекаются во вращение изделием 15, захватывают шпаклевку и вдавливают в поры изделия, а шпатели 3 производят затирку и одновременно снимают излишки шпаклевочной массы обратно в емкости 4, напоступательного перемещения,который соединен с кривошипно-шатунным приво- ходящиеся на подвижной площадке 5 и
совершающие вместе с ней от привода
дом 6. На направляющих 11 установлена каретка 13 с фиксатором,имеющая цепной привод 14 для перемещения при зажиме изделия 15 любого размера, а на расположенной выше изделия
6 возвратно-поступательное движение в пределах 100 мм. Поступательное движение емкостей необходимо для увеличения площади касания роликом
LfCl- с. nci t. .. -- -..- - ,-,Л С:У ЛЛ-ч/J i .rAyi 1 IrfiL «. ГЧС&Ч СЛПП/. in rVV. il
поперечной балке 16 с помопцзЮ травер- 2 шпаклевочной массы при использосы 17 установлен поворотный роликовый упор 18. Для ограничения движения роликового упора влево на раме жестко закрепле ны ограничители 19. Другая поперечная балка 20 рамы 1 взаимодействует с тележкой 21, выполненной с полкой 22 и установленной на направляющих 23, закрепленных на стойках 24. Для облегчения скатывания тележки направляющие могут быть наклонными. Возвратно-поступательное перемещения толкателя 10 ограничивают конечные выключатели 25 и 26,
50
55
вании густой шпаклевки,а также для частичного побуждения шпаклевочной смеси. После выполнения реверсивного движения толкателем 10 привод 12 переключают кнопкой Выталкивание на полный ход и толкатель 10 протаскивает изделие 15 через затирочное приспособление 8, производящее окончательную затирку. При этом изделие заводится на полку 22 тележки 21, установленной на направляющих 23 в крайнем левом положении, и при дальнейшем движении толкателя 10
0
5
0
5
о
5
а конечный выключатель 27 ограничивает движение толкателя вправо.
Установка работает следующим образом.
На подпружиненные ролики 2 укладывают краном изделие 15 поверхностью, которую необходимо шпаклевать. При этом обрезиненные ролики 2 под действием силы тяжести опускаются в емкости 4 со шпаклевочной массой, выбирая возможный прогиб изделия. Затем изделие зажимают при помощи цепного привода 14 между кареткой 13 и поворотным роликовым упором 18, при этом последний находится в крайнем левом положении установки, а каретка 13 -в крайнем правом положении на раме 1. В пределах этих , двух крайних положений можно установить для обработки изделие любой длины, а его ширина ограничивается длиной роликов 2„ Установка может работать в автоматическом и ручном режимах. Включают режим Шпаклевание кнопкой на пульте управления, при этом включается привод 12, соединенный с кривошипно-шатунным приводом 6. Рама 1 с изделием 15 начинает совершать возвратно-поступательные движения в пределах 1000мм, не доходя до затирочного приспособления 8. При этом обрезиненные ролики 2 вовлекаются во вращение изделием 15, захватывают шпаклевку и вдавливают в поры изделия, а шпатели 3 производят затирку и одновременно снимают излишки шпаклевочной массы обратно в емкости 4, находящиеся на подвижной площадке 5 и
6 возвратно-поступательное движение в пределах 100 мм. Поступательное движение емкостей необходимо для увеличения площади касания роликом
У ЛЛ-ч/J i .rAyi 1 IrfiL «. ГЧС&Ч СЛПП/. in rVV. il
0
5
вании густой шпаклевки,а также для частичного побуждения шпаклевочной смеси. После выполнения реверсивного движения толкателем 10 привод 12 переключают кнопкой Выталкивание на полный ход и толкатель 10 протаскивает изделие 15 через затирочное приспособление 8, производящее окончательную затирку. При этом изделие заводится на полку 22 тележки 21, установленной на направляющих 23 в крайнем левом положении, и при дальнейшем движении толкателя 10
изделие 15, упираясь в полку 22, МО перемещает тележку 21 по направляющим до тех пор, пока на затироч- ном приспособлении 8 не останется лежать только кромка изделия 15, При этом дпя пропуска толкателя и изделия концевые выключатели 25 и 26 обесточиваются, а выключатель 27 останавливает толкатель с изделием. Таким образом, изделие остается лежать на двух крайних точкаКс - полке 22 и затирочном приспособлении 8. После чего устанавливают следующее изделие для отделки, а отшпаклеванное снимается краном и вывозится на склад готовой продукции. Освобожденный толкатель 10 возвращается вместе с тележкой 21, взаимодействующей с поперечной балкой 20 рамы 11 толкателя, в исходное положение. При этом поворотный ропиковый упор 18 перекатывается по верхней поверхности установленного для обработки изделия и возвращается в рабочее положение (вертикально) после прохождения торца изделия.
са10
075766
Затем изделие 15 зажимается кареткой 13 при помощи привода 12 и процесс повторяется. Формула изобретения
Установка для отделки поверхности строительных изделий, содержащая установленные в емкости подпружиненный питатель дпя нанесения шпаклевочного раствора в виде обрезинен- ного ролика и затирочное приспособление, отличающаяся тем, что, с целью повьппения качества отделки, она снабжена дополнительными обрезиненными роликами и ёмкостями, установленными параллельно основным, транспортирующим приспособлением в виде рольганга, опертого на него приводного толкателя с поворотным роликовым упором с одной стороны и с горизонтальными направляющими с другой и контактирующей с последними кареткой с фиксатором, подвижной опорой в виде направляющих и установленной на них тележки и горизонтально подвижной площадкой, на которой смонтированы основные и дополнительные емкости.
15
20
25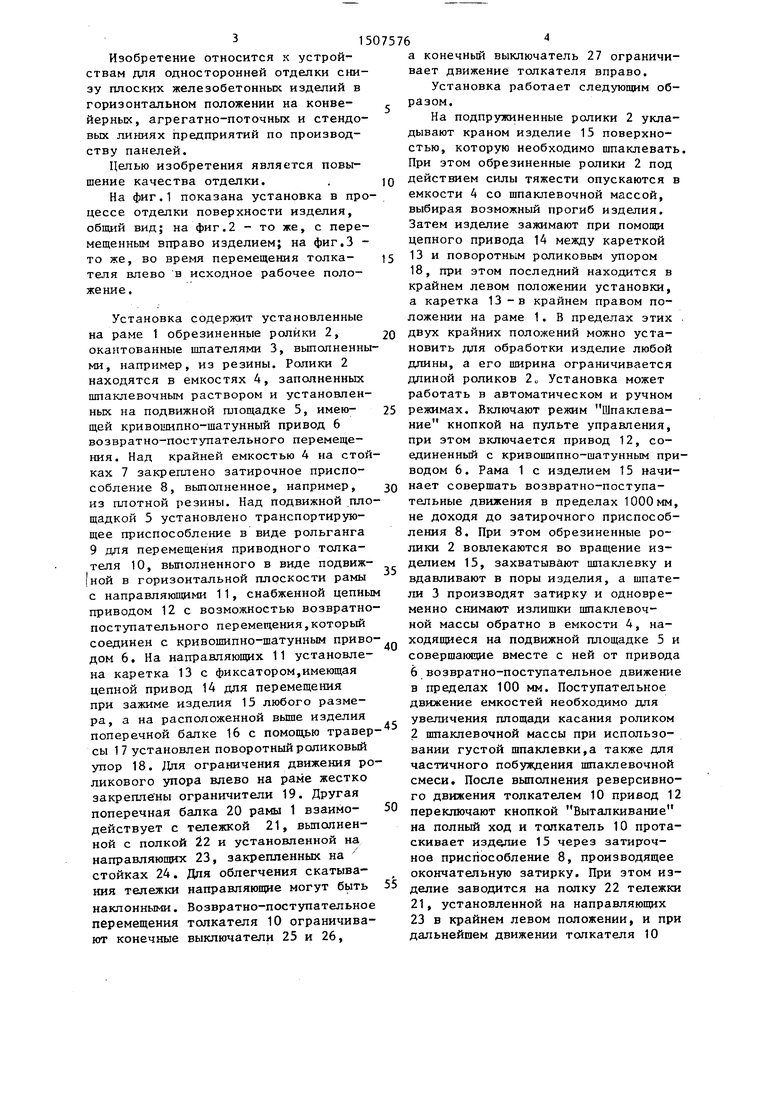
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для отделки строительных изделий | 1979 |
|
SU895679A1 |
| КОНВЕЙЕРНАЯ ЛИНИЯ | 1970 |
|
SU262682A1 |
| Устройство для отделки поверхности строительных изделий | 1978 |
|
SU747726A1 |
| Устройство для шпаклевки и затирки стеновых панелей | 1975 |
|
SU665070A1 |
| Установка для отделки панелей из бетонных смесей | 1987 |
|
SU1481066A1 |
| Устройство для шпаклевки панелей | 1976 |
|
SU745690A1 |
| Технологическая линия отделки строительных панелей | 1978 |
|
SU768646A1 |
| Способ конвейерной отделки строительных изделий | 1979 |
|
SU854920A1 |
| Машина для затирки штукатурного слоя | 1982 |
|
SU1070287A1 |
| Конвейерная линия для отделки панелей | 1980 |
|
SU1017502A1 |
Изобретение относится к устройствам для отделки строительных изделий и позволяет повысить качество отделки. Установка снабжена дополнительными обрезиненными роликами 2 и емкостями 4, установленными параллельно основным. Транспортирующее приспособление выполнено в виде рольганга 9, опертого на него приводного толкателя 10 с поворотным роликовым упором 18 с одной стороны и с горизонтальными направляющими 11 с другой, и контактирующей с последними кареткой 13 с фиксатором. Подвижная опора выполнена в виде направляющих 23 и установленной на них тележки 21, а емкости 4 установлены на горизонтально подвижной площадке 5. 3 ил.
Фиг. 2
(риг.З
| Установка для отделки поверхности железобетонных изделий | 1977 |
|
SU973372A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
