Известны автоматы для изготовления из металлической ленты гнутых петушков для коллекторов электрических машин, содержащие приводной механизм, устройство для подачи, рихтовки и обрезки ленты и механизм для формовки петушка, включающий в себя матрИ|Цу и пуансон.
Сущность изобретения заключается в том, что, с целью повышения производительности и улучшения качества изделий, матрица автомата выполнена разъемной и состоит из четырех элементов, два из которых формуют верх нетушка, а другие два - его нижнюю часть и слу}кат одновременно зажимным приспособлением для транспортировки изделия на последующие позиции.
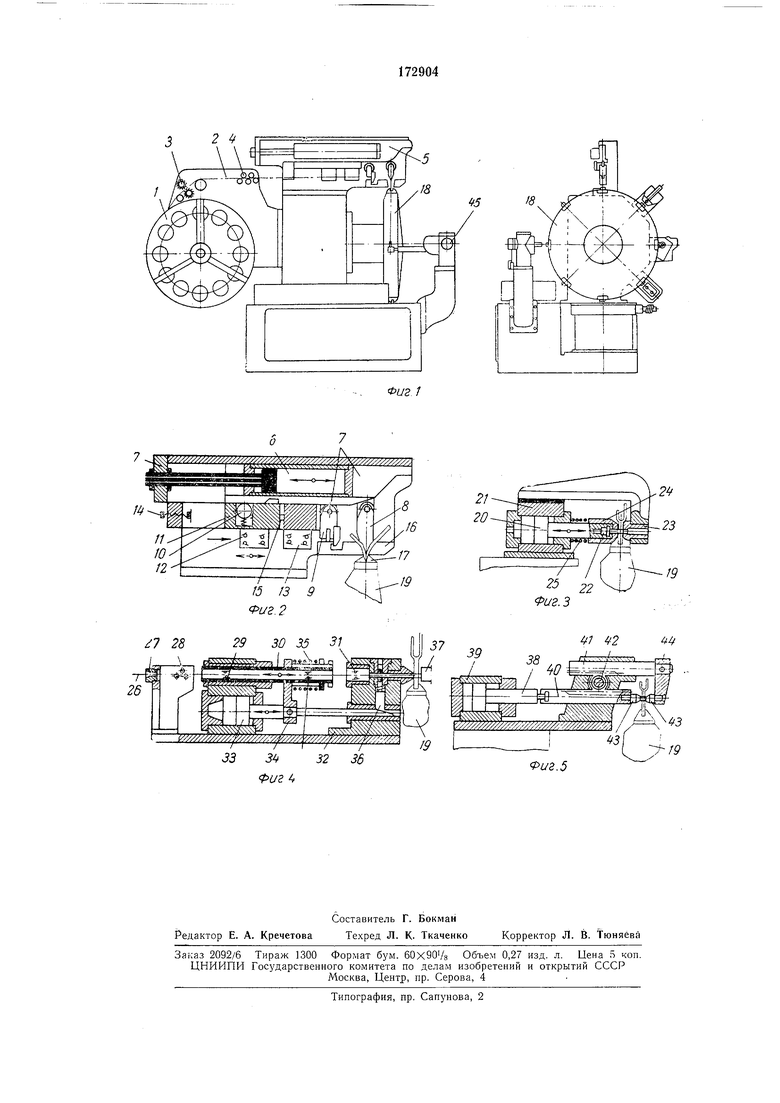
На фиг. 1 представлена схема -автомата в двух проекциях, на фнг. 2, 3, 4 и 5 - его отдельные узлы.
Работает автомат следующим образом. На оси магазина / с одной стороны надета бухта медной ленты, с другой - бухта медной проволоки. Лента 2 из бухты проходит очистку На механизме зачистки 5, состоящем из верхней и нижней щеток, а правку - на роликах 4. С правильных роликов лента поступает в механизм отрезки и гибки петУшка 5 (фиг. 2).
ложении. Получив команду, гидроцилиндр перемеи 1,ается влево, жестко связанный с ним копир 7 тоже идет влево. Пуансон 8 и ножедержатель с ножом 9 поднимаются над уровнем ленты. Ролик 10 заскакивает в отверстие копира 7, а каретка // отходит влево. При этом подающее ленту устройство 12, жестко связанное с кареткой 11, расклинивается и свободно скользит по ленте. Правый конец
ленты всегда зажат устройством 13. В крайнем левом положении каретка // упирается в винт-упор М. Во Бремя гидроцилиндра 6 вправо ролик 10 продолжает оставаться в гнезде копира 7 и перемещает каретку // вправо до упора в винт-упор 15. Подающее ленту устройство 12, заклиниваясь, захватывает ленту и проталкивает ее под нож 9 и пуансон 8. Копир 7 нажимает на пуансон 8 и нож Я которые пронзводят гибку
и отрезку петушка. Пуансон 8 прижимает леиту к матрице 16. Верхняя часть матрицы, состоящая из левой и правой половины, относится к узлу отрезки и гибки петущка, нижняя часть 17 принадлежит транспортно-зажимному устройству, она же формует нижнюю часть петущка.
