Изобретение относится к npONMnuieHным транспортирующим Средствам, в частности к конвейерам, и может быть использовано в поточных и автоматических линиях.
Известно устройство для транспортирования и накопления изделий, в котором функции транспортирования выполняются с помощью конвейеров, а накопление - g помощью наклонных гравитационных лотков.
Недостатками подобного устройства являются невозможность транспортирования и накапливания деталей произволь- ,
ной форьв.1, плохо катящихся или плохо скользяищх по наклонной плоскости, потеря ориентации деталей в процессе накопления и значительный перепад высот в зоне накс пления,
Ближайшим техническим решением к данному изобретению является шаговый конвейер, содержащий неподвижную и подвижную paMJ с П1ездами для изделий, ограничитель хода гнёзд подвижной рамы и ее привод.
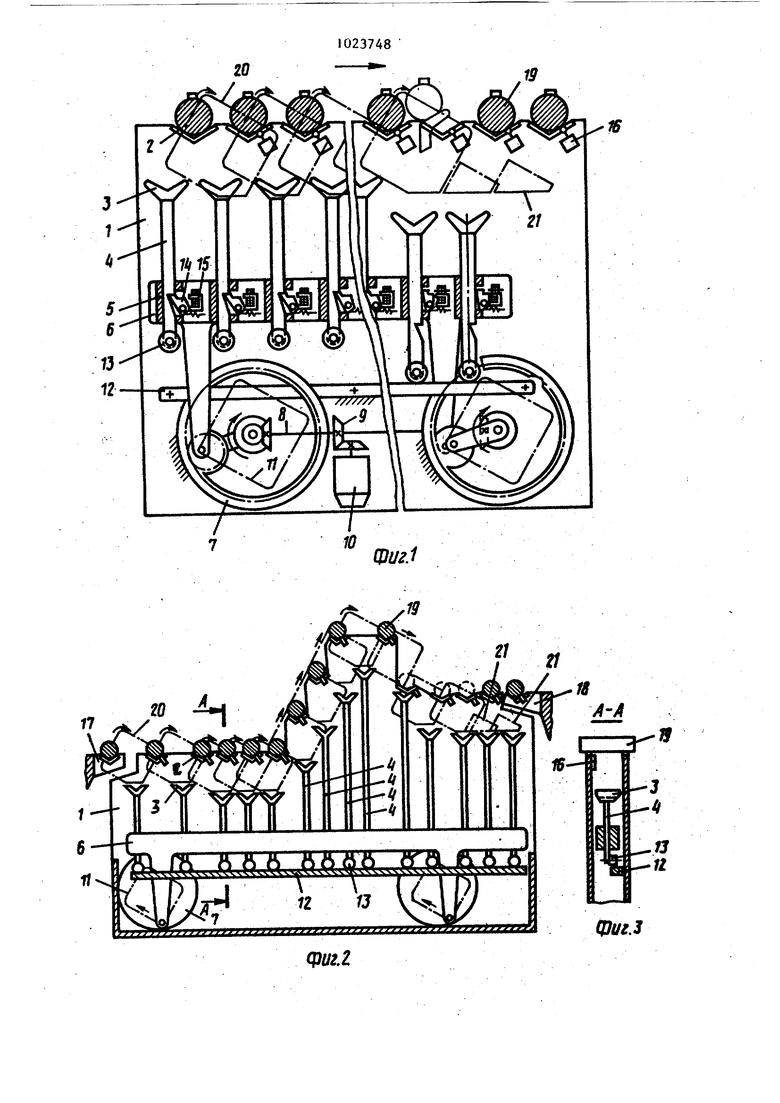
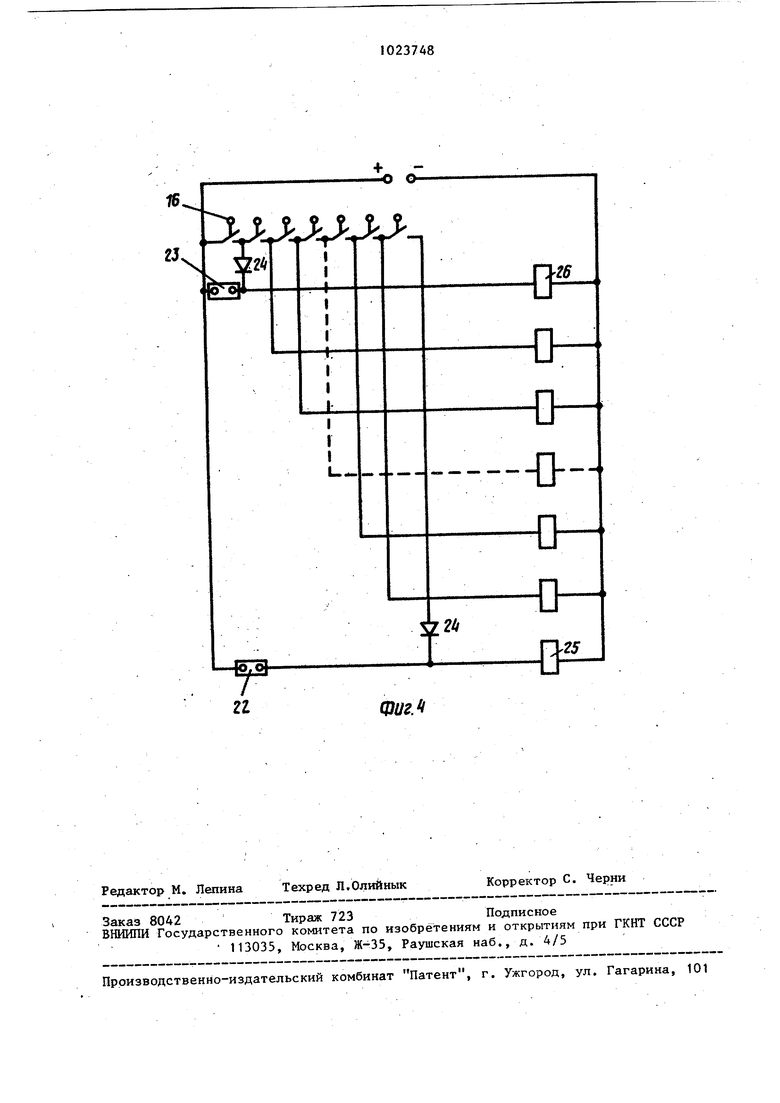
Недостатком конвейера является невозможность накопления изделий. Кроме того, транспортируемое детали теряют ориентацию при перемещении, вследствие чего такой конвейер не может использоваться для перемещения изделий произвольной формы, т.е. он имеет ограниченные функциональные возможности, реализуя только тpaнcпopтиpoвar ние изделий ограниченной номенклатуры Цель изобретения - .расширение функциональных возможностей конвейеpa путем обеспечения накопления изделий произвольной формы. Эта цель достигается тем, что конвейер снабжен фиксаторами, установлен ными на подвижной раме, а гнезда неподвижной рамы имеют датчики наличия изделий, причем каждый фиксатор установлен с возможностью взаимодействия с датчиками гнезда неподвижиой , Кроме того, фиксаторы выполнены в виде подпружиненных собачек, взаимо действующих с гнездами подвижной рамы и электромагнитов, взаимодействую1щих с собачками. i Гнезда неподвижной рамы расположены с уменьшающимся в сторону движения изделия шагомо Привод подвижной рамы выполнен в виде пары трехзвенных планетарных передач, связанных с подвижной рамой о На 4иг.1 изображен шаговый конвейер в продольном разрезе; на фиг.2 схематически изображен шаговый конвейер, имеющий переменный шаг между гнездами неподвижной и смещение их в вертикальной плоскости; на фиг.З поперечный разрез конвейера; на фиг.4 электрич ск 1Я схема управления электромагнитами. .Шаговый конвейер состоит из неподвижной рамы 1 с закрепленными на ней гнездами 2 о Транспортирующие гнезда 3 кинематически, с помощью хвостовиков 4, расположены в направляющих 5 и связаны с подвижной рамой 6, привод которой выполнен в виде двух одинаковых трехзвенных планетарных зубчатых передач 7, связанных общим валом 8 через передачу 9 с электродвигателем 10, Траектория каждой из точек подвижной рамы 6 представляет собой укороченную гипоциклоиду. Одна из таких траекторий изображена штрихпунктирной линией 11 о С неподвижной рамой 1 жест ко связан ограничитель хода 12 гнезд 3 неподвижной рамы, взаимЪдействующий с роликами 13, закрепленными на концах хвостовиков 4. На подвижной раме 6 закреплены фиксаторы, каждый из которых содержит подпружиненную собачку 14, взаимодействующую со впадиной на хвостовике 4. Собачка 14 жестко скреплена с якорем электромагнита 15. Гнезда 2 неподвижной рамы снабжены датчиками 16 наличия изделий. На фиг.2 изображено предшествующее конвейеру технологическое оборудование 17 и следующее за конвейером оборудование 18, связываем 1е данным конвейером в поточную линию; Шаг между гнездами 2 конвейера может быть а 1полнен переменным и зти гнезда могут быть смещены по вертикали. Транспортируемые изделия 19 изображены лежапщми в неподвижных гнездах 2. Штрихпунктирными линиями 20 и 21 изображены соответственно траектории условных центров гнезд 3 при переносе изделия и без перемещения изделий. На фиг.4 показана связь катушки У„ электромагнита 15 первого гнезда 3с системой управления 22 технологического оборудования 17, предшествующего конвейеру.. Там же показана связь катушки электромагнита 15 последнего гнезда 3 с системой управления 23 технологического оборудования 18, следующего за конвейером. В цепи этих катушек имеются также диоды 24. Конвейер работает следующим обра-, ,, Электродвигатель 10 через передачу 9 сообщает вращение валу 8, который приводит во .вращение передачи 7, Выходными элементами передач 7 сообщается движение по замкнутой гипоциклоидной траектории подвижной раме 6 и гнездам 3 При одновременном перемещении всех изделий 19, расположенных в неподвижных гнездах 2, на один шаг, собачки 14 фиксаторов входят в зацепление с впадинами в хвостовиках 4 гнезд 3. При Перемещении подвижной рамы 6 по нижней части тра:ектории движение хвостовиков 4, спускаюпдахся вместе с рамой 6, приостанавливается ограничителем 12, а рама 6 продолжает опус- каться.Хвостовики 4 начинают сколь- зить вдоль направляющих 5, а собачки .14 - по наклонной части впадин хвоетовиков 4. Если сигнал иа включение электромагнита 15 отсутствует, то соответствующая ему собачка 14 при перемещении рамы 6 вверх вновь войдет в зацепление с хвостовиком 4, При отсутствии изделия в любом неподвижном гнезде 2 конвейера пробел в транспортируемых изделиях может быть заполнен при условии наличия изделий во всех последующих гнездах в направлении транспортирования; При этом подается сигнал от датчиков 16 на электромагниты 15 гнезд 3, расположенных после последнего незаполненного гнезда 2. Собачка .14 притягивается электромагнитом 15, и удерживается в этом положении, выходя из зацепления с хвостовиком 4. Гнезда 3, электромагниты 15которых включены, изделий не перемещают, а с помощью предшествующих им гнезд 3 заполняются пусные гнезда 2 и конвейер осуществляет функцию накопления, Например, при отсутствии транспортируемого изделия 19 в последнем из гнезд 2, датчик наличия изделий откляо чен, вследствие чего все электромагни ты 15 фиксирующих механизмов отключе.ны, поэтому все подпружиненные собач(Ки 14 входят в соответствующие впадины хвостовиков 4о В результате этого гнезда 3 на большей части траектории 11 подвижной рамы 6 движутся совместно с этой рамой, перемещая на соответ ствующих рабочих участках траектори гнезд 3 изделия 19 из одного гнезда 2 в другое в направлении транспорти.рования. На нижнем, нерабочем участке траектории,-ролики 13 взаимодействуют с ограничителем хода 12, приподнимая хвостовики 4 с гнездами 3 относительно направляюощх 5, в результате , чего траекторий 20 гнезда 3 вндоизменяется по сравнению с траекторией под вижной рамы. В нижней ее части имеется участок, соответствующий перемещению ролика 13 по ограничителю 12. При подъеме хвостовиков 4 относиг тельно направляницих 5 собачка 14 скользит по скосу впадины на хвостовике 4, а якорь эле стромагнита 15 приближается к его ярму В случае, если все последую1цие по отнсяпению к рассматриваемому первому гнезду 3 гнезда 2 оказываются заполненными изделиями 19, то включены соответствутощие датчики 16 и катушки 25 электромагнитов 15 для первого TpaHcnopTHpyraiero гнезда оказываются включенными. При этом якорь электромагнита удерживает подпружиненную собачку 14 выведлнной из впадинь хвое-, товика 4. В результате гнездо 3 совершает движение по траектории, изображенной линией 21, не взаимодействуя при этом с ийдапием, лежащим в соответствующем неподвижном гнезда 2. Таким образом, в конвейере осуществля тся накопление поступающих изделий 19 и каждое вновь поступившее изделие транспортируется до первого незаполненного неподвижного гнезда 2, считая от концаконвейера. Если последнее гнездо 2 освободится от изделия 19, то конвейер перемещает все имеюпщеся на нем и поступаюсще изделия, выполняя операцию транспортирования без накопления. Взаимодействие конвейера с предшествующим ему 17 и следующим за ним оборудованием 18 поясняется схемой на .4. При невозможности разгрузки технологического оборудования 17, оказывается замкнутой цепь питания катушки 23 электромагнита 15 первого гнезда 3 через систему управления 22. При этом транспортирующее гнездо 3 перемещается по траектории 21 и не перемещает изделие 19 спозиции разгрузки технологического оборудования 17 на конвейер. При невозможности загрузки оборудования 18 оказывается замкнутой цепь катушки 26 через систему управления 23. При этом пос-: j леднее гнездо 3 не перемещает изделие с конвейера на позицию загрузки оборудования 18. Диоды 24 предотвращают ложную работу-остальных- электромагнитов о Данный конвейер в составе поточных технологических линий позволяет рациональным образом решить задачу межоперационного транспортирования И накопления изделий и уменьшить занимаемые накопителями площади, а при необходимости - связать технологическое оборудование с расположенными на разных уровнях позициями разгруз- , ки и загрузки.
| название | год | авторы | номер документа |
|---|---|---|---|
| Шаговый конвейер | 1977 |
|
SU662445A1 |
| Шаговый конвейер-накопитель | 1985 |
|
SU1313774A1 |
| Устройство для транспортирования трубчатых изделий | 1982 |
|
SU1055710A1 |
| Шаговый конвейер | 1980 |
|
SU899414A1 |
| Шаговый конвейер | 1979 |
|
SU839903A1 |
| Шаговый конвейер | 1976 |
|
SU649632A1 |
| Шаговый конвейер-накопитель | 1980 |
|
SU960098A1 |
| УСТРОЙСТВО ДЛЯ ПЕРЕДАЧИ И ФИКСАЦИИ ИЗДЕЛИЙ ПО ПОЗИЦИЯМ АВТОМАТИЧЕСКОЙ СТАНОЧНОЙ ЛИНИИ | 1969 |
|
SU251347A1 |
| Шаговый конвейер | 1988 |
|
SU1546366A1 |
| Шаговый конвейер | 1980 |
|
SU933571A1 |
ШАГОВЫЙ КОНВЕЙЕР, содержащий неподвижную и подвижную с гнездами для изделий, ограничитель хода гнезд подвижной ) и ее привод, отличающийся тем, что, с целью расширения функциональ-. ных возможностей путем обеспечения накопления изделий произвольной фор ьы, он снабжен фиксаторами, установленными на подвижной раме, а гнезда неподвижной имеют датчики наличия изделий, причем каждый фиксатор установлен с возможностью взаимодействия с датчиками гнезд неподвижной рамы. Конвейер по п.1, отличающийся тем, что фиксаторы выполнены в виде подпружиненных собачек, взаимодействующих с гнездами подвижной рамы, и электромагнитов, взаимодействующих с собачками Конвейер по п.1, о т л и ч а ю щ и и с я тем, что гнезда непрдвижной рамы расположены с уменьшающимся в сторону движения изделия taaroM и смещены по вертикали. Конвейер по п.1, о т л и ч аю щи и с я тем, что привод подвижной рамы вьтолнен в виде пары трехзвенных тшанетарных передач, связанных с подвижной рамой.
Фиг.г
Фиг.З
Zl
Фиг.
| Кожевников С.Н | |||
| и др | |||
| Механизмы М,, Машиностроение, 1965, с | |||
| Железобетонный фасонный камень, форма для его изготовления и устройство из него стен | 1924 |
|
SU935A1 |
| Насос | 1917 |
|
SU13A1 |
| Механический грохот | 1922 |
|
SU41A1 |
