Изготовление секций катушек якорей электрических маши1 постоянного тока обычно производится ручным методом. Применяемая механизация некоторых отдельных операций не решает в целом вопроса комплексной механизации в производстве катушек якорей.
Кроме того, ручной метод изготовления катушек сопряжен с различными вспомогательными или промежуточными операциями, как, например, транспортные операции, операции предварительной гибки проводников, их разводки, рихтовки и т. д.
Предлагаемая автоматическая линия для изготовления секций катушек якорей электрических машин постоянного тока позволяет значительно повысить производительность труда и уменьшить га-бариты механ-нз-мов.
Сущность изобретения заключается в том, что на головном участке линии рабочие узлы-механизм рихтовки проводников, сматываемых с бухт, узлы зачистки проводчиков от изоляции; расположенный между ними периодически поворачивающийся барабан для протягивания проводников, роликовый механизм для выдачи проводников и узел отрезки заготовок-расположены .по прямопоточной системе компоновки механизмов. Для производства остальных операций применена система периодически поворачивающихся многопозициойНых роторов, оборудованных «механическими руками для захвата -секций и осуществляющих: один-подъем согнутой на ребро секции, другой- формование (пространственную гибку) секции путем растяжки ее но цилиндрической поверхности с образованием лобовых частей и третий-травление и лужение концов секции, зачистку луженых мест, скрепление проводников секции, например скобами, -и выдачу, секций на конвейер.
№ 150910 2 -
Кроме того, 1изобретением .предусматривается возможность применения промежуточного ротора, встроенного между первым и вторым из указанных рабочих роторов.
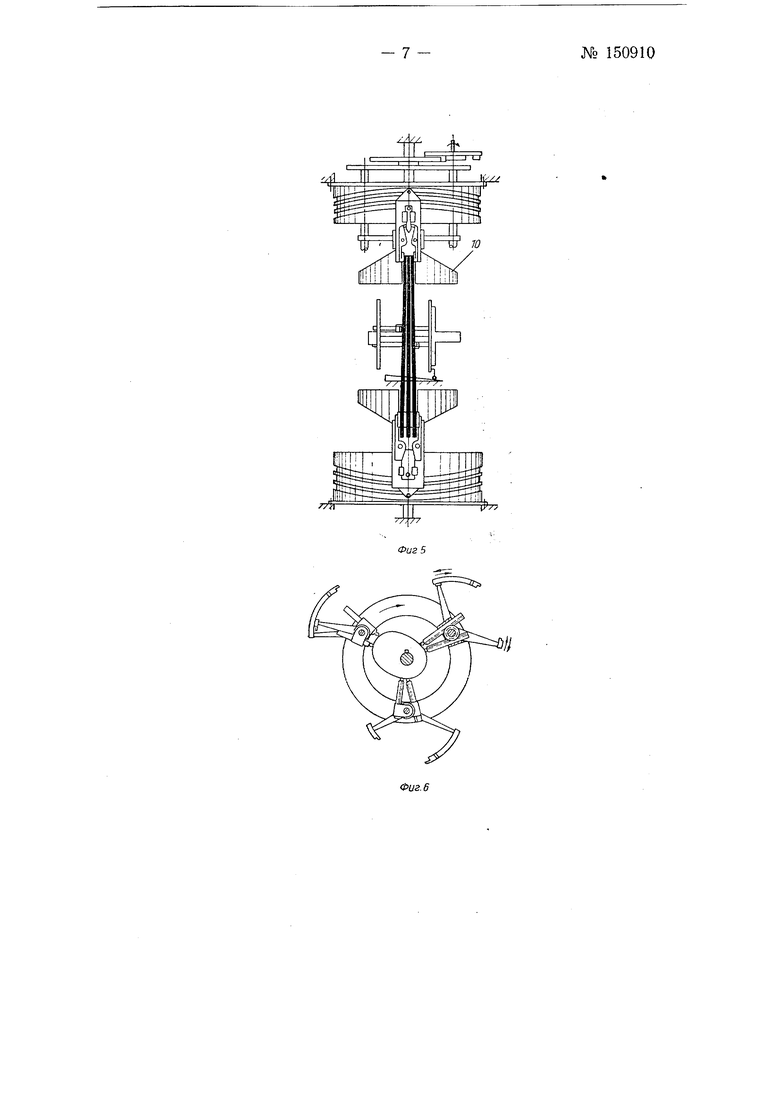
На фиг. 1 изображена схема предлагаемой автоматической линии н развернутом виде, вид сбоку; на фиг. 2, 3-механизм подъема секции в двух проекциях; на фиг. 4т-схема автоматической линии в плане; «а фИГ. 5, б-ротор для Формования секции, в двух проекциях; на фиг. 7, 8-ротор, в котором производятся tpaвлeниe, лужевие концов, зачистка луженых мест и выдача готовой секции, в двух проекциях.
Автоматическая линия изготовляет сеюции катушек якорей, состоящих из трех изолированных проводников. (Проводники одновременно из трех бухт поступают в головной участок линии с прямопоточной компоновкой рабочих узлов . Удаление изоляции на определенной длине проводника и зачистка мест под лужевие производится в двух узлах зачистки /, 2, сдвоенными торцевыми щетками. В каждом узле обрабатываются по две взаимно параллельные стороны одновременно трех проводников.
Механизм 3 предназначен для сматывания с бухт проводников, протягивания их через правильный механизм 4 и выдачи проводников определенной длйны. Механизм 3 представляет илиндр с периодическим поворотом на требуемый угол. Проводники амотаны на цилиндр в 2-3 витка, чем обеспечивается разгрузка выдающих роликов 5 от усилия правки и тормозных моментов бухт во эремя их разматывания. Выдающие ролики 5 служат для проталкивания проводников по направляющим желоба-м под ротор 6. Узел отрезки 7 предназначен для отрезки заготовок. Узел 8 производит загиб проводников на ребро (загибка головки) и передачу их в ротор 6.
Все перечисленные операции производятся во время стоянки линии. Так как линия изготовляет несколько различных секций (в данном случае три), то роторы , 9, 10-трехпозиционные, ротор 11.-шестипозиционный. На каждой .позиции обрабатывается определенная секция. Все позиции роторов имеют верхнюю « «нжнюю « анические руки, .которые служат для одновременного зажима тре .роводииков, удержания 1ИХ во время обработки и передача, в после/. .ощ.ий ротор в момент стоянки линии.
в роторе 6 на каждой позиции им.еется механизм подъема секции.. Как только узел 8 произвел загиб головки («а фиг. 2 пунктиром показаны три последовательных положения а, б, в проводника при гибке) с одновременной передачей секции в ротор, механизм подъема захватывает секцию за головку и ,при первом позор е на 120° с позиции / на позицию // секция поднимается вверх на требуемую высоту. На позиции // производится захват секции «механическими руками. Для упрощения ротора б введен транспортный ротор 9. который, приняв секцию на позицию ///, из ротора 6 передает ее в ротор 10 на позицию V.
В роторе 10 производится пространственная .гибка секции методом растяжки ее по цилиндрическим поверхностям, во время чего образуется узгиб лобовых частей. В процессе гибки концы и головка секции перемещаются навстречу друг другу по требуемому закону, что обеспечивается специальными копирами. Пространственная гибка осуществляется в момент поворота ротора с позиции V на позицию VI. При повороте с позиции VI на позицию VII происходит возврат гибочного механизма в исходное положение. На позиции VH осуществляется передача отформованной секции в ротор //.
В роторе 11 выполняется травление, лужение концов, зачистка луженых мест и выдача готовой секции на конвейер, на позиции X производится скрепление проводников секции специальными скобами, для чего предусмотрен специальный механизм скрепления. Опускание в травильную ванну происходит в -процессе перехода секции с позиции VII на позицию VIII (в ротор 11), где производится травление концов. При перемещении на позицию IX секция поднимается из травильной ванны и опускается в ванну с расплавленным припоем (уровень припоя постоянный и регулируется автоматически). Процесс лужения происходит на позициях IX и X. На позиции XI осуществляется зачистка луженых концов вращающимися волосяными щетками (узел щеток закреплен неподвижно на позиции XI). Выдача готовой секции на конвейер происходит на позиции XII,
Далее секция конвейером транспортируется на участок изолировки.
Все узлы автоматической линии приводятся в движение одним электродвигателем, обеспечивая, тем самым, полную синхронизацию работы механизмов. Периодическое вращение роторов достигается мальтийскими крестами с требуе1мым числом прорезей. В линии предусмотрен сварочный агрегат для стыкования проводников во время смены бухт.
Г1редмет изобретения
1.Автоматическая линия для изготовления секций .катущек якорей электрических мащин постоянного тока, отличающаяся тем, что, с целью обеспечения высокой производительности и уменьщения габаритов, «а головном участке линии рабочие узлы-механизм рихтовки проводников, сматываемых с бухт, узлы зачистки проводников от изоляции, расположенный между ними периодически поворачивающийся барабан для протягивания проводников, роликовый механизм для выдачи проводников и узел отрезки заготовок-расположены по прямопоточной CF теме компоновки механизмов, тогда как для производства остальн- ..операций применена система периодически поворачивающихся м.,,.|гопозиционных роторов, оборудованных «механическими руками д; захвата секций и осуществляющих: один-подъем согнутой на ребро .рекции, другой- формование (пространственную гибку) секции путем растяжки ее по цилиндрической поверхности с образованием лобовых частей и третий-травление и лужение концов секции, зачистку луженых мест, скрепление проводников секции, например скобами, и выдачу секций на конвейер.
2.Применение в автоматической линии по п. 1, промежуточного транспортного ротора, встроенного мелсду первы.м и вторым из указанных рабочих роторов.
- 3 -№ 150910
о,- г
/
| название | год | авторы | номер документа |
|---|---|---|---|
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗ МЕТАЛЛИЧЕСКОЙ ЛЕНТЫ | 1965 |
|
SU172904A1 |
| Способ формования катушки роторной обмотки турбогенератора с полным водяным охлаждением и линия для его осуществления | 1990 |
|
SU1737638A1 |
| Автоматическая линия для изготовления коллекторных пластин электрической машины | 1984 |
|
SU1233234A1 |
| Шаговый конвейер | 1980 |
|
SU1023748A1 |
| СКВАЖИННЫЙ ЭЛЕКТРОМАШИННЫЙ ИСТОЧНИК ПИТАНИЯ ИНКЛИНОМЕТРИЧЕСКОЙ СИСТЕМЫ | 2000 |
|
RU2202849C2 |
| Устройство для расфасовки гигроскопичных сыпучих материалов в металлические барабаны | 1988 |
|
SU1566646A1 |
| ПРОХОДЧЕСКИЙ РОБОТ И ТРАНСПОРТИРУЮЩИЙ МЕХАНИЗМ ПРОХОДЧЕСКОГО РОБОТА | 1988 |
|
SU1549153A1 |
| Автоматическая линия изготовления прутковых длинномерных изделий | 1980 |
|
SU920343A1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ СЕТОК | 2004 |
|
RU2270082C1 |
| УСТРОЙСТВО ДЛЯ УДАЛЕНИЯ ВНУТРЕННОСТЕЙ И ЗАЧИСТКИ БРЮШНОЙ ПОЛОСТИ РЫБЫ | 2015 |
|
RU2599623C1 |