По окончании данной операции поворотный стол 18 делает Vs часть оборота и останавливается на очередной позиции. На поворотном тройств 19, основной частью которых является нижняя часть 17 составной матрицы. Каждое из восьми зажимных устройств транспортирует петушок на очередную позицию и удерживает его во время производимой операции. После того, как гибка и отрезка произведены, петушок поступает в механизм пробивки отверстия под заклепку (фиг. 3). Получив команду, поршень 20 гидроцилиндра 21 идет вправо, пуансон 22 нробивает отверстие в петушке, проходя в матрицу 23. Затем норшень 20 с пуапсоном 22 отходит влево, втулка 24 удерживает петушок, пока не разожмется пружина 25. Петушок поступает в механизм изготовления и заведения заготовки заклепки (фиг. 4). Медный провод 26 иодают с катушки магазина / во втулку 27 и правят на правйльпых роликах 28. Шарики 29, находящиеся во втулке 30, и шарики 31, вмонтированные в стойку 32, захватывают медный провод. Поршень 33 гидроцилиндра перемещается вправо; жестко связанный с ним хомут 34 сжимает пружину 55 и перемещает втулку 30 с шариками 29, захватившими медный провод, вправо. Медный провод через шарики 31 попадает в цилиндрическое отверстие ножа-пуансона 36. Дальнейшее движение поршня 33 вправо поднимает вверх клин ножа-пуансона 36, который производит отрезку заготовки заклепки. Затем поршень 33 гидроцилиндра идет влево, нож 36 опускается по клину штока, цилиндрическое отверстие ножа с отрезанной заготовкой заклепки становится напротив медного провода. Втулка 30 тоже отходит влево, шарики 29 расклиниваются и свободно скользят по медному проводу. Шарики 31 удерживают медный провод. При ходе поршня 33 гидроцплиндра вправо, медный провод подается вправо и выталкивает заготовку заклепки из цилиндрического отверстия ножа-пуа«сона 36. Заклепки, подталкивая друг друга, вводят последнюю в отверстие петушка. После того, как заклепка вста1влена в отверстие, нетушок, сопровождаемый сектором поддерж,ки 37 (установлен на поворотном столе), чтобы заклепка не выпала, поступает в узел расклепывания (фиг. 5). Движение штока 38 гидроцилиндра 39 вправо неремещает рейку 40 вправо, а рейка 41 посредством шестерни 42 идет влево. Пуансоны 43, соответственно установленные в рейке 40 и хомуте 44, расклепывают заклепку. Из механизма расклепывания петушок поступает в электрованну для лужения. В корпус ванны вставлен магнитострикционный преобразователь, создаюший ультразвуковые колебапия, а для очистки петушка (вместо травления в кислоте) использован источник электромагнитных волн. После лужения петушок подают в зажим автооператора 45 (фиг. 1). Автооператор (механическая рука) передает петушок на автоматическую линию или на укладку. Предмет изобретения Автомат для изготовления из металлической ленты гнутых петушков для коллекторов электрических машин, содержащий приводной механизм, устройство для подачи, рихтовки и обрезки ленты и механизм формовки петушка, включающий в себя матрицу и пуансон, отличающийся тем, что, с целью повышения производительности и улучшения качества изделий, матрица выполнена разъемной и состоит из четырех элементов, два из которых формуют верх петушка, а два других - нижнюю часть нетушка и служат одновременно зажимным приспособлением ля транспортировки изделия на последующие позиции.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ЦЕПОЧЕК | 1925 |
|
SU5553A1 |
| Автомат для сборки голосовых планок язычковых музыкальных инструментов | 1989 |
|
SU1652996A1 |
| Автомат для рубки и чеканки штыря линейного разъема из проволоки | 1979 |
|
SU895586A1 |
| Автомат для изготовления изделий из листового материала | 1981 |
|
SU1033347A1 |
| Автомат для изготовления заготовок одновитковых секций обмоток электрических машин | 1979 |
|
SU884046A1 |
| Автомат для запрессовки заклепок в голосовые планки гармоний | 1961 |
|
SU147445A1 |
| Автомат для обработки электромонтажных проводов | 1990 |
|
SU1837371A1 |
| Автомат для изготовления из металлической ленты скобообразных деталей со сплющенным участком | 1955 |
|
SU103205A1 |
| Автоматический штамп для изготовления пустотелых заклепок из проволоки | 1957 |
|
SU113850A1 |
| АВТОМАТ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОЧНЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 1992 |
|
RU2050216C1 |
/
-/г
Ю J3 9
Риг. 2 29 30 35 7 2В J.I 2
Ь-«
25 22 и
Фиг.З 31 V:
